Требования к источникам питания. Что такое режим холостого хода сварочного источника питания
Источники питания | Сварка и сварщик
Основная особенность источников питания при ручной сварке W-электродом в защитных газах - наличие крутопадающей внешней статической характеристики. Она обеспечивает стабильность сварочного тока при изменениях длины дуги и устойчивость процесса сварки. Используют источники питания с высоким напряжением холостого хода, в 4-6 раз превышающим напряжение на дуге.
В качестве источников переменного тока могут применяться трансформаторы для ручной дуговой сварки.
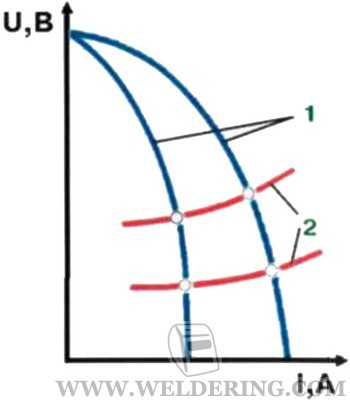
1 - Внешняя вольтамперная характеристика источника питания; 2 - Вольтамперная характеристика дуги.
Технические характеристики сварочных трансформаторов
Марка | Номинальный сварочный ток, А | Продолжительность нагрузки (ПН), % | Потребляемая мощность, кВА | Габариты, мм | Масса, кг | |
Напряжение питающей сети 220 В | ||||||
ТДМ - 163 | 160 | 20 | 50-150 | 7 | 335x190x220 | 15 |
ТДМ - 171 | 170 | 20 | 80-200 | 5 | 310x235x430 | 19 |
ТДМ - 168 | 160 | 20 | 50-175 | 5.3 | 198x325x380 | 31 |
ТДМ - 209 | 200 | 40 | 18-200 | 10 | 386x225x415 | 40 |
ТДМ - 121 | 125 | 15 | 50-125 | 7,5 | 185x270x430 | 25 |
ТДМ - 180 | 180 | 20 | 45-180 | 13,5 | 360x360x430 | 55 |
Напряжение питающей сети 380 В | ||||||
ТДМ - 2510 | 250 | 60 | 50-250 | 15 | 400х520x920 | 100 |
ТДМ - 401Э | 400 | 60 | 70-460 | 28 | 585x555x850 | 140 |
ТДМ - 300 | 320 | 60 | 80-320 | 18 | 375x390x590 | 70 |
ТДМ - 504 | 500 | 40 | 90-500 | 35 | 520x590x810 | 150 |
ТДМ - 301 | 300 | 40 | 90-320 | 19 | 470x350x350 | 75 |
ТДМ - 403 | 400 | 60 | 50-400 | 38 | 650x550x750 | 150 |
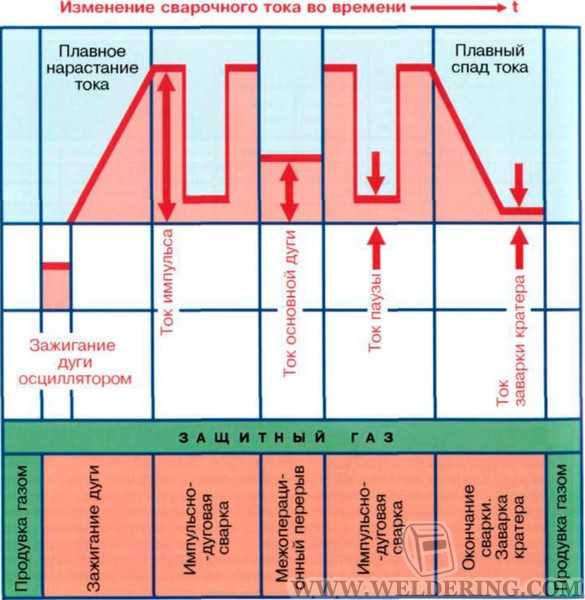
Глубина проплавления весьма чувствительна к колебаниям тока при изменениях напряжения питающей сети. Степень стабилизации тока должна быть не менее 5 %. Источники питания должны обладать широким диапазоном регулирования сварочного тока, так как при заварке кратера необходимо плавное снижение тока в 2,5-3 раза. Поэтому источники со ступенчатым или механическим регулированием тока малоэффективны. Все источники для этого вида сварки содержат специальное устройство для заварки кратера. В специальных установках (типа УПС), кроме того, обеспечивается плавное нарастание сварочного тока в начале сварки, что исключает разрушение и перенос в шов частиц электрода из-за бросков тока при зажигании дуги касанием об изделие.
В качестве источников постоянного тока можно использовать универсальные сварочные выпрямители ВДУ. Они работают с принудительным воздушным охлаждением, имеют крутопадающие внешние статистические характеристики, обеспечивают плавное дистанционное регулирование режима сварки, стабилизацию сварочного тока при колебаниях напряжения в питающей сети. Источники сварочного тока современных установок поддерживают режимы сварки импульсной дугой. Время импульса и паузы изменяется от 0,01 до 1-3 с, а глубина модуля - в 10-12 раз
Технические характеристики сварочных выпрямителей
Марка | Сварочный ток, А | Напряжение, В | КПД | Габариты, мм | Масса, кг | ||
номинальный ПН=60% | пределы регулирования | номинальное | холостого хода | ||||
ВДУ-504 | 500 | 70-500 | 45 | 72-76 | 82 | 1275x816x940 | 385 |
ВДУ-505 | 500 | 50-500 | 22-46 | 85 | 84 | 800x700x920 | 300 |
ВДУ-506 | 500 | 50-500 | 22-46 | 85 | - | 820x620x1100 | 310 |
ВС8У-160 | 160 | 5-180 | 30 | 100 | - | 520x700x1195 | 240 |
ВС8У-315 | 315 | 8-350 | 30 | 100/200 | - | 520x700x1195 | 360 |
ВС8У-630 | 630 | 10-700 | 30 | 100/200 | - | 520x850x1250 | 480 |
ТИР-300 Д | 300 | 10-300 | 30 | 65 | 75 | 1230x620x1000 | 480 |
ТЦЭ-315 | 315 | 20-315 | 30 | 65 | 75 | 1230x620x1000 | 320 |
Источники серии ВСВУ служат для ручной и автоматической сварки. Они обеспечивают работу в непрерывном и импульсном режимах; автоматическое, плавное и регулируемое нарастание тока в начале процесса сварки - от минимального значения до заданного; плавное регулирование тока дежурной дуги в импульсном режиме от 2 до 3% номинального сварочного тока; модулирование формы импульса от прямоугольной до треугольной; плавное снижение тока при заварке кратера; стабилизацию режима сварки в пределах 2,5% при изменениях напряжения сети до 10%. Напряжение холостого хода имеет два значения: 100 В для сварки в аргоне и 200 В в гелии. Для бесконтактного возбуждения дуги в приборах ВСВУ установлен осциллятор последовательного включения.
Специализированный источник ТИР-300Д предназначен для сварки в среде аргона постоянным или переменным током прямоугольной формы. Аппарат пригоден для сварки любых металлов. Регулирование сварочного тока - ступенчато-плавное. Сварочная дуга обладает высокой стабильностью горения как в установившемся, так и в переходных режимах. При возбуждении дуги касанием об изделие или при помощи осциллятора ток дуги плавно увеличивается с 5 А до указанной величины за 0,4 с. При гашении дуги ток снижается по линейному закону, обеспечивая заварку кратера
Эффективны ИНВЕРТОРНЫН ИСТОЧНИКИ ПИТАНИЯ ДУГИ отечественного производства.
Источник ДС 200 А.3 предназначен для сварки в непрерывном и импульсном режимах сталей, цветных металлов и их сплавов. Он обеспечивает режим контактного и бесконтактною зажигания дуги на малом токе; регулируемое время нарастания и спада тока после окончания сварки, а также регулировку тока зажигания. Предусмотрен продув газа перед началом сварки и обдув сварочной ванны после окончания. Плавные нарастания и спад сварочного тока позволяют получить качественный шов. Пульсирующий режим предназначен для управления процессами тепловложения и кристаллизации сварочной ванны.
ЦИКЛОГРАММА ПРОЦЕССА ИМПУЛЬСНО-ДУГОВОЙ СВАРКИ
Источник ДС 200 АУ.3 служит для сварки не только сталей и цветных металлов, но и алюминия и его сплавов. Для этого предусмотрен режим работы на переменном токе с регулировкой амплитуды, частоты и доли сварочного тока положительного и отрицательного импульсов. Это позволяет повысить очищающую способность сварочной дуги, необходимую для разрушения о киской пленки. Источник также обеспечивает режим контактного и бесконтактного зажигания дуги, плавное нарастание и уменьшение тока в начале и при окончании сварки, продувку газом перед началом сварки и обдув сварочной ванны после сварки.

Влияние соотношений длительности импульсов тока на качество шва
При преобладании положительного импульса достигается лучшая очистка алюминиевых деталей от окисной пленки
При преобладании отрицательного импульса достигается максимальная глубина проплавления
Технические характеристики инверторных источников питания
Марка | Напряжение сети, В | Диапазон регулирования, В | Напряжение холостого хода, В | ПН, % | КПД | Габариты, мм | Масса, кг |
"Адонис"-3 | 1x220 | 35-160 | 86 | 60 | 85 | 155x330x520 | 17 |
"Фора"-160 Пр | 1x220 | 40-160 | 100 | 60 | 88 | 410x180x290 | 10 |
"Фора"-200 Пр | 3x380 | 70-250 | 100 | 40 | 88 | 410x180x290 | 12 |
ВДУЧ-16 | 1x220 | 30-160 | 86 | 80 | 86 | 280x600x365 | 23 |
ВДУЧ-200 | 3x380 | 30-200 | 86 | 80 | 86 | 280x600x365 | 27 |
ДС 200 А.З | 3x380 | 5-200 | 60 | 60 | 89 | 500x220x430 | 25 |
ДС 200 АУ.З | 3x380 | 10-200 | DC-60, АС-80 | 60 | 89 | 510x240x430 | 30 |
ФЕБ-200 М | 1x220 | 40-200 | 55 | - | 85 | 215x350x500 | 23 |
ФЕБ-350 М | 3x380 | 40-350 | 60 | 60 | 85 | 300x440x690 | 45 |
Специализированные установки снабжены автоматическими системами управления сварочными режимами и коммутационной аппаратурой. Установка УДГ-161 предназначена для сварки коррозионностойких сталей постоянным током. Защитный газ подается за 1-2 с до начала сварки и прекращается через 10 с после ее окончания. Дистанционный пульт управления позволяет с расстояния до 10 м регулировать режим сварки, изменять время заварки кратера, управлять газовым клапаном и встроенным осциллятором. Установка УДГ-501-1 предназначена для сварки переменным током алюминия и его сплавов. У этого аппарата две ступени плавного регулирования сварочного тока. Время заварки кратера от 0 до 30 с, после чего ток автоматически отключается
Технические характеристики специализированных установок
Марка | Номинальный сварочный ток, А | ПН, % | Режим работы | Диапазон регулирования тока, A | Потребляемая мощность, кВА | Габариты, мм установки / возбудителя | Масса, кг |
Напряжение питающей сети 220 В | |||||||
УДГ-82 | 75 | 20 | DC | 8-80 | 7 | 550x292x394463x292x210 | 5010 |
УДГ-121 | 125 | 20 | АС | 20-125 | 10 | 500x292x394463x292x210 | 5010 |
УД ГУ-1220 | 125 | 20 | АСDC | 20-12520-125 | 10 | 490x292x394463x292x210 | 5210 |
УДГ-161 | 150 | 35 | DC | 5-150 | 8 | 360x360x930 | 60 |
УДГ-180 | 170 | 20 | AC | 40-170 | 13,5 | 360x380x960 | 60 |
Напряжение питающей сети 380 В | |||||||
УД ГУ-302 | 315 | 60 | DC | 10-135 | 25 | 800x700x900 | 250 |
УД Г-501-1 | 500 | 60 | AC | 40-500 | 40 | 700x685x885 | 300 |
УДГ-251-1 | 250 | 35 | DCAC | 21 | 370x800x730 | 120 | |
УД Г-350 | 315 | 60 | DC | 12-315 | 7,5 | 650x450x1000 | 50 |
УДГУ-501 | 500 | 60 | AC | 25-525 | 35 | 650x450x1000 | 140 |
weldering.com
Требования к источникам питания
сварщик
В отличие от обычных потребителей электроэнергии (лампы накаливания, электродвигатели, печи сопротивления и др.) электрическая дуга имеет следующие особенности: для зажигания дуги требуется напряжение значительно более высокое, чем для поддержания ее горения; она горит с перерывами, во время которых происходит либо разрыв электрической цепи, либо Короп Че замыкание. Во время горения дуги с изменением ее длины меняются напряжение и сила тока. При коротком замыкании в м мент зажигания и переходе капли расплавленного электрода' го металла на заготовку напряжение дуги падает до нуля.
На основании этих особенностей сформулированы перечисленные ниже требования к источникам питания, которые долж обеспечить три режима — рабочий, холостого хода и коротю замыкания.
1. Напряжение холостого хода на зажимах источника пита ния (при разомкнутой сварочной цепи) должно в 2...3 раза Rips, Вышать напряжение горения дуги и быть достаточным для легкого возбуждения, но в то же время его значение не должно быть больше допустимого, безопасного для сварщика. Максимальное напряжение холостого хода установлено в следующих пределах: для источников переменного тока — до 80 В; для источников постоянного тока — до 90 В.
2. Мощность источника питания должна соответствовать толщине свариваемых заготовок. Необходимо, чтобы источник питания был оснащен устройством для плавного регулирования сил. тока.
3. Сила тока /к.3 при коротком замыкании должна имет., ограниченное значение. Нормальный процесс дуговой сваркг обеспечивается, ЄСЛИ 1 к. з— (1,1...1,5)7 св. В некоторых случаях /к. з достигает значения, равного 2 /св. При очень больших значе ниях /1:.з происходит перегрев электрода и источника питания
4. Время восстановления напряжения от 0 до 25 В после ко роткого замыкания не должно превышать 0,05 с, что необходимс для устойчивого горения дуги.
5. При изменении напряжения на дуге сила тока не должн существенно изменяться, так как значительные отклонения параметров режима приведут к снижению качества сварного со-, динения.
6. Источники питания дуги должны иметь небольшие масс В размеры, быть недорогими и удобными в эксплуатации.
Основными техническими показателями источников питания дуги являются внешняя характеристика, напряжение холостого хода, относительная продолжительность работы и относительна - продолжительность включения при прерывистом режиме,
Технические характеристики однофазных сварочных трансформаторов с нормальным магнитным рассеянием и реактивной обмоткой
Тип трансформатора /Характеристика ТСД-500-1 ТСД-1000-4 ТСД-2000-2 Напряжение холостого хода Ux.X, В 80 71 79 Продолжительность работы ПР, % 60 Номинальная сила сварочного тока /н, А 500 1000 2000 Номинальная мощность …
Классификация сварки. Виды дуговой сварки
Классификация сварки. Согласно ГОСТ 19521—74, сварку металлов классифицируют по физическим, техническим и технологическим признакам. По физическим признакам (форме вводимой энергии, наличию давления и виду инструмента — носителя энергии) все виды …
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ИЗГОТОВЛЕНИЯ СВАРНЫХ КОНСТРУКЦИЙ
Сварка является основным технологическим процессом из-, готовления всех видов металлических конструкций. Применение сварных соединений вместо клепаных или болтовых позволяет уменьшить массу (на 20...30 %), трудоемкость изготовления (на 20.. .30 %) …
msd.com.ua
Устройство для ограничения напряжения холостого хода сварочных источников
ОПИСАНИ Е
ИЗОБРЕТЕН ИЯ
К АВТОРСКОМУ СВМДЕТЕЛЬСТВУ
Союз Советскиз
Социалистическил
Республик
Зависимое от авт. свидетельства №
М. Кл. В 23k 9/10
Заявлено 30.Х|.1970 (№ 1496805/25-27) с присоединением заявки №
Приоритет
Комитет по делам изобретений и открытий при Совете Министров
СССР
Опубликовано 07.XII 1972, Бюллетень М 1 за 197/3 г.
Дата опубликования описания 25.1.1973
УДК 621.791.75.037 (088.8) Авторы изобретения
Л. С, Абакумов, Ю. С. Севиев и В. В. Гума т
Заявитель
УСТРОЙСТВО ДЛЯ ОГРАНИЧЕНИЯ НАПРЯЖЕНИЯ
ХОЛОСТОГО ХОДА СВАРОЧНЪ|Х ИСТОЧНИКОВ
Известны устройства для ограничения напряжения холостого хода сварочных источников питания, содержащие силовой контактор, реле, дроссель насыщения в качестве датчика тока и вспомогательный трансформатор. Основными недостатками этих устройств являются их сравнительная сложность и возможность использования только при сварке постоянным током.
Для устранения указанных недостатков в предлагаемом устройстве рабочие обмотки дросселя насыщения разделены на две группы, Первая группа соединена последовательно с обмоткой реле, а вторая подключена одним концом к изделию, а другим концом через нормально замкнутый контакт контактора — к сварочному электроду.
Предлагаемое устройство отличается простотой конструкции и позволяет ограничивать величину напряжения холостого хода сварочных источников питания как постоянного, так и переменного тока независимо от напряжения холостого хода и вида внешних вольт-амперных характеристик источника питания, а также от места, в котором предлагаемое устройство включается в сварочную цепь. При этом величина понижения напряжения определяется только требованиями техники безопасности.
На чертеже приведена принципиальная схема предлагаемого устройства.
Питание реле Pl и катушки контактора К может выполняться либо от питающего трансформатора ТП, либо от сети. Контакт контактора включен в цепь электрода, Дроссель насыщения ДН имеет рабочие обмотки P01 и
Р02, а также обмотку управления ОУ, выполненную в виде витка силового сварочного провода. Рабочая обмотка Р01 подключена к вторичной обмотке питающего трансформатора
10 ТП последовательно с катушкой реле Рl, а рабочая обмотка P02 — одним концом к изделию, а другим концом через нормально замкнутый контакт контактора к сварочному электроду.
15 Предлагаемое устройство работает следующим образом.
Пока цепь: электрод, изделие — не замкнута, сердечник дросселя ДН не насыщен, и он работает в режиме трансформатора напряже20 ния с коэффициентом трансформации, равным отношению чисел витков обмоток Р01 и Р02.
Число витков обмотки РО2 выбрано так, чтобы напряжение на ней не превышало допустимого с точки зрения безопасности сварщика.
25 При замыкании цепи: электрод, изделие— дроссель насыщения ДН переходит в режим короткого замыкания, напряжение на его обмотках становится близким к нулю, что вызывает срабатывание реле Рl. Нормально откры30 тым контактом реле Pl подает питание на ка361028
Предмет изобретения посети
Составитель Г. Тютченкова
Техред Т. Ускова
Корректоры: Л. Чуркина и Т. Гревцова
Редактор В. Левитов
Заказ 60/3 Изд. М 19 Тираж 404 Подписное
ЦНИИПИ Комитета по делам изобретений и открытий при Совете Министров СССР
Москва, К-35, Раушская наб., д. 4/5
Типография, пр. Сапунова, 2 тушку контактора К, который, в свою очередь, включает сварочную цепь. Одновременно с этим контактор К нормально замкнутым контактом разрывает цепь рабочей обмотки
Р 02.
Сварочный ток, протекая по обмотке управления ОУ, насыщает сердечник дросселя насыщения ДН, переводя его в режим вынужденного намагничивания, и тем самым удерживает реле Р1 и контактор К во включенном состоянии.
При обрыве дуги и прекращении сварочного тока сердечник переходит в ненасыщенное состояние, ток в катушке реле Р1 становится недостаточным, и реле Pl с выдержкой на отключение размыкается. После размыкания реле Pl контактор К отключает сварочную цепь, и схема возвращается в исходное состояние.
Устройство для ограничения напряжения холостого хода сварочных источников, содержащее силовой контактор, реле и датчик тока, выполненный в виде дросселя насыщения, включенного в сварочную цепь, отличающееся тем, что, с целью упрощения конструкции, повышения надежности и обеспечения универсальности применения при сварке постоянным и переменным током, рабочие обмотки дросселя насыщения разделены на две группы, причем первая группа соединена последовательно с обмоткой реле, а вторая подключена одним концом к изделию, а другим через нормально замкнутый контакт силового контактора — к сварочному электроду.
www.findpatent.ru