Цанговые патроны для фрезерного станка. Что такое цанга у фрезера
Делительная головка, цанги, втулки, тиски для фрезерного станка + Видео
Разнообразные приспособления для фрезерных станков имеют большое значение для нормального функционирования этого широко распространенного металлообрабатывающего оборудования.
1 Делительная головка – важнейший инструмент
Под делительной головкой (ДГ) понимают приспособление горизонтального типа. Оно используется для поворота (за определенный промежуток времени) обрабатываемого на фрезерном станке изделия на неравные либо равные углы. По этой причине описываемые головки нередко называют поворотными.
На практике делительные головки позволяют выполнять фрезерование многогранных заготовок, нарезать зубья, канавки и впадины режущих инструментов и колес на станках с ЧПУ и на обычных агрегатах. Также ДГ обеспечивает постоянное вращение детали в унисон с осевой подачей и максимально точное перемещение рабочей поверхности. Делительные головки изготавливаются по ГОСТ 8615 и имеют следующие эксплуатационные достоинства:
- простота в монтаже на агрегат и в использовании;
- возможность осуществления широкого спектра работ с разными по геометрическим параметрам заготовками;
- существенное расширение рабочего потенциала фрезерной установки;
- возможность фрезерования изделий в любом удобном положении.

Делительная головка для фрезерования
Рекомендуем ознакомиться
Кроме того, делительные головки имеют доступную цену. Благодаря этому использовать их могут домашние мастера, владеющие небольшими фрезерными станками. ДГ подразделяют на универсальные, упрощенные и оптические. Последние применяются для выполнения работ повышенной точности на станках с ЧПУ.
Наибольшее распространение получили универсальные головки. Они позволяют производить на фрезерных агрегатах простое, непосредственное, дифференциальное, комбинированное и непрерывное деление. Опытный оператор быстро подбирает нужную ему ДГ для осуществления определенной операции. Для выбора конкретного вида деления и его частей существует специальная таблица. В ней указываются следующие характеристики, которые имеет делительная головка:
- части деления;
- отсчитываемые отверстия;
- число оборотов;
- общее количество отверстий.
Таблица позволяет без труда выбрать нужную ДГ даже неопытному домашнему умельцу, начинающему осваивать работу на фрезерном оборудовании. Чаще всего используются делительные универсальные головки таких марок УДГ 125, УДГ 100 (эти две модели хороши для использования на небольших фрезерных агрегатах, устанавливаемых в частных мастерских), УДГ 320 и УДГ 400. Последнее из указанных приспособлений является достаточно массивным. Такая поворотная головка устанавливается на станки, которые фрезеруют большие по массе и геометрическим размерам изделия.
2 Цанги – будет ли без них работать фреза?
Для того чтобы работать на фрезерном агрегате, в обязательном порядке необходим цанговый патрон и набор цанг для него. Без этих приспособлений вы просто-напросто не сможете зафиксировать режущий инструмент. А значит, станок будет лишь грудой металла, а не эффективным металлообрабатывающим оборудованием.
Цанговый патрон также дает возможность повторно зажимать (по ранее обработанной поверхности) фрезеруемое изделие и надежно фиксировать холоднотянутый пруток. Такая оснастка для фрезерных станков бывает неподвижной, выдвижной и втягиваемой. Кроме того, цанги принято делить на зажимные и подающие. Между ними есть разница.
Цанговый патрон зажимного типа изготавливается в виде втулки, оснащенной особыми пружинящими лепестками. В случаях, когда цанга располагает шестью лепестками, с ее помощью можно фрезеровать детали сечением более 8 см, четырьмя – сечением 3–8 см. А изделия с меньшим диаметров обрабатывают посредством трехлепестковых приспособлений. Выбирая набор цанг, это следует учитывать.

Цанговые патроны зажимного типа
В большинстве случаев зажимные цанги делают цельными. Существуют и специальные разъемные приспособления. Они имеют сменные втулки и вкладыши. Геометрические параметры этих элементов определяются размерами и формами металлических прутков, обрабатываемых на фрезерных агрегатах. Так как подобные изделия бывают разными по параметрам, приходится приобретать набор цанг, позволяющий фрезеровать их на стандартных станках и на установках с ЧПУ.
Подающие цанги – это втулки, прошедшие процедуру закалки, располагающие тремя разрезами. Последние формируют лепестки (пружинящие) с поджатыми по отношению друг к другу торцами. Профиль фрезеруемого прутка должен соответствовать размерам подающей цанги, которая накручивается на трубу (ее называют подающей) станка.
Трубное приспособление продвигает пруток, получая движение от гидропривода либо от кулачкового устройства. Заготовка при этом проникает между лепестками цанги. Они разжимаются, а затем прижимаются за счет упругой силы к детали. Так работает подающий цанговый патрон.
3 Набор цанг – зачем он нужен, и какой покупать?
Цанговый патрон важен и в качестве крепежа для установки фрезы. Правда, используется он исключительно для монтажа инструментов с малым сечением хвостовиков. Рассматриваемый нами патрон вставляется непосредственно в цангу (в сменную) и крепится там гайкой.
Затем гайка вдавливает при закручивании цанги в патрон. При этом цанговый элемент обжимает фрезу, обладая способностью деформироваться по упругому принципу. Из описания видно, что для нормальной работы оборудования требуется использовать набор цанг. Ведь для разных заготовок приходится применять различные виды элементов. Несмотря на кажущееся неудобство, цанговый патрон очень распространен. Он используется повсеместно.

Набор цанг для фрезерного станка
Сейчас можно приобрести и патрон, и набор цанг разных производителей. В продаже есть как отечественная продукция, так и зарубежная. При этом любой набор цанг изготавливается по определенному ГОСТу или DIN. Популярностью пользуется оснастка (патрон и набор сменных цанг) с маркировками OZ и ER. Такие приспособления применяются на обычных станках и на центрах с ЧПУ. Также востребованным является набор цанг ER.
Функциональных отличий между комплектами приспособлений разных моделей нет. Любой набор цанг выполняет одну задачу. А вот наполняемость конкретного комплекта бывает различной. Один набор цанг содержит 18 приспособлений, другой – 23. Выбрать оптимальный вариант несложно. Таким образом, каждое предприятие либо владелец собственного фрезерного агрегата покупают тот набор цанг, который им необходим. Частному мастеру, как правило, хватает одного комплекта описываемых элементов для работ по металлу.
4 Переходные втулки и оправки для фрезерных агрегатов
Как расширить технологический потенциал металлорежущего станка? Очень просто, если использовать переходные втулки и специальные оправки. Они считаются неотъемлемыми элементами комплектации любого агрегата для фрезерования. Будь то станок с ЧПУ или же универсальная установка для работ по металлу.
Для крепления на фрезерные станки фрезерного инструмента с продольной шпонкой и торцевых насадных фрез применяются комбинированные оправки (ГОСТ 13787 и 13788). Они нужны для быстрой замены рабочих приспособлений с сохранением ранее заданной точности их центровки. Все оправки делают из инструментальных сталей высокого качества. Поэтому служат они по-настоящему долго. Конструктивно интересующие нас приспособления состоят из конического хвостовика и специальной части, предназначенной для фиксации фрезы. Конусы, которыми располагают оправки, стандартизированы.
На отечественных предприятиях чаще всего используются приспособления по ГОСТ 24644. Такие оправки имеют хвостовик, выполненный в типоразмерах конуса Морзе. Маркируются они так – 7:24. Эти комбинированные оправки дают возможность производить фрезерование изделий с применением за одну установку сразу нескольких инструментов. Причем смена фрезы выполняется с минимальными временными потерями.
Комбинированные оправки обладают рядом эксплуатационных достоинств. Они:
- снижают колебания инструмента в процессе выполнения работ по металлу;
- гарантируют максимальную точность фрезерования;
- предотвращают опасность проскальзывания фрезы при передаче крутящего момента;
- защищают инструмент от проворотов (при использовании оправки режимы резания являются стабильными на все 100 %).

Комбинированная оправка для фрезы
Обратите внимание! На горизонтально-фрезерных агрегатах обычно используются особые длинные оправки. Они позволяют через специальные регулируемые либо жесткие кольца составлять набор из нескольких фрез и производить одновременное фрезерование сразу нескольких поверхностей. При таких работах нередко дополнительно применяют распорные втулки. Их монтируют в хобот станка.
В ситуациях, когда конус шпинделя фрезерного агрегата не совпадает с конусом оправки, применяют переходные втулки по ГОСТ 13598 и ГОСТ 13789. Ими можно крепить режущий инструмент с хвостовиками, имеющими разную конусную величину. Переходные втулки изготавливаются по указанным ГОСТ в длинном и коротком исполнении. К шпинделю станка они прикрепляются через резьбовое отверстие.
Переходные втулки существенно повышают производительность фрезерования, характеризуются высоким эксплуатационным ресурсом, уменьшают объем брака при выполнении металлообрабатывающих операций. Кроме того, эти станочные приспособления исключают опасность получения травмы оператором станка и снижают до минимума риск поломки и выхода из строя фрезерного агрегата.
Нельзя также не отметить и то, что переходные втулки значительно снижают затраты на подготовку цикла производства тех или иных деталей. Для домашнего умельца это не столь важно. А вот на крупных предприятиях вопросам себестоимости выполнения работ уделяется особое внимание. Поэтому переходные элементы на них используются в обязательном порядке.
5 Тиски для оборудования – универсальные приспособления
Станочные тиски располагают сменными губками и постоянными элементами – салазками, корпусом, зажимающим механизмом. Губки могут быть плавающими и подвижными. Корпус изготавливают из стали по ГОСТ 1412 или из ковкого чугуна. Как правило, станину дополнительно закаляют и шлифуют с целью придания ей повышенной прочности и надежности при эксплуатации.
Разные тиски используют свои собственные зажимы, которые бывают:
- эксцентриковыми;
- ручными;
- пневматическими;
- пневмогидравлическими;
- винтовыми;
- механизированными;
- гидравлическими.

Тиски с эксцентриковым зажимом
Станочные тиски производится трех типов (по ГОСТ 14904) – с пневматическим, гидравлическим и ручным приводом. Разница между ними, думается, понятна и без дополнительных объяснений. Конструктивно тиски выпускаются: поворотными – в перпендикулярных по отношению друг к другу плоскостях либо в одной плоскости и неповоротными. Сейчас в основном используются поворотные тиски (ГОСТ 16518). Они более удобны и функциональны.
На станках с ЧПУ в большинстве случаев используют прецизионные тиски. Они обеспечивают высокую точность фиксации обрабатываемых изделий. Такие тиски для агрегатов с ЧПУ бывают двухосевыми, поворотными и синусными. На них устанавливаются очень прочные губки из стали.
Синусные тиски нужны для крепления фрезеруемой заготовки по отношению к плоскости рабочей поверхности под определенным углом. А двухосевые приспособления (они также называются крестовинными либо координатными) передвигаются посредством сразу двух суппортов. За счет этого такие тиски для универсальных агрегатов и фрезерных станков с ЧПУ обеспечивают возможность не выполнять переустановку изделия при фрезеровании его в продольном направлении и поперек.
6 Другие приспособления для фрезерования – короткий обзор
Хорошим дополнением к металлообрабатывающим агрегатам в стандартной комплектации являются прижимы. Они используются для фиксации на станине фрезеруемой детали. Что облегчает процесс ее обработки с наружной стороны.
Прижимы для фрезерных агрегатов обязаны иметь регулировку по высоте, обеспечивать жесткое и оперативное крепление заготовок, не мешать головке станка либо рабочему инструменту, подводимому к изделию. Эти приспособления применяются для станков с ЧПУ. Прижимы в данном случае гарантируют открытость области обработки детали, прочность ее фиксации и точность базирования.
Еще один важный момент. Прижимы обязаны характеризоваться относительно высоким показателем твердости. Если это условие не выполняется, винтовой зажим может прогнуть прижимное приспособление, что приведет к снижению нагрузки на обрабатываемое изделие. Итогом вполне может стать срыв заготовки с рабочего стола, повреждение агрегата либо инструмента.
Прижимное приспособление фрезерного агрегата
В большинстве случаев на станках с ЧПУ используют универсальные прижимы. Но для фрезерования каких-либо особых деталей нередко применяются и специализированные изделия. Такие прижимы бывают следующих видов:
- плиточный прихват;
- винтовая распорка либо фиксатор;
- ступенчатые и подковообразные изделия.
Также встречаются фигурные и угловые прижимы. На некоторых фрезерных установках может монтироваться долбежная универсальная головка. Ее применение обеспечивает расширение функциональных возможностей станка. Долбежная головка, как правило, используется на мелкосерийном и единичном производстве металлических изделий. С ее помощью выполняют обработку различных пазов, соединений шлицевого типа, зубьев колес (шестеренчатых).
На отечественных металлообрабатывающих предприятиях в Челябинске, Екатеринбурге и других известных промышленных городах для работы на фрезерных установках чаще всего применяется долбежная головка ГД-1.
tutmet.ru
Цанга - что это, конструкция и применение, виды и ГОСТы
Цанга – это специальное фиксирующее приспособление для установки инструмента. Применяется в качестве основного элемента цангового патрона для зажима инструмента или заготовки цилиндрической формы. Также применяются и специальные цанги под квадратный или шестигранный хвостовик.
Конструкция и применение
Цанга представляет собой пружинящую разрезную втулку с усеченным конусом и отверстием необходимого диаметра. Корпус цанги имеет специальные пропилы, которые обеспечивают движение фиксирующих лепестков при установке или снятии инструмента. Сжимающее усилие обеспечивает вращение гайки.

На рисунке ниже приведены цанга (1), фреза с цилиндрическим хвостовиком (2) и цанговый патрон (3).
Данный фиксирующий элемент предназначен для установки в цанговый патрон который, чаще всего, является отдельным элементом оснастки металлорежущего станка. Сам патрон устанавливается посредством конуса Морзе на посадочное место патрона. Также он может быть и составной частью станка. Цанги широко применяются в современных металлорежущих станках – токарных, сверлильных и фрезерных. Основным преимуществом данного типа фиксации является высокая скорость установки или съёма инструмента. К недостаткам можно отнести необходимость строгого соответствия типоразмеров патрона и цанги.
Виды цанг
В современной металлообработке применяются различные виды цанг, отличающиеся размером и конструктивным исполнением. Фиксаторы общего назначения подразделяются на:
- Сквозные и глухие. Сквозные могут фиксировать деталь неограниченного размера и применяются, к примеру, для фиксации прута для токарной обработки.
- Одна или две зоны зажима. Наиболее жесткую фиксацию обеспечивают цанги с двумя зонами зажима, полностью исключая отклонение от оси шпинделя.
- Цанги для метчиков и другого инструмента с квадратным или шестигранным хвостовиком. Конструкция данного типа фиксаторов обеспечивает осевую компенсацию.
Применение цанг в токарных станках

Цанга и цанговый патрон применяется в качестве основной фиксирующей оснастки при необходимости продольной обработки заготовок малого диаметра. Данные приспособления могут быть оснащены керамическими или твердосплавными вставками для повышения стойкости к износу и предотвращения налипания металла.
Для работы с заготовками на токарных станках-автоматах используются подающие и зажимные цанги. Подающая применяется совместно с зажимной и обеспечивает достаточный зажим заготовки для перемещения в осевом направлении, при раскрытом положении второй фиксирующей оснастки. Данный тип цанг имеет резьбовое соединение с трубой подачи. При удержании заготовки зажимной штангой, подающая перемещается назад в исходное положение. Перед подачей зажимная освобождает заготовку и подающая перемещает вместе с ней вперед.
Зажимная цанга обеспечивает автоматическую фиксацию прутка и располагается в передней части шпинделя. На токарно-револьверных станках чаще всего применяются цанги с обратным конусом, что обеспечивает более высокую жесткость благодаря увеличению силы зажатия при осевом резании.
ГОСТы
На цанги зажимного типа, предназначенных для хвостовиков цилиндрической формы, действует ГОСТ 17201-71. Другие часто используемые стандарты определяют основные и присоединительные размеры цанг. Для зажимных цанг действует ГОСТ 2876-80, для подающих – ГОСТ 2877-80. Из международных стандартов общеприменимым является DIN 6499, ISO 15488, регулирующий параметры цанг ER – с двумя зонами зажима и сквозным отверстием.
mekkain.ru
Цанговые патроны для фрезерного станка

Цанговые патроны для фрезерного станка используются для надежной фиксации фрез, сверл, оправок с цилиндрическим хвостовиком в шпинделе. Изделия представляют собой пружинящую втулку с разрезом. Цанги изготавливаются по ГОСТ 25557-82, ГОСТ 26539-85, ГОСТ 25827-93 (DIN 69871).
Применение цанговых патронов
- Фрезерные станки с ЧПУ типа обрабатывающего центра.
- Горизонтально и вертикально фрезерное оборудование.
- Сверлильно-расточные и фрезерные группы.
Особенности конструкции цанговых патронов
Корпус. Элемент является основным в оснастке и предназначен для фиксации во фрезерном станке. В корпус вставляется цанга с режущим инструментом. Изделие изготавливается из прочных сплавов, устойчивых к деформации и механическим повреждениям, а также противостоящих коррозии.
Цанга. Элемент представляет собой втулку, в которую вставляется хвостовик фрезы. При закручивании гайки происходит равномерное обжатие и фиксация режущего инструмента. В корпус патрона можно вставлять цанги разного диаметра для использования различных фрез и других элементов.
Зажимная гайка. Крепеж предназначен для прижима цанги с насадкой. При закручивании гайки фреза фиксируется в патроне и не смещается в течение рабочего процесса. Крепеж имеет прорези под специальный ключ, который обычно поставляется в комплекте.
Основные преимущества
Цанговый патрон для фрезерного станка выгодно отличается от других типов зажимной оснастки по нескольким параметрам:
- равномерно фиксирует режущий инструмент. При заворачивании гайки цанга контактирует с большой площадью хвостовика, причем усилие будет одинаковым в каждой точке. Такой способ фиксации существенно уменьшает вибрации при работе, а также не допускает смещения оси инструмента при боковой нагрузке, обеспечивая хорошую центровку. Цанговые патроны повышают качество и точность обработки металла, особенно при манипуляциях с мелкими деталями, когда необходимо строго выдержать параметры изделия;
- подходит для использования с различными типами фрез. Корпус патрона является универсальным, поэтому во время работы с разными деталями потребуется менять только режущий элемент. Это значительно ускоряет производственный процесс. Достаточно просто ослабить гайку ключом и раскрутить вручную для установки цанги нужного диаметра;
- обеспечивает минимальное биение. Радиальные колебания внутреннего конуса, в котором фиксируется цанга, относительно внешнего конуса хвостовика не превышает 0,005-0,010 мм.
Виды цанговых патронов
Изделия классифицируются по нескольким признакам. В зависимости от назначения различают цанговые патроны для фрезерных станков следующих видов:
- подающие. Стальная цанга имеет три продольных разреза, которые образуют лепестки со сходящимися концами. Подобная конструкция обладает хорошей пружинящей способностью, что позволяет легко устанавливать и плотно фиксировать деталь подходящего размера внутри патрона. При выполнении операции подающая труба с навинченной цангой приходит в движение, еще сильнее сдвигая лепестки;
- зажимные. Цанга изготавливается в виде втулки с несколькими пружинящими лепестками, число которых соответствует диаметру крепления. Например, трехлепестковая цанга используется для фиксации деталей 3 мм, 4-лепестковая — до 80 мм, 5-лепестковая — 80 мм и более. Угол при вершине равен 30 градусам.
Подающие патроны считаются более надежными, но для закрепления оснастки каждый раз необходимо использовать специальный ключ, чтобы извлекать корпус. Зажимные модификации используются в случаях, когда фрезы во время работы приходится часто менять.
В зависимости от конструкции различают следующие виды цанговых патронов для фрезерного станка:
- с одной или двумя зонами зажима. Второй вариант обеспечивает более жесткую фиксацию рабочего элемента, так как удерживает его в двух точках оси;
- глухие или сквозные. Выбор патрона зависит от длины обрабатываемой заготовки. Сквозное изделие позволяет фиксировать элементы, длина которых определяется габаритами станка. Крепление глухого патрона ограничивает размеры заготовки, так как одна сторона корпуса запаяна;
- цанги для метчиков. Изделие имеет паз для квадрата, обеспечивающий компенсацию по оси;
- цанги ER. Наиболее востребованный вид патронов со сквозным отверстием и двумя зонами зажима.
Большинство частных мастеров и предприятия обычно приобретают наборы оснастки различных диаметров для выполнения различных задач. В комплекте поставляются цанги нескольких видов и размеров, а также специальный ключ для быстрого закручивания зажимной гайки. При выборе изделий необходимо учитывать все типы заготовок, которые планируется обрабатывать на станке.
Условия приобретения и заказ
Купить станок, посмотреть его в работе, ознакомиться со складом станков - Вы можете, связавшись с нашими менеджерами по телефонам 8 (4822) 620-620 или заказать обратный звонок.
Также Вы можете подобрать и приобрести режущий инструмент и оснастку к станку, производства Тайваня, Израиля
Если остались вопросы, заполните форму ниже:
stankomach.com
Как вынуть из фрезера застрявшую фрезу

Как вынуть из фрезера застрявшую фрезу
Если вдруг случилось так, что обычным способом вам не удается вынуть фрезу из цангового зажима фрезера – не отчаивайтесь, есть способы, которые помогут. Итак, ситуация — гайка ослаблена, фреза не вынимается из зажима, что делать? Как вынуть фрезу из фрезера?
Первый способ извлечь фрезу
Нанесите несколько капель проникающей смазки WD-40. Также может помочь керосин. Немного подождите, давая смазке проникнуть в цанговый зажим вокруг хвостовика фрезы. После чего, удерживая шпиндель фрезы при помощи подходящего гаечного ключа или специального фиксатора фрезера (наличие зависит от модели фрезера), свободной рукой постарайтесь освободить фрезу, проворачивая ее из стороны в сторону.
Второй способ извлечь фрезу
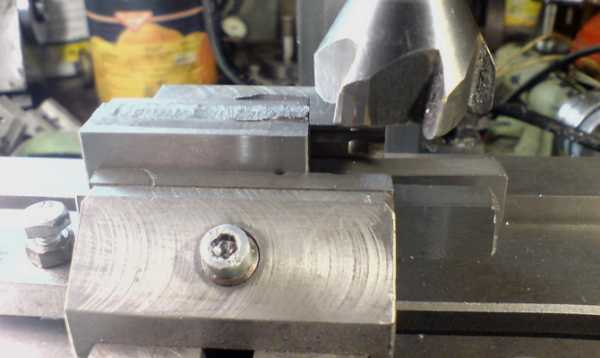
В случае если первый способ не принес успеха, снимите с фрезы подшипник и шайбу. После чего, установив фрезер на прочное основание, прижмите к торцу фрезы обрезок твердой древесины и аккуратно, чтобы не повредить резьбу легкими ударами молотка или киянки постарайтесь сдвинуть фрезу глубже в цангу. На первый взгляд это может показаться странным, вместо извлечения фрезы, мы стараемся загнать ее еще глубже в цангу, но на практике такой способ позволяет освободить хвостовик, после небольшого сдвига. Если с первого раза фреза совершенно не сдвинулась, повторите попытку, немного увеличив силу удара.

Третий способ извлечь фрезу
Если для снятия фрезы не удается ослабить гайку, аналогично второму способу, через обрезок древесины слегка постучите по каждой грани гайки молотком, поворачивая при этом шпиндель. После чего можно повторить попытку открутить гайку гаечным ключом.

Четвертый способ извлечь фрезу
Если ни один из вышеперечисленных способов не помог высвободить фрезу, попробуйте ее нагреть. Используя небольшую горелку, не продолжительное время нагревайте цангу и хвостовик фрезы, равномерно поворачивая фрезер. Не стоит нагревать очень уж сильно, а также направлять пламя горелки в сторону фрезера, чтобы не повредить уплотнения подшипника. После нагрева гайки с помощью ключа постарайтесь отвернуть гайку. Если с первого раза отвернуть ее не удалось, повторите нагрев снова.

Распространенные проблемы и способы их устранения
Гайка оказывается затянутой после того, как была ослаблена. В данном случае достаточно продолжать отвинчивать гайку после того, как она была ослаблена.
Проблема характерна для современных самовынимающихся цанг, которые имеют пружинное кольцо, соединяющее цангу с гайкой. У таких цанг есть два так называемых «мертвых» положения: начальное и после двух оборотов гайки, после которого фреза высвобождается.
Загрязненная цанга. Достаточно регулярно продувать цангу сильной струей сжатого воздуха из компрессора.
Следите за состоянием цанги и регулярно очищайте ее мягкой щеткой и уайт-спиритом. Для очистки самовынимающейся цанги потребуется снять пружинное кольцо, чтобы снять гайку.
Загрязненные хвостовики фрез. Следите за состоянием хвостовиков фрез и регулярно протирайте их уайт-спиритом. Чтобы удалить ржавчину и твердые отложения можно использовать наждачную бумагу.
Гайка затягивается слишком сильно. Не стоит зажимать цангу чрезмерно сильно, как только вы почувствуете, что гайка остановилась, поверните ее еще немного и прекратите затягивание.
Хвостовик фрезы упирается в дно. Установите фрезу в цангу до упора, после чего вытяните ее наружу примерно на 3 мм и затяните гайку. Такой способ позволит цанге сжиматься в нижней части и обеспечит надежный зажим хвостовика.
Фреза надолго оставлена зажатой в цанге. Соблюдайте простое правило – если вы не намерены пользоваться фрезером ближайшие 2-3 дня, вынимайте фрезу из цанги.
Что бы еще почитать?
Поделитесь ссылкой на статью в социальных сетях
Подпишитесь на e-mail рассылку о новых статьях
Вы можете оставить свой комментарий
Поделитесь своим мнением, что Вы думаете о прочитанном? Если Вам не понравилась статья, напишите в комментариях причину. Возможно, Вы заметили ошибку или у Вас появились вопросы, напишите об этом. Только зная Ваше мнение, можно будет улучшить и дополнить статью.remstd.ru