Сварочная ванна. Что такое сварочная ванна
Сварочная ванна — WiKi
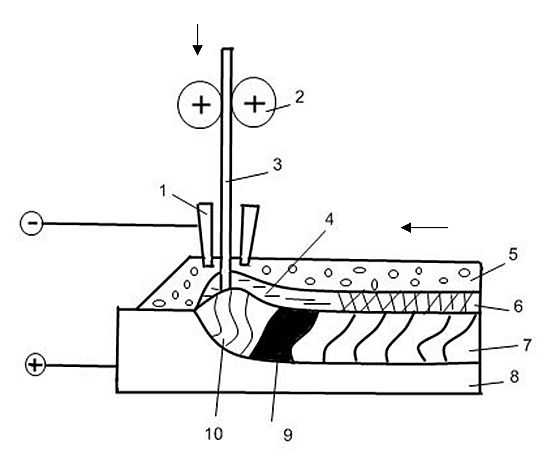
Сварочная ванна вытянута вдоль шва и оказывает непосредственное влияние на качество сварного шва. Шов, выполненный в сварочной ванне без добавления присадочного материала называется автогенной сваркой.[1]
Зона термического влияния в сварочной ванне состоит из нескольких структурных участков, которые отличаются по форме и строению зерен:
- Зона неполного расплавления
- Зона перегрева
- Зона нормализации
- Зона неполной перекристаллизации
- Зона рекристаллизации
- Зона синеломкости.
Неполное расплавление — находится в твердо-жидком состоянии и определяет качество сварного соединения. В данной зоне проходит сплавления основного металла с металлом шва. Температура в зоне выше температуры плавления металла (1500 ° C).
Перегрев — область основного, сильно нагретого металла с крупно зернистой структурой и пониженными механическими свойствами. В этой зоне возможно образование закаливаемых структур. Температура колеблется от 1100 ° C до 1500 ° C.
Нормализация — область основного металла в которой образуется мелкозернистая структура с высокими механическими свойствами. Температура колеблется в пределах 930—1100 °C.
Неполная перекристаллизация — область основного металла в которой вокруг крупнозернистой структуры образуются мелкозернистая, в результате перекристаллизации. Температура колеблется в пределах 720—930 ° C.
Рекристаллизация — часть основного металла для которой характерно восстановление формы и размеров разрушенных зерен металла, ранее подвергся обработке давлением. Температура колеблется в пределах 450—720 ° C.
Синеломкость — видимых структурных изменений нет, но характеризуется снижением пластических свойств. Температура колеблется в пределах 200—450 ° C. Для улучшения свойств и структуры металла шва околошовной зоны используют горячее проковки металла шва и часть основного металла, которая подверглась нагреву, сразу после сварки. Также проводят общую термообработку в печах с последующим медленным охлаждением. Ширина зоны термического влияния зависит от способа и режимов сварки, и составляет:
- При ручной дуговой сварке — 3-6 мм;
- При сварке под флюсом — 2-4 мм;
- При сварке в защитных газах — 1-3 мм;
- При электрошлаковой сварке — 11-14 мм;
- При газовой сварке — 8-28 мм.
Также ширина ОТО увеличивается при увеличении режимов сварки и уменьшается с повышением скорости сварки.
При сварке в потолочном положении расплавленный металл в сварочной ванне удерживается от вытекания в основном силой его поверхностного натяжения. Для качественной сварки вес расплавленного металла не должен превышать эту силу. Для этого уменьшают размеры сварочной ванны, путем выполнения сварки периодическими короткими замыканиями, давая возможность металлу шва частично закристаллизоваться. Применяют уменьшенные диаметры электродов, снижают силу сварочного тока, используют специальные электроды, обеспечивающие получение вязкой сварочной ванны.
ru-wiki.org
Сварочная ванна — Википедия (с комментариями)
Материал из Википедии — свободной энциклопедии
История
Сварочная ванна впервые был описана Фуше (Fouché) и Пикаром (Picard) при работе с газокислородной сваркой в 1903 году после открытия ацетилена Эдмундом Дэви в 1836 году.
Свойства
Сварочная ванна вытянута вдоль шва и оказывает непосредственное влияние на качество сварного шва. Шов, выполненный в сварочной ванне без добавления присадочного материала называется автогенной сваркой.[1]
Зона термического влияния в сварочной ванне состоит из нескольких структурных участков, которые отличаются по форме и строению зерен:
- Зона неполного расплавления
- Зона перегрева
- Зона нормализации
- Зона неполной перекристаллизации
- Зона рекристаллизации
- Зона синеломкости.
Неполное расплавление — находится в твердо-жидком состоянии и определяет качество сварного соединения. В данной зоне проходит сплавления основного металла с металлом шва. Температура в зоне выше температуры плавления металла (1500 ° C).
Перегрев — область основного, сильно нагретого металла с крупно зернистой структурой и пониженными механическими свойствами. В этой зоне возможно образование закаливаемых структур. Температура колеблется от 1100 ° C до 1500 ° C.
Нормализация — область основного металла в которой образуется мелкозернистая структура с высокими механическими свойствами. Температура колеблется в пределах 930—1100 °C.
Неполная перекристаллизация — область основного металла в которой вокруг крупнозернистой структуры образуются мелкозернистая, в результате перекристаллизации. Температура колеблется в пределах 720—930 ° C.
Рекристаллизация — часть основного металла для которой характерно восстановление формы и размеров разрушенных зерен металла, ранее подвергся обработке давлением. Температура колеблется в пределах 450—720 ° C.
Синеломкость — видимых структурных изменений нет, но характеризуется снижением пластических свойств. Температура колеблется в пределах 200—450 ° C. Для улучшения свойств и структуры металла шва околошовной зоны используют горячее проковки металла шва и часть основного металла, которая подверглась нагрева, сразу после сварки. Также проводят общую термообработку в печах с последующим медленным охлаждением. Ширина зоны термического влияния зависит от способа и режимов сварки и составляет:
- При ручной дуговой сварке — 3-6 мм;
- При сварке под флюсом — 2-4 мм;
- При сварке в защитных газах — 1-3 мм;
- При электрошлаковой сварке — 11-14 мм;
- При газовой сварке — 8-28 мм.
Также ширина ОТО увеличивается при увеличении режимов сварки и уменьшается с повышением скорости сварки.
При сварке в потолочном положении расплавленный металл в сварочной ванне удерживается от вытекания в основном силой его поверхностного натяжения. Для качественной сварки вес расплавленного металла не должен превышать эту силу. Для этого уменьшают размеры сварочной ванны, путем выполнения сварки периодическими короткими замыканиями, давая возможность металлу шва частично закристаллизоваться. Применяют уменьшенные диаметры электродов, снижают силу сварочного тока, используют специальные электроды, обеспечивающие получение вязкой сварочной ванны.
Напишите отзыв о статье "Сварочная ванна"
Примечания
Литература
- Мотяхов М. А. Электродуговая сварка металлов. М., Высш. школа, 1975.
- Рыбаков В. М. Дуговая и газовая сварка. М., Высш. школа, 1981. 256 с.
- Технология электродуговой сварки: Учебник / И. В. Гуменюк, А. В. Иваськив, А. В. Гуменюк . — М .: Грамота, 2006. — 512с
- Теория сварочных процессов: Учеб. для вузов по спец. "Оборуд. и технология сварочн. пр-ва "/ В. Н. Волченко, В. М. Ямпольский, В. А. Винокуров и др .; Под ред. В. В. Фролова. — М .: — Высшая школа, 1988. — 559 с. ISBN 5-06-001473-8
Отрывок, характеризующий Сварочная ванна
С тех пор как она стала ходить за ним, он всегда испытывал это физическое ощущение ее близости. Она сидела на кресле, боком к нему, заслоняя собой от него свет свечи, и вязала чулок. (Она выучилась вязать чулки с тех пор, как раз князь Андрей сказал ей, что никто так не умеет ходить за больными, как старые няни, которые вяжут чулки, и что в вязании чулка есть что то успокоительное.) Тонкие пальцы ее быстро перебирали изредка сталкивающиеся спицы, и задумчивый профиль ее опущенного лица был ясно виден ему. Она сделала движенье – клубок скатился с ее колен. Она вздрогнула, оглянулась на него и, заслоняя свечу рукой, осторожным, гибким и точным движением изогнулась, подняла клубок и села в прежнее положение. Он смотрел на нее, не шевелясь, и видел, что ей нужно было после своего движения вздохнуть во всю грудь, но она не решалась этого сделать и осторожно переводила дыханье. В Троицкой лавре они говорили о прошедшем, и он сказал ей, что, ежели бы он был жив, он бы благодарил вечно бога за свою рану, которая свела его опять с нею; но с тех пор они никогда не говорили о будущем. «Могло или не могло это быть? – думал он теперь, глядя на нее и прислушиваясь к легкому стальному звуку спиц. – Неужели только затем так странно свела меня с нею судьба, чтобы мне умереть?.. Неужели мне открылась истина жизни только для того, чтобы я жил во лжи? Я люблю ее больше всего в мире. Но что же делать мне, ежели я люблю ее?» – сказал он, и он вдруг невольно застонал, по привычке, которую он приобрел во время своих страданий. Услыхав этот звук, Наташа положила чулок, перегнулась ближе к нему и вдруг, заметив его светящиеся глаза, подошла к нему легким шагом и нагнулась. – Вы не спите? – Нет, я давно смотрю на вас; я почувствовал, когда вы вошли. Никто, как вы, но дает мне той мягкой тишины… того света. Мне так и хочется плакать от радости. Наташа ближе придвинулась к нему. Лицо ее сияло восторженною радостью. – Наташа, я слишком люблю вас. Больше всего на свете. – А я? – Она отвернулась на мгновение. – Отчего же слишком? – сказала она. – Отчего слишком?.. Ну, как вы думаете, как вы чувствуете по душе, по всей душе, буду я жив? Как вам кажется? – Я уверена, я уверена! – почти вскрикнула Наташа, страстным движением взяв его за обе руки. Он помолчал. – Как бы хорошо! – И, взяв ее руку, он поцеловал ее. Наташа была счастлива и взволнована; и тотчас же она вспомнила, что этого нельзя, что ему нужно спокойствие. – Однако вы не спали, – сказала она, подавляя свою радость. – Постарайтесь заснуть… пожалуйста. Он выпустил, пожав ее, ее руку, она перешла к свече и опять села в прежнее положение. Два раза она оглянулась на него, глаза его светились ей навстречу. Она задала себе урок на чулке и сказала себе, что до тех пор она не оглянется, пока не кончит его. Действительно, скоро после этого он закрыл глаза и заснул. Он спал недолго и вдруг в холодном поту тревожно проснулся. Засыпая, он думал все о том же, о чем он думал все ото время, – о жизни и смерти. И больше о смерти. Он чувствовал себя ближе к ней. «Любовь? Что такое любовь? – думал он. – Любовь мешает смерти. Любовь есть жизнь. Все, все, что я понимаю, я понимаю только потому, что люблю. Все есть, все существует только потому, что я люблю. Все связано одною ею. Любовь есть бог, и умереть – значит мне, частице любви, вернуться к общему и вечному источнику». Мысли эти показались ему утешительны. Но это были только мысли. Чего то недоставало в них, что то было односторонне личное, умственное – не было очевидности. И было то же беспокойство и неясность. Он заснул. Он видел во сне, что он лежит в той же комнате, в которой он лежал в действительности, но что он не ранен, а здоров. Много разных лиц, ничтожных, равнодушных, являются перед князем Андреем. Он говорит с ними, спорит о чем то ненужном. Они сбираются ехать куда то. Князь Андрей смутно припоминает, что все это ничтожно и что у него есть другие, важнейшие заботы, но продолжает говорить, удивляя их, какие то пустые, остроумные слова. Понемногу, незаметно все эти лица начинают исчезать, и все заменяется одним вопросом о затворенной двери. Он встает и идет к двери, чтобы задвинуть задвижку и запереть ее. Оттого, что он успеет или не успеет запереть ее, зависит все. Он идет, спешит, ноги его не двигаются, и он знает, что не успеет запереть дверь, но все таки болезненно напрягает все свои силы. И мучительный страх охватывает его. И этот страх есть страх смерти: за дверью стоит оно. Но в то же время как он бессильно неловко подползает к двери, это что то ужасное, с другой стороны уже, надавливая, ломится в нее. Что то не человеческое – смерть – ломится в дверь, и надо удержать ее. Он ухватывается за дверь, напрягает последние усилия – запереть уже нельзя – хоть удержать ее; но силы его слабы, неловки, и, надавливаемая ужасным, дверь отворяется и опять затворяется.Ванна сварочная - это... Что такое Ванна сварочная?
Ванна сварочная – зона сварного соединения, находящаяся в процессе сварки в расплавленном состоянии.
[Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)]
Ванна сварочная – часть металла свариваемого шва, находящаяся при сварке плавлением в жидком состоянии.
[ГОСТ 2601-84]
Рубрика термина: Сварка
Рубрики энциклопедии: Абразивное оборудование, Абразивы, Автодороги, Автотехника, Автотранспорт, Акустические материалы, Акустические свойства, Арки, Арматура, Арматурное оборудование, Архитектура, Асбест, Аспирация, Асфальт, Балки, Без рубрики, Бетон, Бетонные и железобетонные, Блоки, Блоки оконные и дверные, Бревно, Брус, Ванты, Вентиляция, Весовое оборудование, Виброзащита, Вибротехника, Виды арматуры, Виды бетона, Виды вибрации, Виды испарений, Виды испытаний, Виды камней, Виды кирпича, Виды кладки, Виды контроля, Виды коррозии, Виды нагрузок на материалы, Виды полов, Виды стекла, Виды цемента, Водонапорное оборудование, Водоснабжение, вода, Вяжущие вещества, Герметики, Гидроизоляционное оборудование, Гидроизоляционные материалы, Гипс, Горное оборудование, Горные породы, Горючесть материалов, Гравий, Грузоподъемные механизмы, Грунтовки, ДВП, Деревообрабатывающее оборудование, Деревообработка, ДЕФЕКТЫ, Дефекты керамики, Дефекты краски, Дефекты стекла, Дефекты структуры бетона, Дефекты, деревообработка, Деформации материалов, Добавки, Добавки в бетон, Добавки к цементу, Дозаторы, Древесина, ДСП, ЖД транспорт, Заводы, Заводы, производства, цеха, Замазки, Заполнители для бетона, Защита бетона, Защита древесины, Защита от коррозии, Звукопоглащающий материал, Золы, Известь, Изделия деревянные, Изделия из стекла, Инструменты, Инструменты геодезия, Испытания бетона, Испытательное оборудование, Качество цемента, Качество, контроль, Керамика, Керамика и огнеупоры, Клеи, Клинкер, Колодцы, Колонны, Компрессорное оборудование, Конвеера, Конструкции ЖБИ, Конструкции металлические, Конструкции прочие, Коррозия материалов, Крановое оборудование, Краски, Лаки, Легкие бетоны, Легкие наполнители для бетона, Лестницы, Лотки, Мастики, Мельницы, Минералы, Монтажное оборудование, Мосты, Напыления, Обжиговое оборудование, Обои, Оборудование, Оборудование для производства бетона, Оборудование для производства вяжущие, Оборудование для производства керамики, Оборудование для производства стекла, Оборудование для производства цемента, Общие, Общие термины, Общие термины, бетон, Общие термины, деревообработка, Общие термины, оборудование, Общие, заводы, Общие, заполнители, Общие, качество, Общие, коррозия, Общие, краски, Общие, стекло, Огнезащита материалов, Огнеупоры, Опалубка, Освещение, Отделочные материалы, Отклонения при испытаниях, Отходы, Отходы производства, Панели, Паркет, Перемычки, Песок, Пигменты, Пиломатериал, Питатели, Пластификаторы для бетона, Пластифицирующие добавки, Плиты, Покрытия, Полимерное оборудование, Полимеры, Половое покрытие, Полы, Прессовое оборудование, Приборы, Приспособления, Прогоны, Проектирование, Производства, Противоморозные добавки, Противопожарное оборудование, Прочие, Прочие, бетон, Прочие, замазки, Прочие, краски, Прочие, оборудование, Разновидности древесины, Разрушения материалов, Раствор, Ригеля, Сваи, Сваизабивное оборудование, Сварка, Сварочное оборудование, Свойства, Свойства бетона, Свойства вяжущих веществ, Свойства горной породы, Свойства камней, Свойства материалов, Свойства цемента, Сейсмика, Склады, Скобяные изделия, Смеси сухие, Смолы, Стекло, Строительная химия, Строительные материалы, Суперпластификаторы, Сушильное оборудование, Сушка, Сушка, деревообработка, Сырье, Теория и расчет конструкций, Тепловое оборудование, Тепловые свойства материалов, Теплоизоляционные материалы, Теплоизоляционные свойства материалов, Термовлажносная обработка бетона, Техника безопасности, Технологии, Технологии бетонирования, Технологии керамики, Трубы, Фанера, Фермы, Фибра, Фундаменты, Фурнитура, Цемент, Цеха, Шлаки, Шлифовальное оборудование, Шпаклевки, Шпон, Штукатурное оборудование, Шум, Щебень, Экономика, Эмали, Эмульсии, Энергетическое оборудование
Источник: Энциклопедия терминов, определений и пояснений строительных материалов
Энциклопедия терминов, определений и пояснений строительных материалов. - Калининград. Под редакцией Ложкина В.П.. 2015-2016.
construction_materials.academic.ru
Ванная сварка - Сварка металлов
Категория:
Сварка металлов
Ванная сваркаВанная сварка является основным видом монтажной сварки стержней арматуры при монтаже сборных железобетонных конструкций. В отличие от дуговой сварки, в процессе которой свариваемые кромки деталей расплавляются прямым действием сварочной дуги, ванная сварка представляет собой процесс, при котором расплавление торцов стыкуемых стержней происходит, в основном, за счет Тейла ванны жидкого металла. Ванна жидкого металла в стыке удерживается в специальной съемной инвентарной форме или на остающейся стальной подкладке (скобе).
В сравнении с дуговой сваркой протяженными и многослойными швами ванная сварка имеет существенные преимущества: значительно меньший расход металла на стык, электродов, электроэнергии; снижается трудоемкость и себестоимость монтажной сварки арматуры.
При ванной сварке по мере увеличения объема жидкого металла Нижние слои ванны постепенно затвердевают, а верхние (на глубину до 15 мм) в течение всего процесса должны оставаться в жидком состоянии. Это условие является очень важным для процесса ручной ванной сварки. Поэтому смену электрода, если она оказалась неизбежной при незаконченном стыке, рекомендуется производить очень быстро,- ни в коем случае не допуская кристаллизации (затвердевания) верхнего слоя ванны. Электроды для ванной сварки необходимо готовить заранее и держать на рабочем месте сварщика. Если случайно будет допущена полная кристаллизация ванны жидкого металла в незаконченном стыке и после этого стык будет все-таки закончен, то возникает большая вероятность образования внутренней раковины и шлаковых включений.
Для ванной сварки применяют электроды типов Э42А, Э46А, Э50А, Э55, Э60, Э70, Э85 с основным покрытием. Примеры марок таких электродов: УОНИИ-13/45, УОНИИ-13/55, УОНИИ-13/55У, УОНИИ-13/55К, УОНИИ-13/65, УОНИИ-13/85У, ДСК-50, ОЗС-2, AHG-7. Диаметр электродов — максимально возможный (5, 6, 8 мм), величина сварочного тока — повышенная в сравнении со сваркой металлоконструкций. Для ванной сварки не требуется разделки концов горизонтальных стержней. Зазор между стержнями, в зависимости от диаметра, устанавливают в пределах 10—25 мм. При соединении вертикальных стержней конец верхнего стержня скашивают под углом 40—5С°, оставляя притупление не более 0,15 d (d — диаметр стержня).
Различают следующие разновидности ручной ванной сварки: ванная сварка в инвентарных формах, ванная сварка на остающихся стальных подкладках (скобах), ванно-шовная сварка со стальными накладками.
Инвентарная форма — специальное приспособление многоразового использования, обеспечивающее формирование расплавленного металла и допускающее легкое удаление после сварки. Инвентарные формы многоразового использования изготовляют из меди и графита. Лучшие эксплуатационные показатели имеют медные формы, у графитовых срок службы меньше. Могут применяться керамические инвентарные формы одноразового использования. Выполняются инвентарные формы разъемными, на стыках стержней крепятся при помощи хомутов или струбцин.
Вайная сварка в инвентарных формах применяется для соединения стержней диаметром 20—80 мм. Для соединения горизонтальных стержней применяют одноэлектродную и многоэлектродную (гребенкой электродов) сварку.
При одноэлектродной сварке стержней диаметром до 60 мм сварочной дугой сначала проплавляется нижняя часть какого-либо стержня. После образования небольшого объема жидкого металла дне) формы электрод перемещается на нижнюю часть торца другого стержня, который проплавляется. Затем электроду сообщаются колебательные движения вдоль и поперек стыка.
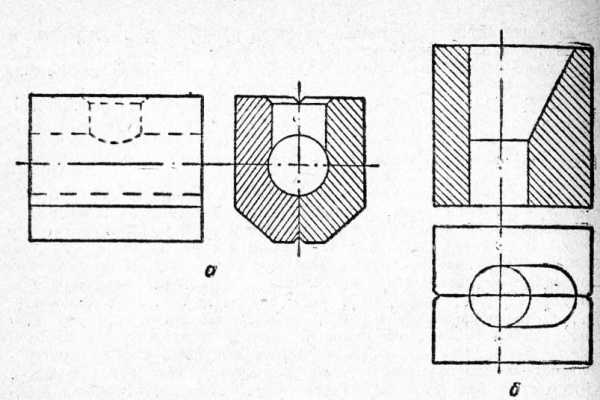
Рис. 1. Конструктивные схемы инвентарных форм: а — для горизонтального стыка; б — для вертикального стыка
При таких движениях в стыке создается большой объем жидкого металла, чем достигается равномерное расплавление торцов обоих стержней. Сварка заканчивается в момент, когда жидкий шлак в отверстии инвентарной формы начинает выливаться наружу.
При многоэлектродной сварке гребенку электродов заранее приготовляют из соответствующих (тип, марка, диаметр) электродов, предварительно прихватывая их сваркой к вспомогательной пластине, устанавливаемой затем в электродержатель. Гребенку электродов опускают в зазор между стержнями и возбуждают дугу. При плавлении электродов образуется большой объем жидкого металла, который заполняет зазор между стержнями. После заполнения стыка электроды периодически погружают в расплавленный металл, прерывая дугу, формируя таким образом поверхность шва с. усилением.
Для соединения вертикальных стержней применяют чаще одно-электродную сварку, возбуждая дугу на торце нижнего стержня.
Ванная сварка на остающихся стальных подкладках (скобах) применяется при затруднениях с обеспечением съемными инвентарными формами или в случае нецелесообразности их использования. Такой способ сварки применяется для соединения горизонтальных стержней диаметром 20—32 мм. Ширина подкладки примерно равна 1,5 d (где d — диаметр стержня), но не менее 30 мм, изготовляется она из стали толщиной 5; 6 мм. Величина зазора между стержнями примерно равна 1,5 — 2d3 (d3—диаметр электрода), но не более 20 мм.
Перед сваркой стыка подкладка прихватывается к обоим , стержням в четырех точках. Сварка чаще выполняется одним электродом диаметром 5, 6 мм. Техника сварки аналогична одноэлектрод-ной ванной сварке в инвентарных формах.
Ванно-шовная сварка со стальной накладкой применяется в тех же случаях, что и сварка на остающихся стальных подкладках. Таким способом сварки соединяют стержни диаметром 36— 80’ мм.
При ванно-шовной сварке накладка отличается от подкладки большими размерами: ее ширина составляет b — 2d (d — диаметр стержня), толщина — 6—15 мм. Диаметр применяемых электродов — 5, 6, 8 мм. Зазор между стержнями допускается до 30 мм.
Основной стык выполняется ванной сваркой одним электродом или гребенкой электродов. Накладка (скоба) дополнительно приваривается к стержням фланговыми протяженными швами и воспринимает на себя часть эксплуатационных усилий, действующих на сварное соединение.
Читать далее:
Сварка при отрицательных температурах
Статьи по теме:
pereosnastka.ru
Ванная сварка стальных конструкций и арматуры
На сегодняшний день существует огромное количество видов сварки, около сотни. Все они имеют множество отличий, но их объединяет одно — чтобы получить соединение нужно для начала расплавить металл. При этом нельзя просто выбрать любой понравившийся вам метод и приступить к работе. Нужно учитывать изделие, которое вы собираетесь варить.

Например, вам необходимо сварить арматуру. В этой статье мы рассказывали о сварке арматуры. Там мы упомянули ванный метод сварки (она же сварка встык), о котором хотим рассказать поподробнее. В нашем небольшом материале мы расскажем, что это такое, какова технология сварки с помощью ванночек и какие особенности нужно учитывать перед тем, как приступить к работе. С помощью этого метода можно также сварить стальные конструкции. Мы не зря делаем акцент на арматуре и стальных конструкциях, ведь наиболее распространена именно ванная сварка арматуры колонн.
Содержание статьи
Общая информация
Ванная сварка — метод соединения металлов с помощью специального u-образного приспособление. Его называют «скоба накладка для сварки арматуры» или «ванночки для сварки арматуры». Отсюда, кстати, и название технологии. Концы арматуры помещаются в скобу-ванночку и расплавленный металл заполняет ее до краев. Затем металл застывает, образуя прочное соединение.
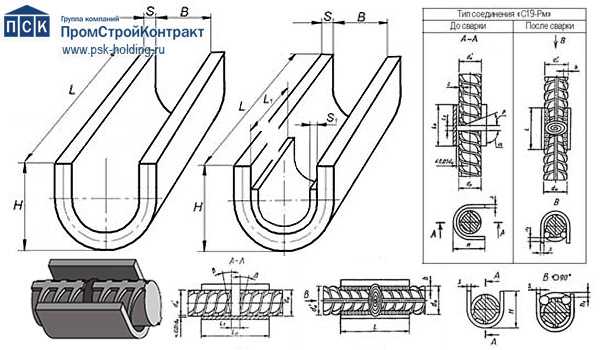
Чтобы металл не растекался с торцов ванночки устанавливают специальные ограничители. Большинство скоб-ванночек изготавливаются из низкоуглеродистой стали. После сварки ванночка становится единим целым с арматурой и расплавленным металлом. Также существуют съемные ванночки для сварки арматуры, их изготавливают из меди и ее сплавов, керамики и графита. Такие скобы можно использовать многократно, что очень удобно.
Сварка выполняется с применением одного или нескольких электродов. Технология ванной сварки позволяет соединять арматуру в любом пространственном положении, кроме потолочного. Скоба должны быть больше, чем диаметр арматуры. От краев ванночки до детали должно оставаться не менее полутора сантиметров. Если вам необходимо выполнить ванную сварку в сложном положении, например, вертикальном, то нужно соблюсти некоторые особенности.
Читайте также: Хранение электродов
Для работы нужно использовать одноразовую скобу из стали. Ее нужно предварительно приварить к детали, которая расположена снизу. Затем расплавьте конец нижней арматуры. Состыкуйте верхнюю арматуру с расплавленным концом нижней арматуры и расплавьте стык.
Расплавленный металл должен постепенно заполнять ванночку. Чтобы не образовывалось много шлака в скобе можно сделать небольшое отверстие. После сварки отверстие необходимо заварить.
Особенности сварки
Описываемый метод ванной сварки имеет также ряд дополнительных особенностей, которые вам необходимо знать. Сварка ванным способом не так уж сложна, но это все-таки полноценная технология, со своими нюансами.
Во-первых, ванную сварку нужно выполнять беспрерывно. Это очень важно для равномерного плавления. Ведь у некоторых металлов температура плавления настолько высока, что требует много времени. А благодаря непрерывному процессу металл плавится гораздо быстрее.
Во-вторых, во время сварки на поверхности металла могут образовываться пузыри из шлака и защитного газа (если вы используете его). Выше мы писали, что для их выхода нужно сделать небольшое отверстие в ванночке. Это действительно так. Но не воспринимайте шлак, как нечто чужеродное. Он наоборот защищает соединение от окисления.
Сварка арматуры ванным способом также предполагает образование защитной корки на поверхности соединения. Если она образовалась, значит вы соблюдали технологию и выполнили работу правильно. Не нужно сразу счищать корку, подождите, пока металл остынет. А пока деталь горячая ее можно аккуратно обстучать, чтобы вывести излишнее напряжение.
Пару слов о движении электрода. Не нужно держать его неподвижно на месте стыка, надеясь, что тепловая энергия сама распределиться по детали и металл равномерно расплавиться. Это частая ошибка у новичков. Движения должны быть поступательными, вместе с этим вы должны захватывать нерасплавленные кромки.
Скорость работы не должна быть слишком быстрой или слишком медленной. Если вы будете работать слишком быстро, то просто не расплавите металл до нужной температуры и соединение получится некачественным (хотя на первый взгляд может показаться, что все хорошо). А если вы наоборот будете работать слишком медленно, то не сможете расплавить металл равномерно и он распределится в ванночке так, что готовое соединение будет пористым и хрупким. Почитайте ГОСТы, чтобы знать, какая скорость сварки считается оптимальной.
Комплект оборудования
Сварка ванным способом — очень удобный метод, поскольку не требуется какого-то специального оборудования. Вам достаточно иметь в своем арсенале сварочный аппарат, способный работать на постоянном токе от бытовой розетки и выдающий большие значения сварочного тока. Как вы понимаете, это обычный инвертор средней ценовой категории. Для этого подойдет и небольшой компактный сварочник, предназначенный для бытовых целей.
Что касается ванночек, то их необходимо приобретать исходя из того, какое соединение вам нужно, и какую деталь вы собираетесь варить. Мы можем посоветовать ванночки С14-Мn, С15-Рс и С16-Мо для горизонтальных соединений. Также учитывайте, что чем ванночка длиннее, тем качественнее получится соединение, поскольку вы сварите больший объем металла.
Помимо этого у ванночек есть своя допустимая рабочая температура. Перед сваркой убедитесь, что температура плавления ванночки выше, чем температура плавления арматуры (или любого другого изделия, с которым вы собираетесь работать).
Ванную сварку можно комбинировать с другими методами соединения металлов. Например, со сваркой в среде защитных газов. В таком случае вам дополнительно понадобится баллон с инертным газом, например, аргоном. Также вы можете использовать в своей работе покрытые плавящиеся электроды. Новичкам советуем электроды МР-3 и АНО, они есть во всех магазинах и стоят недорого. Диаметр электрода подбирайте исходя из толщины металла.
Если нужно сварить ответственные металлоконструкции, то лучше приобрести электроды марки УОНИ. Не лишним будут средства индивидуальной защиты. Такие как маска (лучше купить маску-хамелеон), роба, перчатки и подходящая обувь, которая не будет проводить ток. Экипировка нужна прежде всего для вашей безопасности.
Вместо заключения
Это все, что мы хотели рассказать вам о ванной технологии сварки. Этот метод прост и надежен, он не требует от сварщика особой квалификации или многолетнего опыта. Достаточно иметь базовые навыки сварки и понимать суть технологии. Посмотрите обучающие видео, чтобы закрепить полученные знания и применить их на практике. Желаем удачи в работе!
[Всего голосов: 0 Средний: 0/5]svarkaed.ru
сварочная ванна - это... Что такое сварочная ванна?
- bain de soudage
- bain de fusion
сварочная ваннаЧасть металла свариваемого шва, находящаяся при сварке плавлением в жидком состоянии.[ГОСТ 2601-84]
Тематики
- сварка, резка, пайка
EN
- welding bath
- welding pool
- welding puddle
DE
FR
- bain de fusion
- bain de soudage
Русско-французский словарь нормативно-технической терминологии. academic.ru. 2015.
- сварной шов корпуса
- сварочная головка
Смотреть что такое "сварочная ванна" в других словарях:
сварочная ванна — Часть металла свариваемого шва, находящаяся при сварке плавлением в жидком состоянии. [ГОСТ 2601 84] Тематики сварка, резка, пайка EN welding bathwelding poolwelding puddle DE Schweißbad FR bain de fusionbain de soudage … Справочник технического переводчика
Сварочная ванна — Molten weld pool Сварочная ванна. Жидкое состояние сварочного шва до застывания как свариваемого металла. (Источник: «Металлы и сплавы. Справочник.» Под редакцией Ю.П. Солнцева; НПО Профессионал , НПО Мир и семья ; Санкт Петербург, 2003 г.) … Словарь металлургических терминов
Сварочная ванна — 117. Сварочная ванна Часть металла свариваемого шва, находящаяся при сварке плавлением в жидком состоянии Источник: ГОСТ 2601 84: Сварка металлов. Термины и определения основных понятий оригинал документа … Словарь-справочник терминов нормативно-технической документации
сварочная ванна — [welding pool] объем жидкого металла, образующийся при расплавлении основного и (в некоторых случаях) присадочного металлов при сварке плавлением для полного заполнения сварного шва. Смотри также: Ванна шлаковая ванна ванна для термической… … Энциклопедический словарь по металлургии
СВАРОЧНАЯ ВАННА — [welding pool; welding bath; welding puddle] часть металла свариваемого шва, находящаяся при сварке плавлением в жидком состоянии … Металлургический словарь
сварочная ванна (металлургия) — сварочная ванна Объем жидкого металла, образующийся при расплавлении основного и (в некоторых случаях) присадочного металлов при сварке плавлением для полного заполнения сварного шва. [http://metaltrade.ru/abc/a.htm] Тематики металлургия в целом… … Справочник технического переводчика
Кратер (Сварочная ванна) — Crater Кратер (Сварочная ванна). В дуговой сварке ослабление в конце валика сварного шва или в расплавленной сварочной ванне. (Источник: «Металлы и сплавы. Справочник.» Под редакцией Ю.П. Солнцева; НПО Профессионал , НПО Мир и семья ; Санкт… … Словарь металлургических терминов
ванна для термической обработки — [heat treatment tank] ванна (2.) с раствором или расплавом солей, металлов и т. п., в которой поддерживается постоянная температура и нагреваются для закалки или изотермически обрабатываются изделия (полуфабрикаты) из металлов и сплавов. Ванну с… … Энциклопедический словарь по металлургии
Ванна — [bath, tank] 1. Расплавленная среда в металлургическом агрегате. 2. Открытая емкость для жидкой среды: Смотри также: шлаковая ванна сварочная ванна ванна для термической обработки … Энциклопедический словарь по металлургии
Ванна сварочная — – зона сварного соединения, находящаяся в процессе сварки в расплавленном состоянии. [Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)] Ванна сварочная – часть металла свариваемого шва, находящаяся при… … Энциклопедия терминов, определений и пояснений строительных материалов
ванна сварочная — Зона сварного соединения, находящаяся в процессе сварки в расплавленном состоянии [Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)] EN molten poolweld poolwelding pool DE SchweißbadSchweißgut FR bain de fusion … Справочник технического переводчика
normative_ru_fr.academic.ru
сварочная ванна - это... Что такое сварочная ванна?
- Schweißbad
сварочная ваннаЧасть металла свариваемого шва, находящаяся при сварке плавлением в жидком состоянии.[ГОСТ 2601-84]
Тематики
- сварка, резка, пайка
EN
- welding bath
- welding pool
- welding puddle
DE
FR
- bain de fusion
- bain de soudage
Русско-немецкий словарь нормативно-технической терминологии. academic.ru. 2015.
- сварной шов корпуса
- сварочная головка
Смотреть что такое "сварочная ванна" в других словарях:
сварочная ванна — Часть металла свариваемого шва, находящаяся при сварке плавлением в жидком состоянии. [ГОСТ 2601 84] Тематики сварка, резка, пайка EN welding bathwelding poolwelding puddle DE Schweißbad FR bain de fusionbain de soudage … Справочник технического переводчика
Сварочная ванна — Molten weld pool Сварочная ванна. Жидкое состояние сварочного шва до застывания как свариваемого металла. (Источник: «Металлы и сплавы. Справочник.» Под редакцией Ю.П. Солнцева; НПО Профессионал , НПО Мир и семья ; Санкт Петербург, 2003 г.) … Словарь металлургических терминов
Сварочная ванна — 117. Сварочная ванна Часть металла свариваемого шва, находящаяся при сварке плавлением в жидком состоянии Источник: ГОСТ 2601 84: Сварка металлов. Термины и определения основных понятий оригинал документа … Словарь-справочник терминов нормативно-технической документации
сварочная ванна — [welding pool] объем жидкого металла, образующийся при расплавлении основного и (в некоторых случаях) присадочного металлов при сварке плавлением для полного заполнения сварного шва. Смотри также: Ванна шлаковая ванна ванна для термической… … Энциклопедический словарь по металлургии
СВАРОЧНАЯ ВАННА — [welding pool; welding bath; welding puddle] часть металла свариваемого шва, находящаяся при сварке плавлением в жидком состоянии … Металлургический словарь
сварочная ванна (металлургия) — сварочная ванна Объем жидкого металла, образующийся при расплавлении основного и (в некоторых случаях) присадочного металлов при сварке плавлением для полного заполнения сварного шва. [http://metaltrade.ru/abc/a.htm] Тематики металлургия в целом… … Справочник технического переводчика
Кратер (Сварочная ванна) — Crater Кратер (Сварочная ванна). В дуговой сварке ослабление в конце валика сварного шва или в расплавленной сварочной ванне. (Источник: «Металлы и сплавы. Справочник.» Под редакцией Ю.П. Солнцева; НПО Профессионал , НПО Мир и семья ; Санкт… … Словарь металлургических терминов
ванна для термической обработки — [heat treatment tank] ванна (2.) с раствором или расплавом солей, металлов и т. п., в которой поддерживается постоянная температура и нагреваются для закалки или изотермически обрабатываются изделия (полуфабрикаты) из металлов и сплавов. Ванну с… … Энциклопедический словарь по металлургии
Ванна — [bath, tank] 1. Расплавленная среда в металлургическом агрегате. 2. Открытая емкость для жидкой среды: Смотри также: шлаковая ванна сварочная ванна ванна для термической обработки … Энциклопедический словарь по металлургии
Ванна сварочная — – зона сварного соединения, находящаяся в процессе сварки в расплавленном состоянии. [Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)] Ванна сварочная – часть металла свариваемого шва, находящаяся при… … Энциклопедия терминов, определений и пояснений строительных материалов
ванна сварочная — Зона сварного соединения, находящаяся в процессе сварки в расплавленном состоянии [Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)] EN molten poolweld poolwelding pool DE SchweißbadSchweißgut FR bain de fusion … Справочник технического переводчика
normative_ru_de.academic.ru