Рубанок: ручной или электрический? Что такое рубанок фото
Рубанок по дереву ручной - описание, характеристики и применение
Рубанок – это приспособление для строгания древесины. Чаще всего этот инструмент является ручным. При помощи рубанка поверхности придают необходимую шероховатость, плоскостность, прямолинейность. Уменьшают габариты изделий или делают в них длинные выемки. Работа рубанка состоит в снятии стружки конкретной толщины во время каждого прохода по поверхности заготовки.
Деревянный рубанок
Главные составляющие рубанка это:
- нож
- колодка
- клин.
 По размерам, предназначению, оснащению дополнительными приспособлениями существует много видов рубанков. Однако модификаций всего две:
По размерам, предназначению, оснащению дополнительными приспособлениями существует много видов рубанков. Однако модификаций всего две:
- ручной (механический) – может быть пластмассовый, металлический, деревянный или комбинированный. Все они по своим функциональным возможностям мало различаются, однако технические показатели непосредственно зависят от материала изготовления корпуса
- электрический – вследствие дополнительного оснащения электрическим мотором, такой инструмент может выполнять большой объем работ при высокой скорости обработки.
Рубанок ручной из дерева – это самый популярный вариант для обработки древесины среди домашних мастеров.
Классификация
Строгание древесины может быть плоским или фигурным. Для плоского строгания предназначены такие виды рубанков:
- одинарные рубанки. Они необходимы для осуществления процедуры выравнивания древесной поверхности. Имеют прямое лезвие с немного закругленной кромкой. После работы таким инструментом не остается заусениц и неровностей, по этой причине он активно применяется для чистового строгания древесины после грубой обработки
- торцовочный рубанок кроме обработки торцов используется для финишного выравнивания древесины. В этом устройстве кроме лезвия есть еще нож для ломки стружки
- шерхебель в отличие от предыдущих вариантов имеет закругленное лезвие, расположенное под углом 45° к подошве. Вследствие наличия кромки овальной формы можно осуществлять обработку деревянного материала поперек волокон. Для того, чтобы снять толстую стружку отверстие под ее выход в этом инструменте превышает выше на 3-5 мм, чем в других вариантах. После этого приспособления остается шероховатая поверхность, которую нужно доработать фуганком
- шлифтик. Такое необычное название носит шлифовальный рубанок, который имеет двойной нож и стружколом, находящийся под углом в 50° к рабочей подошве. Такое устройство отлично подходит для процедуры шлифовки. В конце работы остается абсолютно гладкая поверхность
- фуганок необходим для выравнивания кромки и плоскости, а чистовую обработку больших поверхностей он обеспечивает благодаря острому ножу, имеющему стружколом и удлиненную колодку. Этот инструмент должен быть в каждой мастерской, где занимаются обработкой дерева
- цинубели. Такие рубанки имеют одинарный зубчатый нож, который после движения по дереву или фанере оставляет после себя рифленую поверхность. Именно такая поверхность является идеальной для склеивания. Борозды, создаваемые резаком, гарантируют лучшее сцепление деталей, на которые нанесен клей
- обдирочные рубанки необходимы в процессе выравнивания торцов на гипсокартонных плитах. После применения этого устройства не нужно шкурить листовой материал. Режущий элемент создан в форме терки
 В процессе фигурного строгания применяют рубанки, которые предназначены для обработки пазов, выступов и кромок. Такие инструменты могут справиться с самыми трудными задачами, по этой причине они довольно востребованы в деревообрабатывающей отрасли. Для фигурного строгания применяют следующие типы рубанков:
В процессе фигурного строгания применяют рубанки, которые предназначены для обработки пазов, выступов и кромок. Такие инструменты могут справиться с самыми трудными задачами, по этой причине они довольно востребованы в деревообрабатывающей отрасли. Для фигурного строгания применяют следующие типы рубанков:
- зензубель создан так, что с его помощью можно выбирать и зачищать четверти, создавать прямоугольные срезы, пазы и фальцы. Кроме этого ни подходят для застругивания перпендикулярных элементов заготовок. Резак зензубеля имеет форму лопатки, кромка которой может быть прямая или косая. Все зависит от варианта крепления кромки по отношению к подошве. Зензубели формируют паз «ласточкин хвост». Даже во время обработки поперек волокон получается идеально гладкая поверхность
- кантенхобели. Этот тип рубанков является кромочным отборником, легко справляющимся со снятием фаски, обработкой торцов и кромок для того, чтобы придать им ровную поверхность. Кроме этого такой рубанок поможет осуществить доводку заданных размеров. Главное отличие катенхобеля заключается в трапециевидной форме лезвия. Часть моделей оснащены двумя режущими элементами, находящимися под углом к боковой части подошвы
- шпунтубель можно назвать распространенным видом рубанков. Он поможет быстро и качественно создать продольный паз. Пазник имеет две колодки, которые соединены между собой винтами, одна из колодок является направляющей, а вторая закрепляет лезвие. С помощью регулируемого упора край паза может быть установлен на конкретном расстоянии от кромки. Упорный выступ гарантирует заглубление на требуемую глубину без риска изгибания лезвия
- федергубель – это фигурный торцевой рубанок, задача которого состоит в формировании продольного выступа по кромке заготовки. Такую работу обеспечивает особая форма лезвия, в центре которого есть проем. В процессе работы таким инструментом на поверхность остается своеобразный гребень, который в будущем будет состыкован с пазом для соединения двух деталей
- калевка имеет необычное сменное лезвие, обладающее фигурной режущей кромкой. Кроме этого тут присутствует многоступенчатая подошва. Чаще всего это устройство используется в процессе создания декоративных деталей, к примеру, карнизов, багетов и прочих деревянных элементов, служащих украшением интерьера
- фальцгебель поможет создать паз по краю заготовки без предварительной разметки. Как и у калевки, тут есть многоступенчатая подошва. На инструменте присутствует широкая колодка, вследствие чего можно создавать одинаковые по габаритам пазы. Если возникает необходимость обработки вертикальной стенки четверти, на фальцгебели ставится дополнительный боковой резак
- штапы. Такой инструмент нужен формирования круглых кромок детали. Этот рубанок оснащен лезвием, кромка которого имеет полукруглое заглубление. Исходя из конструкционных особенностей, штап обладает вогнутой подошвой. Во время обработки кромки прямоугольных торцов нож снимает стружку так, что кромка становится закруглена.
Нож для ручного рубанка
Рубанок по дереву ручной не может работать без ножа. Такие ножи функционируют в условиях существенных нагрузок на лезвие. Во время возвратно-поступательного перемещения инструмента нож врезается в древесину на конкретную глубину. Так как древесина не отличается пластичностью, то происходит скалывание определённого слоя и образование стружки. Стружка не имеет существенной длины и быстро раскалывается на более мелкие фракции. Наблюдается это во время «наползания» срезанной с заготовки древесины на наклонную кромку лезвия. В ходе следующего движения рубанка образуется трещина в последующем слое и так далее.
Чем меньше пролёт и глубина строгания, тем ровнее и чище получается поверхность заготовки, в тоже время уменьшается срезающая нагрузка на лезвие.
Вследствие того, что стружка при изгибе с выходом вверх обламывается, то самые высокие напряжения создаются в колодке рубанка. Именно поэтому колодка создана из самых твёрдых сортов лесоматериалов.
Нож имеет рабочую и опорную части. В конфигурации рабочей части ножа выделяют:
- фаску, образуемую на тыльной части лезвия. Фаска гарантирует уменьшение усилия врезания ножа в дерево вследствие исключения трения тыльной части о материал заготовки
- передний угол. Он чаще всего совпадает с принятым наклоном ножа в корпусе рубанка
- задний угол фаски
- рабочий угол заострения. Он равняется разности значений угла фаски и угла наклона ножа в рубанке.
- Для долговечности рубанка самым важным является передний угол: именно он обеспечивает гладкость простроганной поверхности, условия удаления стружки из зоны обработки, а также нагрузку на само лезвие.
Заточка ножа ручного рубанка
Рабочая кромка ножа – это ребро, имеющее незначительный радиус закругления. Прежде, чем приступить к заточке, нужно визуально проверить целостность кромки: на ней не должно быть вырывов металла. Если такие дефекты присутствуют, то нож придётся укоротить.
Чтобы максимально снизить радиус закругления на кромке, заточка должна проводиться в два этапа. Вначале осуществляется первичная заточка. Для этого затупившийся нож со стороны фаски нужно поднести к периферии точильного круга и сильно прижать. Количество оборотов точила должно быть на уровне 600 - 700 мин-1. В противном случае получится слишком значительный съём металла. Также важно не переусердствовать с нажатием, потому что на стали могут образоваться сине-фиолетовые оттенки, которые являются неприятным признаком отпуска металла. Твёрдость ножа уменьшится, и возникнет необходимость термообработки для восстановления прочностных характеристик материала.

Когда вы увидите заусеницы, значит можно приступать ко второму этапу заточки при помощи более мелкозернистого бруска, снимающего те самые заусеницы. Градация брусков по зернистости выглядит таким образом:
- высокая зернистость от 30 до 180 мкм. Такие бруски создают из карбида кремния или корунда
- средняя зернистость от 7 до 20 мкм. Такие бруски создают из электрокорунда или диоксида хрома
- малая зернистость от 3 до 5 мкм. Такой материал применяется для финишной заточки ножей.
По окончанию заточки лезвием ножа нужно провести по куску дерева твёрдых сортов. Он окончательно снимет фрагменты заусенца.
wood-prom.ru
|
Сложно представить себе столярные работы без использования специальных инструментов, этой цели служит рубанок, шерхебель, фуганок и другие специализированные приспособления. Каждый из них выполняет собственные задачи. Обойтись в столярных работах только рубанком невозможно. Все виды рубанков для грубой и тонкой обработки древесиныРазличные виды рубанков используются для разнообразных типов обработки древесины. Чаще всего для столярных работ применяется:
Первопроходец для деревянной заготовкиШерхебель – это настоящая "тяжелая артиллерия" среди столярных инструментов. Он применяется для строгания древесины, не подвергавшейся ранее никакой обработке. При строгании шерхебелем достигается лишь необходимая форма, размеры заготовки, но добиться гладкой, ровной поверхности не получится. С этой целью используются другие виды рубанков.
С помощью шерхебеля выполняется только грубая обработка поверхности древесины. В отличие от рубанка, он позволяет выполнять строгание на большую глубину, легко срезая даже существенные неровности. Конструкция инструмента, внешне напоминая обычный рубанок, имеет свои особенности, позволяющие облегчить выполнение грубой обработки деревянной поверхности. В отличие от других инструментов, железко шерхебеля имеет закругленное лезвие и устанавливается под углом 45° к подошве. Угол заточки может различаться в зависимости от твердости обрабатываемой древесины. Для строгания мягких пород достаточно угла заточки 25-30°, для обработки твердых пород лезвие затачивается под углом 35°.
В стандартной конструкции шерхебеля лезвие (железко) имеет ширину 35 мм. В некоторых моделях размеры могут отличаться. Ширина колодки больше размеров лезвия примерно на 15 мм. Отверстие под стружку в шерхебеле больше, чем в рубанке, примерно 3-5 мм. Как уже отмечалось выше, грубая обработка древесины не позволяет добиться ровной, гладкой поверхности. Лезвие оставит желобообразные следы на древесине. Для их устранения применяется рубанок, финишная обработка проводится фуганком. Как устроен деревянный и металлический шерхебель?Колодка шерхебеля может быть выполнена из дерева или металла. В зависимости от материала изготовления колодки, конструкция инструмента будет немного различаться. Деревянные шерхебели выпускаются в соответствии с ГОСТ 14666-79. В соответствии со стандартом, в их конструкцию входит прямоугольный корпус, рога для упора рук во время работы, нож, зажимной клин для лезвия, подошва, пробка. В конструкцию некоторых моделей может дополнительно входить упор для лезвия. Поверхность деревянных элементов в конструкции шерхебеля покрывается лаком, обеспечивающим износоустойчивость и увеличение срока службы инструмента. В соответствии с ГОСТ для изготовления шерхебелей применяются следующие материалы:
В металлическом исполнении корпус изготавливается литым. В нем наглухо закрепляется рукоятка-рог. Для упора рук столяра во время работы устанавливается большая ручка. Нож фиксируется с помощью винтового соединения между прижимом и основанием корпуса. В отличие от деревянных моделей, металлические отличаются большей износоустойчивостью. Тем не менее, мастера предпочитают использовать деревянные столярные инструменты, так как они обеспечивают лучшее качество обработки.
Как правильно работать инструментом?Применение шерхебеля – грубое строгание древесины. В ходе этой операции с заготовки посредством возвратно-поступательных движений струга снимается стружка. Инструментом в металлическом корпусе обрабатывают заготовки из твердой древесины или ДСП. Основную работу по обработке дерева специалисты советуют выполнять инструментами в деревянном корпусе, так как они обеспечивают лучшее скольжение по поверхности заготовки.
Конструкция шерхебеля отличается наличием закругленного лезвия, позволяющего снимать с поверхности заготовки существенные неровности. Таким способом осуществляется подготовка древесины к дальнейшей обработке и чистовому выравниванию. В отличие от столярных рубанков, шерхебели имеют большие размеры. Они массивные и тяжелые.
Для обеспечения качественной обработки заготовки ее необходимо тщательно зафиксировать. Лучше всего сделать это с помощью столярного верстака. При отсутствии такой возможности можно использовать обычный стол, к которому заготовка крепится струбцинами. Место обработки должно располагаться как можно ближе к тискам. Во время работы выполняются плавные, ровные, возвратно-поступательные движения. Сила прилагается во время движения инструмента вперед. Возвратное движение позволяет вернуть инструмент в исходное положение, поэтому оно всегда выполняется пассивно, без усилия. Если лезвие рубанка затупилось ...К работе должна быть подготовлена не только заготовка, но и используемые инструменты и приспособления. Нож должен быть заточен под необходимым углом (в зависимости от твердости обрабатываемой древесины). Положение ножа в корпусе столярного инструмента должно быть тщательно отрегулировано. Заточка режущего лезвия осуществляется на бруске, закрепленном на верстаке или столе. По бруску необходимо проводить нижней кромкой ножа (фаской). Нажим выполняется при движении от себя, при этом фаска должна полностью прилегать к камню.
Нельзя изменять угол заточки, так как фаска приобретет неравномерную ширину, может стать горбатой. Строгание, выполненное неправильно заточенным ножом, будет низкокачественным. Во время заточки на поверхности фаски образуются заусенцы, легко ощущаемые наощупь. Для их устранения нож переворачивают передней стороной и перемещают по поверхности камня легкими прямыми и круговыми движениями. После этого заусенец образуется со стороны фаски. Нож переворачивается.
Работа продолжается до тех пор, пока заусенцы не исчезнут с обеих сторон. Последним этапом заточки является правка лезвия на смоченном водой оселке. Обработка проводится круговыми движениями. Сначала правится фаска, затем – передняя часть. При заточке нельзя допускать перекосов режущей поверхности. Появление такого дефекта на ноже приводит к ухудшению качества строгания, сминанию стружки, забиванию просвета между ножом и колодкой. При обнаружении перекоса его необходимо незамедлительно устранить, сточив высокую часть и выровняв поверхность. |







www.emomi.com
Рубанок: ручной или электрический
Можно ли сказать, что электрорубанок – это более совершенный вариант рубанка ручного? Cравнение показывает, что это вовсе не так.

На фото:
Производительность
Преимущества у «электро». Очевидно, что механизированные рубанки более производительны, ведь за один проход они способны снять слой 2-3 мм, при этом сучки в массиве не являются очень серьезной помехой. Разумеется, для решения строительных задач, вроде обработки длинных досок или бруса, электрорубанок предпочтительнее.
Разновидности
Универсальные vs специализированные. Ручные рубанки всегда имеют узкую специализацию и круг задач. Для чернового строгания есть шерхебель, выравниванием поверхности занимается полуфуганок и фуганок, строганием торцов — торцевой рубанок, а для выборки и зачистки четверти существуют зензубель и фальцгебель. У электрических рубанков особой специализации нет. Можно выделить разве что электрофуганки — мощные производительные машины с широкой длинной подошвой.
Принцип работы
Ручные аккуратнее. Электрорубанок снимает слой материала, оставляя на поверхности неглубокий паз с отчетливыми краями. При строгании далеко не всегда удается получить идеальную плоскость без следов обработки. Можно легко допустить брак в виде заметных ямок (и не только), хотя многое зависит от инструмента и самого пользователя. Ручной же рубанок срезает очень тонкий слой, то есть действует крайне аккуратно, что является важнейшим преимуществом в столярных работах.
Размеры и вес
На фото: рубанок KW712 компании Black and Decker.
Без мотора легче и удобнее. Электрорубанок — довольно увесистый инструмент, ведь у него имеется мощный мотор, а зачастую и массивное литое основание. Барабан с ножами спрятан между двумя башмаками подошвы, поэтому обзор области строгания отсутствует. На этом фоне компактный и легкий ручной рубанок более удобен и точен. При отвесном строгании он меньше нагружает руку, что положительно сказывается на точности обработки.
Для столяра
Ручной предпочтительнее. Надо снять фаску или скруглить край? Отлично! С легким инструментом удобнее выдерживать нужный угол наклона. Также ручной рубанок позволит деликатно выровнять края деталей под стык (например, снять «горб» на торце), подогнать размеры шипа, если он не входит в паз, аккуратно удалить следы от диска после распила, обстрогать мелкие заготовки. Электрорубанки для столь деликатной работы не предназначены.
Строгание торцов
Ручной торцевой идеален. Его направляют одной рукой, в то время как электрический рубанок всегда обхватывают двумя руками. Если торец узкий, то с электрорубанком можно запросто завалить угол и сильно сколоть материал в конце прохода. Ручной рубанок компактный, легкий, а потому аккуратный: одной рукой можно удерживать заготовку, второй — строгать.
Другие достоинства ручного рубанка
- Безопасность. Не стоит говорить о том, какие травмы и увечья способны причинить лезвия барабана, который вращается на скорости 12000-18000 оборотов в минуту.
- Ценовая доступность. Электроприбор дороже ручного инструмента. Правда, и среди ручных рубанков встречаются отнюдь не дешевые экземпляры.
- Чистоплотность. Он дает тонкую длинную стружку, которую легко собрать. А вот электрический аналог, если к нему не присоединен пылесос, разбросает большое количество мелкой стружки. Уборка может затянуться.
- Звук при работе. Гораздо приятнее слушать шелест срезаемой стружки, нежели громкий нудный звук электрорубанка.
Достоинства электрорубанка
На фото: аккумуляторный рубанок GHO 18 V-LI Professional компании Bosch.
После прочтения нашей статьи могло сложиться впечатление, что ручной инструмент по всем параметрам превосходит электрический. Но это не совсем так. У электрического рубанка есть свои «плюсы».
- Высокая производительность. По этому параметру с электрорубанком сложно конкурировать. Таким инструментом вы без особого труда обстрогаете даже длинные доски. При этом некоторые операции электрический рубанок способен выполнить весьма точно и качественно. Так, например, специальные упоры из комплекта помогут быстро выбрать четверть нужной глубины и с ровным краем.
- Доступность. Прошли те времена, когда слово «рубанок» ассоциировалось именно с ручным инструментом. Сегодня на первый план вышли электрические рубанки. Они продаются едва ли не в каждом инструментальном магазине, а вот качественный ручной «аналог» придется поискать.
- Возможность стационарной работы. Среди электрорубанков есть немало моделей, которые можно закрепить на верстаке вверх ногами. Так будет удобнее обстругивать небольшие детали.
В статье использованы изображения: bosch-professional.com, skil.ru, blackanddecker.ru
www.4living.ru
Рубанок своими руками (фото и чертежи) | Своими руками
Реклама
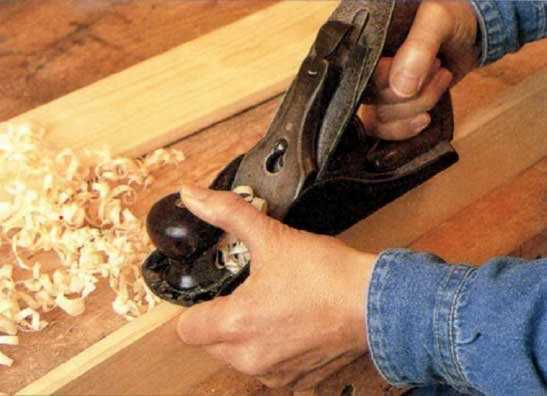
Он чрезвычайно полезен, удобно лежит в руках и недорог в изготовлении. Этот красивый инструмент заставит ваши губы растянуться в улыбке, когда вы ощутите всю прелесть работы с ним.
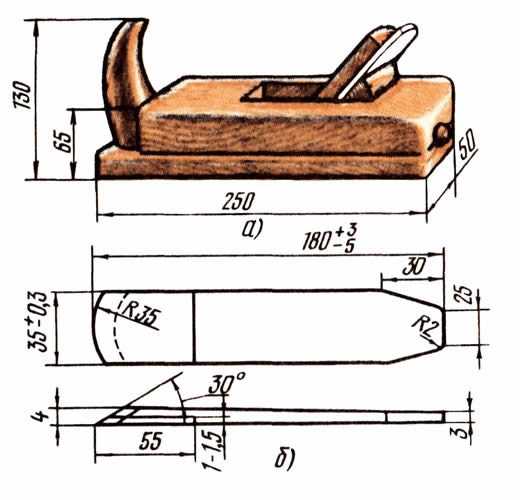
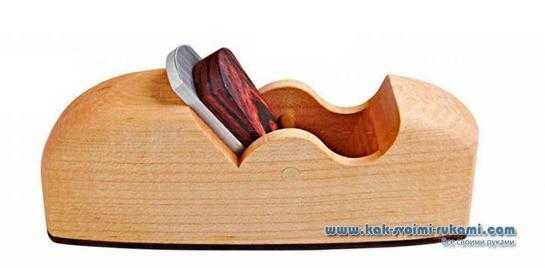
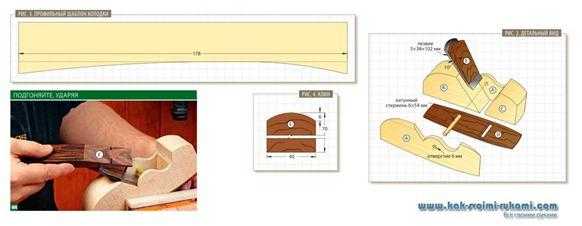
Габаритные размеры, самодельного рубанка мм: 54x178x76 (ширина х длина х высота)
Стоимость высококачественных рубанков с деревянными вставками, которые выпускаются ограниченными сериями, измеряется сотнями, а порой и тысячами долларов. Этот инструмент похож на них, но он меньше и удобнее, и лучше подходит для работы с небольшими деталями. Изготовьте его из недорогой кленовой древесины с контрастными акцентами из экзотических порол, добавив лезвие стоимостью S25.
Читайте также: Как работать рубанком. Настройка рубанка (фуганка, шлифтика).
Как сделать колодку рубанка
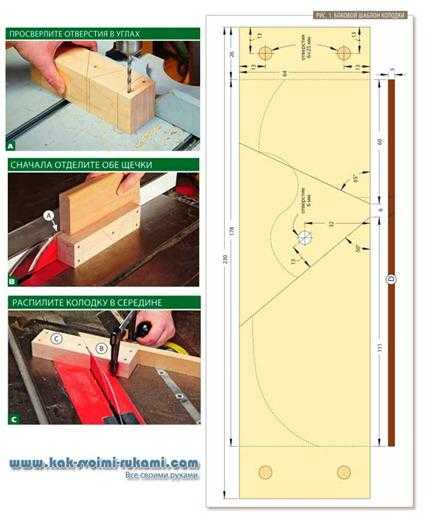
1. Начните с кленовой заготовки размерами 64хб0х 230 мм. Разметьте на боковой грани вертикальные и косые линии (рис. 1) и продлите их на три остальные [рани заготовки. С помощью сверлильного станка сделайте 6-миллиметровое отверстие в центре заготовки. Затем просверлите в углах с обеих сторон четыре отверстия 6×25 мм (фото А).
2 Отпилите от заготовки щечки А (фото В) и заново проведите линии на остатке заготовки. Распилите заготовку по разметке так, чтобы пильный ДИСК проходил вплотную к линиям, и отделите пятку В и носок С (фото С).
Добавьте к колодке подошву рубанка
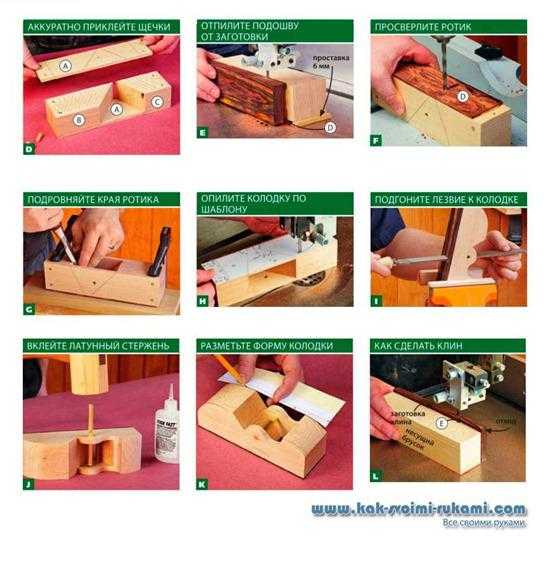
1 Соберите колодку, склеив вместе щечки А, пятку В и носок С (фото D). Когда клей высохнет, отшлифуйте нижнюю сторону колодки, чтобы она стала плоской. Краткий совет! Прикрепите с помощью аэрозольного клея кусок наждачной бумаги к чугунному столу пильного станка или куску толстого стекла, чтобы выровнять нижнюю сторону колодки.
2. Чтобы добавить долговечную подошву D, приклейте к нижней стороне колодки А/В/С заготовку из древесины кокоболо размерами 19x57x185 мм, выровняв но центру, и зафиксируйте струбцинами.
3. Карандашом разметьте толщину подошвы D, проведя линию параллельно нижней грани колодки на расстоянии 3 мм. Ленточной пилой удалите лишний материал (фото Е). (-охраните обрезок, чтобы сделать из него клин Е. Затем опилите выступающие кромки вровень со щечками колодки. Отшлифуйте подошву так же, как ранее, и удалите все следы пиления.
Сформируйте ротик
1. Продлите косые линии разметки со щечек А на нижнюю сторону подошвы D. Просверлите отверстия для ротика (фото F) и подровняйте края стамеской (фото G).
2. Сделайте копию бокового шаблона колодки (рис. 1), и прикрепите к одной и:* щечек А с помощью аэрозольного клея. Выпилите по контуру ленточной пилой (фото Н), затем расширьте щель ротика, чтобы через нее могло проходить лезвие рубанка (фото I).
Читайте также: Как настроить рубанок своими руками (регулировка стружколома)
Обработайте рубанок до окончательной формы и добавьте клин
1. Вклейте в отверстия щечек 6-миллиметровый латунный стержень (рис. 2, фото J) и выровняйте его торцы вровень со щечками А с помощью напильника.
Затем сделайте копию профильного шаблона (рис. 3) и наклейте ее на кусок плотного картона. Аккуратно вырежьте шаблон по линиям контура и разметьте с его помощью форму кололки (фото К). Опилите лишний материал ленточной пилой и гладко отшлифуйте рубанок.
2. Разметьте и выпилите заготовку клина Е из остатка заготовки для подошвы (фото L). Отшлифуйте скошенную грань, сделав ее плоской, и проверьте, как клин вставляется в колодку (фото М). Дополнительно отшлифуйте или острогайте клип, чтобы он плотно входил между латунным стержнем и лезвием.
Примечание. Если у вас такое же лезвие с закруглённой режущей кромкой, предназначенное для рубанка-шерхебеля, сделайте его прямоугольным, прежде чем заточить под углом 25°. Мы также укоротили его до 95 мм с помощью слесарной ножовки, но бы можете оставить первоначальную длину, и это не ухудшит свойства лезвия.
3.Опилите клин до окончательной длины и формы (рис. 4). Затем закруглите верхние углы пятки В и носка С, чтобы рубанок было удобно держать руками. Отшлифуйте все летали наждачной бумагой № 220 и нанесите восковую пасту для отделки. Для регулировки вылета лезвия используйте деревянную киянку. Если слегка ударить ею по пятке колодки, лезвие втянется, и стружка будет тоньше. Легкими ударами по лезвию его можно выдвинуть, а также наклонить вправо или влево.
Рубанок своими руками – фото
A.Заготовка сначала распиливается на детали, которые после снова склеиваются. Точно выровнять их при склейке помогут вспомогательные отверстия.
B. Отпилите от заготовки щечки толщиной б мм. Чтобы безопасно направлять короткую заготовку и контролировать распил, применяйте толкатель из обрезка широкой доски.
C. Чтобы держать пальцы на безопасном расстоянии от диска и сделать точные распилы под углом, прикрепите заготовку струбциной к накладке поперечного упора.
D. Равномерно нанесите клей на пятку В и носок С, приклейте щечки А и вставьте в отверстия шканты длиной 25 мм.
E. Заготовка подошвы D выступает за щечки колодки. Чтобы при пилении колодка располагалась горизонтально, прикрепите двухсторонним скотчем 6-миллиметровую дощечку.
F. 5-миллиметровым сверлом с центральным острием аккуратно сделайте ряд отверстий между линиями разметки и удалите лишний материал на краях щели.
G. Опирая лезвие на скосы пятки В и носка С, направляйте стамеску, чтобы подровнять края и углы щели, удалив лишнее.
H.Ведя пропил вдоль пунктирных линий шаблона, удалите концы заготовки со шкантами и придайте колодке указанную форму.
I.Расширяйте щель сначала напильником с крупной насечкой, затем обработайте поверхности бархатным напильником до гладкости.
J.Нанесите цианакрилатный («секундный») клей на верхние края отверстий, чтобы вставляемый латунный стержень продвинул клей в глубину.
K.Пользуясь профильным шаблоном из картона, проведите плавные линии от носка до пятки. Плотно прижимайте шаблон, чтобы он не сдвигался.
L.Разметьте на кромке у одного из торцов заготовки угол 10°. Прикрепите заготовку скотчем к обрезку прямоугольного сечения и распилите вдоль линии ленточной пилой.
M. Вставьте в колодку лезвие, затем заготовку клина(пока не укорачивая ее) и сделайте несколько легких ударов киянкой. На выпуклых местах появятся вмятины.
Список материалов и деталей | |||||
Детали | Окончательные размеры, мм | Матер. | К-во | ||
А* щечки | 6 | 54 | 178 | М | 2 |
В* пятка | 41 | 54 | 111 | М | 1 |
С* носок | 41 | 54 | 60 | М | 1 |
D* подошва | 3 | 54 | 178 | С | 1 |
Е* клин | 13 | 40 | 70 | С | 1 |
* Заготовки деталей выпиливаются с припуском (см. указания в тексте).
Обозначения материалов: М – клен; С – кокоболо. Дополнительно: цианакрилатный клей; латунный стержень диаметром 6 мм; шканты диаметром 6 мм. Режущий инструмент: сверла диаметром 5 и 6 мм.
Реклама
Ниже другие записи по теме "Как сделать своими руками - домохозяину!"
Подпишитесь на обновления в наших группах.
Будем друзьями!
kak-svoimi-rukami.com
Рубанки
Рубанки
Процесс строгания заключается в сравнивании поверхности древесины или придании ей определенной формы за счет снятия тонкого слоя (стружки) специальными резцами (железками).
Железки закрепляют в деревянные или металлические корпуса и только в циклях предпочитают обходиться без специальных оправок. В общем случае инструменты для строгания называют стругами. К ним относятся рубанки, фуганки, цикли и т. д.
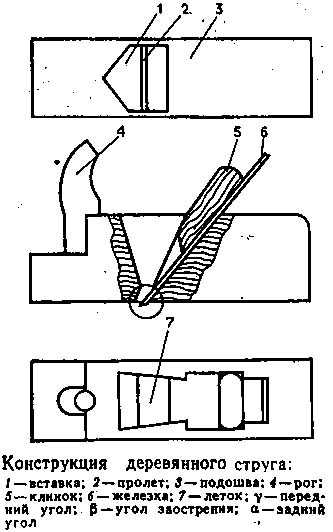
рис.1
Наиболее распространенным является струг с деревянной колодкой (рис. 1), в которой закрепляют железку 6 (резец) с помощью клинка 5. Некоторые струги имеют в передней части деревянный рог 4, а у некоторых (фуганков) за железкой укреплена ручка. Инструментами с этими деталями пользоваться более удобно.
Часть колодки, соприкасающуюся с обрабатываемой поверхностью, называют подошвой 3. Переднюю часть колодки называют лобовой заднюю—тыльной.
Отверстие, в котором устанавливают железку, называют леток 7, а прорезь, которой леток выходит на подошву,— пролет 2. Через пролет железка выступает за пределы подошвы своей режущей кромкой. Ширина пролета колеблется от 5 до 9 мм в зависимости от назначения струга.
Железки рубанков делают из инструментальной стали, а затем закаливают. Железки бывают цельные и наварные. У наварных железок высококачественная сталь расположена только в рабочей зоне в виде приваренной пластинки.
В стругах для грубого строгания лезвие железки. выступает за подошву на 1—3 мм, а в стругах для чистого строгания и зачистки—на 0,1—0,3 мм. Примерно такой толщины получается снимаемая стружка. Еще более тонкую стружку получают при циклевании.
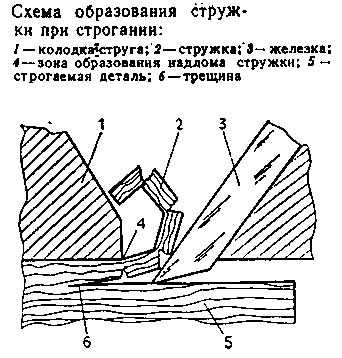
рис.2
В стругах обычной конструкции процесс образования стружки схематично изображен на рис. 2. При движении колодки струга 1 железка 3 отщепляет слой древесины, т. е. стружку 2 от детали 5. Стружка надвигается на наклонную плоскость. железки и в какой-то момент ломается в зоне 4. При этом происходит развитие трещины 6 и образование нового элемента стружки.
Нетрудно заметить большую роль в стружкообразовании размеров пролета 2 (см. рис. 1). Чем меньше пролет и чем меньше толщина сострагиваемой стружки, тем чище будет строгаемая поверхность. Большое значение имеет также геометрия режущей кромки железки. Величины переднего γ и заднего α углов, а также угла заострения β для разных стругов различны. Рассмотренный процесс стружкообразования показал, что в зоне излома стружки происходит интенсивный износ подошвы. Поэтому вокруг пролета делают вставку 1 из очень твердой древесины.
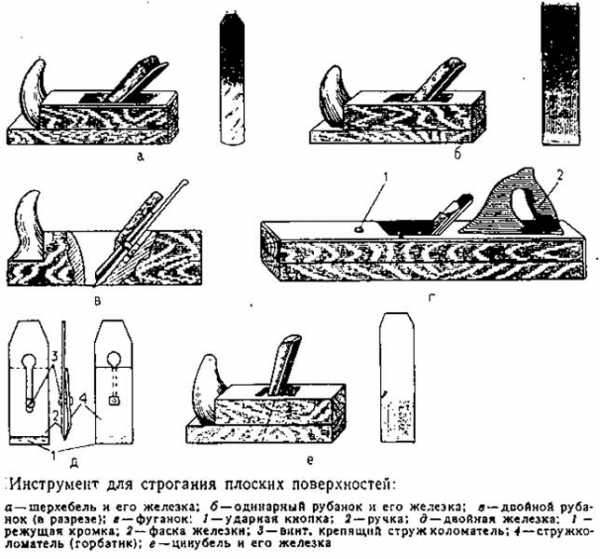
рис.3
Шерхебель (рис. 3, а) применяют для первоначального грубого строгания досок и заготовок. Железку в шерхебеле выпускают за плоскость подошвы до 3 мм. Железка имеет овальную режущую кромку, снимает толстую стружку и оставляет на обрабатываемой поверхности довольно глубокие ложбинки. Овальность режущей кромки позволяет строгать шерхебелем в направлении поперек волокон без их продольного разрыва.
Рубанок одинарный (рис. 3, б) применяют для выравнивания поверхности после строгания шерхебелем. Лезвие железки прямое, но края режущей кромки имеют небольшой радиус закругления для того, чтобы они при строгании не задирали древесину и не оставляли на ней следов.
Рубанок двойной (рис. 3, в) отличается от одинарного рубанка тем, что имеет стружколоматель (горбатик). Нижнюю кромку стружколомателя располагают параллельно режущей кромке железки на расстоянии 0,2—2 мм от нее. Чем ближе нижняя кромка стружколомателя к режущей кромке железки, тем чище строгание.
Двойной рубанок применяют для чистового строгания, зачистки задиров и свилеватых мест. Двигая рубанком под углом 30—40° к его продольной оси, можно застрагивать торцы.
Шлифтик отличается от двойного рубанка укороченной колодкой и увеличенным углом присадки, т. е. углом наклона железки к подошве рубанка. Шлифтиком застрагивают задиры, свилеватые места и торцы.
Фуганок(рис. 3, г) применяют для точной обработки больших плоскостей, для выравнивания (сфуговывания) кромок. Железка (рис. 3, д) у фуганка двойная, а колодка превышает длину рубанка в 2—3 раза. В переднюю часть колодки вклеивают невысокую вставку, которая служит для выбивания железки из летка. Вставку называют ударной кнопкой. Укороченный фуганок называют полуфуганком.
Цинубель (рис. 3, е)—это рубанок с одинарной железкой, режущая кромка которой со стороны, противоположной фаске, покрыта мелкой насечкой. Насечку выполняют на строгальном станке до закаливания железки. Насечка, выходя на режущую кромку, создает на ней зубчики. При строганин цинубелем, зубчики снимают каждый свою очень узкую (0,8—1 мм шириной) стружку. В результате поверхность становится рифленой, что чрезвычайно важно при фанеровании и при склеивании очень твердых пород древесины. Кроме того, при строганин свилеватой поверхности твердых пород (красное дерево и особенно черное дерево) цинубель может заменить рубанок. Но после цинубления поверхность зачищают циклей.
В связи со сложностью изготовления железки цинубеля известны попытки заменить ее куском ножовочного полотна от пилки по металлу. Этот кусок пилки затачивают с одной стороны и зажимают между железкой и стружколомателем двойного рубанка.

рис.4
В продаже имеются струги с металлическим корпусом (рис. 4). В этих инструментах возможно регулирование не только положения стружколомателя по отношению к железке но и ширины пролета. Особенно удобны в работе с твердыми породами древесины полуфуганки (рис. 4, б). Широко применяют маленький металлический рубанок— оборотник (см. рис. 4, г), у которого железку поворачивают фаской наружу Оборотники имеют большой передний угол и применяются для чистового строгания.
Основные геометрические параметры стругов в значительной степени зависят от их вида (табл. 2).
Острая часть режущей кромки железки представляет собой закругленное ребро. Правильно заточить железку—это значит довести радиус закругления режущей кромки до минимума.
Первый раз заточить железку, придавая ей необходимый угол заострения, можно на электроточиле, но следует или пользоваться малооборотными точилами, или прижимать железку к точильному кругу на очень короткое время. Трение железки об абразив сильно ее разогревает. Нельзя допускать, чтобы на фаске железки появился сине-фиолетовый оттенок. Это говорит о том, что сталь железки перегревается и есть опасность ее отжига, ведущего к резкому снижению твердости. Точат железки только со стороны фаски.
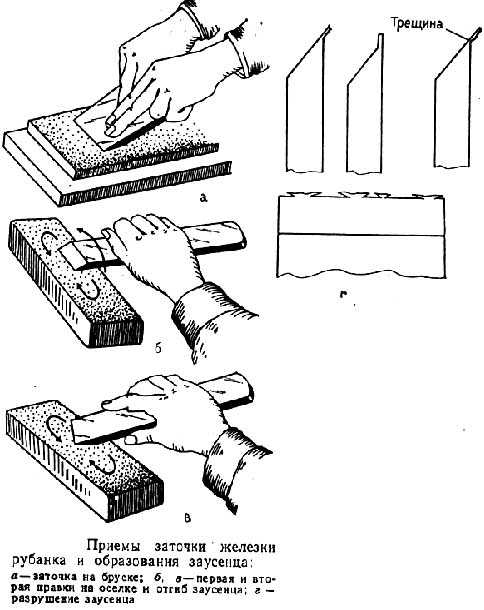
рис.5
На бруске железку затачивают прямолинейными или круговыми движениями (рис. 5, а), удерживая ее двумя руками. Брусок для удобства помещают на подставку в специально выдолбленное для него гнездо. Брусок необходимо смачивать водой для охлаждения затачиваемой железки, вода также препятствует «засаливанию» бруска, удлиняя срок его службы.
Железка должна прилегать к плоскости бруска всей фаской. Для этого необходимо следить за постоянным углом наклона железки к бруску. Заточку на брусках ведут до тех пор, пока на противоположной стороне режущей кромки не появится равномерный тонкий заусенец. После появления заусенца железки правят, т. е. затачивают на мелкозернистых брусках, которые называют оселками. В первом заходе заусенец частично стачивается, а частично отгибается в сторону фаски (рис. 5, б). Во "втором заходе (рис. 5, в) заусенец также частично стачивается и частично отгибается. Перегибы заусенца ведут или к полному его стачиванию (при относительно пластичных сталях) или к образованию трещин в основании заусенца и его раскрашиванию. На рис. 5 дано увеличенное изображение разрушающегося заусенца. Этот момент можно определить, если не нажимая провести большим пальцем по острию кромки. Остатки заусенца будут «схватывать» кожу пальца. После заточки полезно провести жалом железки по сучку или куску твердой древесины. Остатки заусенца сойдут. Еще несколько движений на оселке приведут железку в рабочее состояние.
Опытные мастера в конце заточки заменяют оселок на брусок шлифованного мрамора. Они считают, что качество заточки при этом улучшается.
Перед строганием и, конечно, после заточки инструмент необходимо наладить, т. е. установить железки на необходимую толщину стружки.
Правильность установки железки определяют просмотром на глаз и пробным строганием. Для пробного строгания следует брать такой же материал, что и для обрабатываемой детали. Лезвие железки должно выглядеть как тонкая ровная нитка, выступающая над подошвой на 0,2—0,3 мм Перекос железки необходимо устранить при ее установке. Если это не удается, то железку следует переточить.
При сборке, разборке и наладке стругов их следует держать в левой руке, поддерживая железку большим пальцем через клинок. Железку выколачивают, ударяя киянкой по тыльной части колодки. Выпускают железку или легкими ударами по ней самой, или по лобовой части колодки. Закрепляют железку легкими ударами молотка по торцу клинка.
Перед началом строгания деталь осматривают для определения направления волокон и годичных слоев. Строгание всегда производят по слою, иначе может получиться задир волокон. Если направление слоев определить трудно, то первые пробные движения рубанка следует производить осторожно, чтобы не задрать поверхность.
Строгаемая деталь должна быть крепко зажата в тисках верстака или иметь надежный упор. Рубанок следует держать правильно и крепко. Стоять надо вполоборота к верстаку, корпус немного наклонить вперед. Строгание производят только движением рук: чем меньше движется корпус рабочего, тем меньше усталость. Строгают любым инструментом на полный размах рук (если деталь достаточно велика) с равномерным нажимом.
Циклевание также является процессом строгания.
Цикля представляет собой тонкую (от 0,7 до 1 мм) стальную пластинку шириной 25—30 мм из пружинной стальной ленты.

рис.6
Приведение цикли в рабочее состояние называют наводкой цикли. Рабочую кромку цикли затачивают под прямым углом, при этом образуется два острых прямоугольных ребра. Одно или оба ребра заваливают (наводят), проводя по ним ребром наводки (рис. 6, а). В результате на кромке образуется очень тонкий заусенец—само лезвие (рис. 6, б). При небольшом наклоне цикли заусенец будет снимать очень тонкую стружку. Движения, совершаемые циклей, должны совпадать с направлением слоев. Иногда (при циклевании дек) допускается движение цикли под углом до 45° к направлению слоя. В качестве наводки для цикли можно использовать старый напильник. С напильника сошлифовывают насечку и скругляют острые углы. На рис. 6, в показан правильный прием работы циклей.
guitarmasters.ru
УДИВИТЕЛЬНЫЕ РУБАНКИ | Резьба по дереву, кости и камню
УДИВИТЕЛЬНЫЕ РУБАНКИ
Н. РОЖНОВ, майор запаса, инженер-строитель, столяр.
В редакцию пришел Мастер и прямо у нас на глазах несколькими плавными проходами рубанка превратил деревянную рейку в фигурную рамочку для картины. Поверхность ее не только не требовала дальнейшей обработки, она открывала естественную красоту внутренней структуры дерева. А потом Мастер - отставник военный, инженер Николай Иванович РОЖНОВ - показал, в чем секрет. Он заключается в конструкции инструментов семейства оригинальных рубанков с фигурными ножами. Впрочем, дальше пусть рассказывает сам автор изобретения.
Берусь утверждать, что из сегодняшних мастеров, работающих с деревом, мало кто сможет перечислить большинство названий и назначение разных видов ручных рубанков: шерхебель, рубанок, фуганок, фальцгобель, зензубель, цинубель, шпунтгобель, грунтгобель, фигарей, медведка, уторник, горбач, калевка. А если учесть, что каждый из этих рубанков имеет свои подвиды, то задача усложняется еще больше.
Когда я задаю вопрос специалистам, работающим в этой области, почему они не строгают ручным инструментом, ответ таков: "А зачем, когда всю самую сложную обработку дерева можно выполнить на станках и электрическими рубанками, это намного быстрее и качественнее". Да, количество есть, а по поводу качества постараюсь доказать обратное.
Начнем по порядку.
Дерево - самый близкий к человеку живой природный материал. Сопровождает нас от рождения до смерти. Родился - в деревянную зыбку кладут, умер - в деревянном гробу хоронят. При жизни человека - кругом дерево: дом, постройки, мебель, дрова и т.д. Каждый день человек десятки раз упоминает дерево, порой даже не замечая этого. В слове "здравствуй", кстати, корень "драв" (от "древ"). И все мы родом вышли из деревни.
Старые мастера верили, что у дерева есть душа. Прежде чем снять стружку, они внимательно изучали "характер" деревянной заготовки: оно - дерево - как человек, не любит, когда против "шерсти". Увидеть, раскрыть душу (рисунок, текстуру) дерева можно только с помощью ручных рубанков. Чем тоньше стружка, тем полнее, богаче рисунок. Это называлось обработать, я бы даже сказал, огранить дерево на "красно", то есть на яркость, на "свет". За это мастера и получили звание "краснодеревщиков".
Присмотритесь к антикварной мебели: за прошедшие столетия она стала еще ярче, богаче, теплее рисунком, потому что тот краснодеревщик дал дереву вторую жизнь, раскрыл энергию света, накопленную деревом за десятки, сотни лет, пока оно росло, и этот процесс (принятия и отражения света) будет сохраняться, пока существуют объекты источников света. Сучки, задиры, раковины - все это, естественно, для изделия из дерева, как и для "яркого" человека, недостатки. Уберем их - получим хорошую форму без содержания.
Весь секрет в стружке. Стружка рубанка - тонкая яркая спираль. Спираль - это ведь тоже гармония природной формы. ДНК человека построена по спирали, растения по той же линии растут, и жизнь развивается по спирали.
Станки, даже самые совершенные по технологии, не делают той самой стружки, спирали. Они просто сдирают поверхностный слой. Последующая шлифовка наждачными шкурками устраняет следы (гребни) от ножей, но при этом еще более усугубляет положение, так как наводит "туман" на еще не яркую обработку. Получается, что станками дерево мы ПОИМЕЛИ (покорили), но ОНО НАМ НЕ ОТДАЛОСЬ (служить по-настоящему заставить не смогли). В этом деле всему свое место: станки помогают на подготовительных этапах работы, дают нам хороший полуфабрикат, а вот окончательный штрих оставьте человеку с рубанком в руках.ГОСПОДА, СПЕЦИАЛИСТЫ НЕ МОЖЕТЕ ПОВТОРИТЬ РАБОТУ СТАРЫХ МАСТЕРОВ - ТО ИМЕЙТЕ ДЕЛО С ИСКУССТВЕННЫМИ МАТЕРИАЛАМИ: ПЛАСТМАССАМИ ДСП МДФ,
Хотите работать с деревом, тогда потрудитесь, отдайте ему должное. Нераскрытая энергия - нереализованная энергия, и все изделия из дерева в этом случае мертворожденные.
Желаете со мной поспорить? Я готов. Учтите, свои рассуждения я подтверждаю конкретной практической работой, строгаю на "красно" рубанками с профильными ножами (калевками), которые:
- не требуют регулировки и наладки перед началом и в процессе работы;
- при соблюдении правил эксплуатации заточка ножа практически не нужна;
- для рабочей части (подошвы) имеется съемный футляр, предохраняющий ножи.
На данный рубанок я получил патент на изобретение.
Свое слово о "красном" строгании я, как смог, сказал. Слово за вами, краснодеревщики, если вы еще есть.
www.rezbaderevo.ru
КАК РАБОТАТЬ РУБАНКОМ. НАСТРОЙКА РУБАНКА (ФУГАНКА, ШЛИФТИКА). | Своими руками
Реклама
 Рубанок это инструмент для работы по дереву который служил еще нашим предкам и скорее всего будет служить нашим потомкам. За все время его существования он мало изменился, если не брать в расчет электрорубанок, который зачастую не подходит для изготовления штучных или миниатюрных вещей, требующих ручной обработки, поэтому умение им пользоваться важный навык для любого домашнего мастера делающего все по дому своими руками. О том какие выбрать и вообще какие нужны инструменты для работы по дереву Вы можете прочитать по этой ссылке.
Рубанок это инструмент для работы по дереву который служил еще нашим предкам и скорее всего будет служить нашим потомкам. За все время его существования он мало изменился, если не брать в расчет электрорубанок, который зачастую не подходит для изготовления штучных или миниатюрных вещей, требующих ручной обработки, поэтому умение им пользоваться важный навык для любого домашнего мастера делающего все по дому своими руками. О том какие выбрать и вообще какие нужны инструменты для работы по дереву Вы можете прочитать по этой ссылке.
Чтобы процесс строгания деревянной заготовки протекал «без сучка, без задоринки» (о чём свидетельствует беспрепятственно выходящая из прорези в колодке рубанка витая стружка), необходимо точно настроить нож рубанка и правильно водить рубанком по строгаемой поверхности.
При строгании пластей заготовок нож должен снимать стружку равномерной толщины. Для этого надо настроить стружколом фуганка, двойного рубанка (с двойным лезвием) или шлифтика. Стружколом выполняет соответствующую своему названию функцию и должен быть установлен чуть выше (примерно в 1 мм) лезвия ножа и плотно прилегать к нему.
Сначала нож с зафиксированным на нём стружколомом вставляют в прорезь (леток) колодки (корпуса) и слегка расклинивают. Затем выставляют нож лёгкими ударами молотка так, чтобы лезвие его было расположено параллельно подошве рубанка и слегка выступало над ней. После этого нож окончательно фиксируют в колодке клином, винтом или кулачковым зажимом (в зависимости от конструкции рубанка).
Так как при строгании верхняя часть корпуса работающего совершает движения вместе с рубанком, то столяр должен стоять сбоку параллельно обрабатываемой заготовке, выставив одну ногу вперед. Чтобы рубанок в начале и в конце заготовки не опрокидывался (тогда на этих участках обрабатываемая поверхность будет неровной), следует посильней налечь сначала на его переднюю ручку, а затем на выходе — на заднюю.
СТРОГАНИЕ КРОМОК РУБАНКОМ (ФУГАНКОМ)
При строгании кромок плоских заготовок следует совершать движения рубанком по ровной траектории по всей длине заготовки, налегая на него равномерно. При зтом нож должен быть закреплён надёжно, чтобы он не вибрировал в колодке. Кроме того, следует избегать разрыва стружки, строгая в направлении волокон древесины. При обработке заготовок из древесины с тонкой и неправильной текстурой (например, корневой) нож должен быть заточен очень хорошо. При строгании такую заготовку следует постоянно вращать.
СТРОГАНИЕ ПЛАСТЕЙ
Чтобы шероховатую, но ровную поверхность сделать гладкой, достаточно обработать её шлифтиком (инструмент с увеличенным до 60 градусов наклоном ножа для чистового строгания труднообрабатываемой древесины) и фуганком. Чтобы устранить неровности или снять более толстый слой, потребуется обработка шерхебелем. Последний оснащён узким (шириной 33 мм) выпуклым ножом с овальным лезвием, способным снимать за один проход стружку толщиной до 3 мм. После этого пласть надо выровнять шлифтиком и «выгладить» фуганком.
ЗАЧИСТКА ТОРЦОВ
При зачистке торцов заготовок рубанком водят в направлении «от себя», совершая им короткие толчки. В этом случае волокна древесины разрезаются поперёк, что требует несколько больших усилий и применения очень острого ножа. Чтобы избежать скола у кромки, в направлении которой ведётся обработка торца заготовки, на этой кромке можно предварительно снять фаску. А лучше сначала обработать до середины одну половину торца, а затем, развернув заготовку на 180 градусов, — вторую его половину.
ПРЕЦИЗИОННЫЙ РУБАНОК
В современных рубанках с металлической колодкой нож обычно фиксируется винтом.
Другим винтом (установочным) можно настраивать рубанок на требуемую толщину снимаемой стружки с точностью до сотых долей миллиметра.
Кроме того, такие рубанки оснащены так называемым регулятором наклона ножа, позволяющим быстро, всего лишь нажатием большого пальца руки на соответствующий рычажок правильно установить лезвие ножа относительно подошвы рубанка.
Правильное хранение рубанка
Больше чем во время работы лезвия портятся от соприкосновения с посторонними предметами, когда рубанком не пользуются. Во время перерывов в работе рубанок следует класть на боковую сторону или передней частью подошвы на деревянную подставку. При длительном хранении или при транспортировке рубанка в ящике для инструментов нож следует убрать внутрь колодки.
Как пользоваться рубанком (фуганком, шлифтиком) – примеры в картинках.
Фото 1.
Зафиксировав в тисках верстака нож рубанка с выставленным стружколомом, слегка затягивают винт. После расклинивания стружколом фиксируется сам за счёт своей пружинистости.
Фото 2.
Вставляют нож в леток рубанка и сначала только от руки закрепляют клин в его направляющих.
Фото 3.
Чтобы определить, правильно ли выставлен нож (его лезвие должно быть параллельно плоскости подошвы рубанка и слегка выступать над ней), надо просто перевернуть рубанок и оценить взаимную параллельность лезвия ножа и подошвы на глаз. Чтобы подрегулировать (если надо) положение ножа, освобождают клин, выставляют нож правильно и снова фиксируют его клином.
Фото 4.
Отстрогать узкую кромку удобнее с помощью, например, отрезка доски, прижатого к заготовке, или строгать одновременно кромки нескольких тонких досок, собранных в пакет. В этом случае увеличивается опорная поверхность для подошвы рубанка.
Фото 5.
Шерхебелем можно снять за один проход более толстый слой материала.
Фото 6.
Чтобы кромка не получилась закруглённой, рубанок нужно держать ровно, не наклоняя в какую-либо сторону.
Фото 7.
Пласти заготовок небольшой длины получаются очень гладкими с шелковистым блеском уже после обработки одним только шлифтиком.
Фото 8.
Строгать торец заготовки будет значительно легче, если держать рубанок под углом к пластям заготовки.
Фото 9.
Широкие деревянные накладки, прикреплённые струбциной к обеим кромкам заготовки, исключат сколы при обработке торца.
Фото 10.
При строгании пластей необходимо постоянно проверять стальным угольником их обрабатываемую поверхность.
Фото 11.
Широкие деревянные накладки, прикреплённые струбциной к обеим кромкам заготовки, исключат сколы при обработке торца.
Фото 12.
При обработке заготовок большой длины лучше всего зарекомендовал себя фуганок, которым можно строгать даже навстречу волокнам.
У кого не работает слайдшоу с фото – вот ссылка на фото-альбом
По материалам старейшего (издается с 1998 года) журнала для мастеров Сам себе мастер.
Реклама
Ниже другие записи по теме "Как сделать своими руками - домохозяину!"
Подпишитесь на обновления в наших группах.
Будем друзьями!
kak-svoimi-rukami.com