Аргонная сварка — выполнение собственными руками. Как сделать самому аргонную сварку
Аргонная сварка своими руками – как сделать аргоновую сварку, схема, фото
Для выполнения сварочных работ с деталями из нержавеющей стали, цветных металлов и сплавов на их основе (алюминий, медь, бронза и др.) необходимо использование специального аппарата и защитного газа (чаще всего в этих целях применяют аргон). Из-за высокой стоимости оборудования и профессиональных услуг по выполнению таких сварочных работ у многих возникает вопрос о том, возможна ли аргонная сварка своими руками – при помощи самодельного технического устройства.

Самодельный аппарат для аргонной сварки
Действительно, сделать и эффективно использовать такое устройство можно, о чем свидетельствуют многочисленные фото и схемы подобных аппаратов в интернете.Для того чтобы со знанием дела изготовить устройство для аргоновой сварки и получать с его помощью качественные и надежные сварные швы, необходимо сначала разобраться в том, что собой представляет данная технология соединения деталей из цветных металлов и легированных сталей. Она имеет много схожего и с электродуговой, и с газовой сваркой, но существенно отличается от них по своим ключевым принципам.
Для чего необходим газ при выполнении сварки
При нагревании и расплавлении легированные стали и цветные металлы вступают в реакцию с кислородом и другими газами, содержащимися в окружающем воздухе. В результате на поверхности таких металлов формируется тугоплавкая оксидная пленка, а алюминий, взаимодействуя с кислородом в расплавленном состоянии, может даже возгораться. Этот негативный фактор приводит к значительному ухудшению качества сварного шва, который становится пористым и неоднородным.
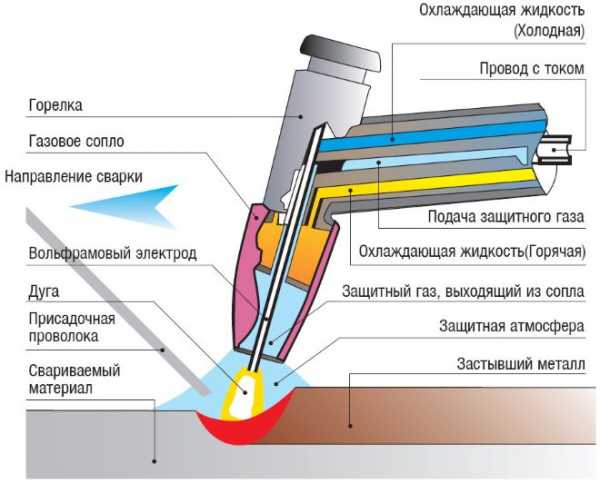
Схема процесса сварки в среде защитного газа
Избежать таких проблем позволяет использование инертного газа аргона, при помощи которого защищают область выполнения сварочных работ.Применение этого газа, который обладает большей массой, чем кислород, и практически не вступает в реакции с другими химическими элементами, позволяет не только вытеснить все газообразные составляющие окружающего воздуха из зоны сварки, но и сформировать в ней поток токопроводящей плазмы, которая способствует более эффективному и быстрому расплавлению кромок соединяемых деталей.
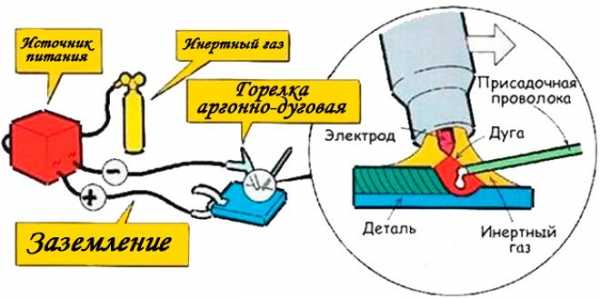
Общая схема аргонодуговой сварки
Аргонодуговая сварка может выполняться различными типами электродов: неплавящимися, изготавливаемыми из вольфрама, и плавящимися, химический состав которых должен максимально соответствовать составу соединяемых деталей. По степени автоматизации технологического процесса аргонную сварку подразделяют на ручную (выполняется с использованием вольфрамовых стержней), автоматическую (могут применяться и неплавящиеся, и плавящиеся электроды), а также полуавтоматическую (используется достаточно редко и обладает меньшей эффективностью, по сравнению с двумя первыми методиками).
Комплектующие для самодельного аппарата аргонной сварки
Чтобы своими руками сделать аппарат для выполнения аргонной сварки, потребуются простейшая схема (или фото) данного устройства, а также трансформатор и специальная горелка.

Внутреннее устройство самодельного аппарата для аргонной сварки (нажмите для увеличения)
На выбор мощности трансформатора оказывают влияние характеристики деталей, которые планируется варить при помощи самодельного аппарата аргонной сварки. Напряжение, выдаваемое вторичной обмоткой, должно находиться в пределах 65–70 В (без нагрузки).
Для многих новичков недостаточно будет электрической схемы и рекомендаций по намотке обмоток самодельного трансформатора – для этого необходим опыт выполнения подобных работ. В такой ситуации лучше приобрести готовый трансформатор, характеристики которого соответствуют работе с токами большой величины. Например, подойдет трансформатор от любого электрического сварочного аппарата.
Поскольку в электрической схеме аппарата для аргонной сварки используется постоянное напряжение, необходимо будет изготовить выпрямитель тока. Сделать это несложно.
Важнейшим элементом горелки является зажим (или цанга), в котором фиксируется вольфрамовый пруток. Такой зажим должен быть приспособлен под диаметр электрода приблизительно 2–3 мм.
К обратной стороне зажима припаивают медную трубку диаметром 6 мм, через которую к нему подается напряжение для питания сварочной дуги, а также защитный газ в зону формируемого соединения. Очень важно, чтобы припой, с помощью которого трубку соединяют с зажимом, был высокотемпературным.

Самодельная горелка
Цангу с той стороны, с которой в ней фиксируется вольфрамовый электрод, соединяют с трубкой из керамики или кварцевого стекла. Диаметр последней должен находиться в пределах 8–10 мм. Через такую трубку (ее длина должна составлять приблизительно 5 см) в зону выполнения сварки подается защитный газ. Эта трубка, в центральной части которой располагается электрод, зафиксированный в зажиме, также защищает его от соприкосновения с поверхностью соединяемых деталей.
Порядок изготовления устройства для сварки в среде аргона
Разберемся в том, как сделать своими руками устройство для аргонной сварки, имея в наличии все необходимые комплектующие. В первую очередь изготавливают удобный держатель, для чего используют трубку соответствующего диаметра. Ее обматывают двумя слоями изолирующего материала (стеклоткани), между которыми располагают силиконовый герметик. Такому держателю придают удобную изогнутую форму. К нему крепят микровыключатель, который будет отвечать за открытие и закрытие газового клапана.

Комплектующие для самостоятельного изготовления горелки
К готовой горелке присоединяют трубку диаметром 6–8 мм, через которую к ней будет подаваться защитный газ. Обратный конец такой трубки соединяют с газовым баллоном. Кроме того, к горелке подводят два провода: один – для соединения микровыключателя с газовым клапаном, второй – для подачи сварочного тока к электроду. Сечение питающего провода, который будет работать под серьезной нагрузкой, должно быть не меньше 8 квадратных миллиметров.
Газ, подающийся в зону сварки, должен отключаться не сразу после ее окончания, а спустя некоторое время (5–7 секунд). В аппаратах серийных моделей для аргонной сварки задержку отключения защитного газа обеспечивает специальное электронное устройство, которое не только усложняет конструкцию оборудования, но и делает его дороже. В самодельных устройствах для аргонной сварки, которые отличаются простотой конструкции и бюджетной себестоимостью, такая задержка обеспечивается за счет ручного отключения микровыключателя.
Собираясь изготовить своими руками аппарат для аргонной сварки, имейте в виду, что не следует применять для защиты сварочной зоны смесь газов. Как показывает практика, только чистый аргон (не менее 99% чистоты) может обеспечить получение качественного и надежного сварного соединения.Тонкости выполнения аргонной сварки
У технологии аргонной сварки есть свои тонкости. Рассмотрим их.
Аргон и сварочный ток подводят непосредственно к горелке. Второй питающий провод – массу – подсоединяют к свариваемым деталям при помощи пружинного зажима. Электрическая дуга, за счет которой и происходит расплавление кромок свариваемых деталей и присадочной проволоки, горит между вольфрамовым электродом и поверхностями свариваемых деталей. Присадочная проволока, благодаря которой происходит формирование сварного шва, подается непосредственно в зону действия электрической дуги.
Конец вольфрамового электрода для обеспечения стабильного горения дуги необходимо заточить под конус на длину, равную 2 или 3 диаметрам вольфрамового стержня.

Заточка вольфрамового электрода на наждаке с помощью простейшего приспособления
Сварочную дугу, чтобы не допустить оплавления конца электрода и его загрязнения, зажигают не на поверхности соединяемых деталей, а на специальной угольной пластине.Поскольку потенциал ионизации аргона намного выше, чем у кислорода, азота и металлических паров, для зажигания электрической дуги в его среде необходим источник тока с повышенным значением напряжения холостого хода либо дополнительное устройство, которое называется осциллятор. Такой аппарат, вырабатывающий ток с высокой частотой и повышенным значением напряжения, обеспечивает не только быстрое зажигание дуги, но и ее стабильное горение в процессе выполнения аргонной сварки.
Как известно любому специалисту, формирование сварного шва при выполнении обычной электродуговой сварки осуществляется за счет трех технологических движений, совершаемых электродом: продольного (вдоль оси сварного шва), осевого (вдоль оси электрода) и поперечного (перпендикулярно оси шва). В отличие от данной технологии, аргонную сварку осуществляют только за счет продольного перемещения электрода и присадочной проволоки. Никаких других движений не делают ни при ручной, ни при автоматизированной сварке.
Необходимость строгого соблюдения данного правила объясняется следующим.
- Движение вдоль оси электрода не выполняется по той причине, что он не расплавляется в процессе горения сварочной дуги.
- Движение в поперечном направлении нельзя выполнять из-за того, что в таком случае из-под защиты аргона будет выведена область выполнения сварки, где присутствует расплавленный металл.
Поскольку электрод и присадочная проволока при аргонной сварке не перемещаются в поперечном направлении, сварной шов получается узким и аккуратным, что хорошо видно по фото таких соединений.

Качественный шов – визитка профессионального сварщика
Подбирая присадочную проволоку для выполнения соединений по данной технологии, очень важно обращать внимание на ее химический состав, который должен соответствовать составу свариваемых деталей. Как уже говорилось выше, зажигать дугу при выполнении аргонной сварки следует на угольной платине, а гасить ее необходимо на некотором расстоянии от соединяемых деталей.
Чтобы обеспечить надежную защиту сварочной зоны от окружающего воздуха, необходимо следить за тем, чтобы электрод и присадочный пруток никогда не выходили из зоны действия защитного газа. Для минимизации разбрызгивания расплавленного металла из зоны сварки присадочный пруток вводят в сварочную ванну очень медленно и плавными движениями.
Выполняя аргонную сварку, необходимо внимательно следить за тем, хорошо ли проплавились кромки соединяемых деталей. Определить это можно по форме ванны расплавленного металла: она должна быть вытянута в сторону выполнения сварки, но ни в коем случае не иметь форму овала или круга.
Если хорошо усвоить всю необходимую теоретическую информацию о технологии аргонной сварки и немного потренироваться, то даже с помощью самодельного сварочного аппарата можно получать качественные, надежные и аккуратные соединения.Оценка статьи:
Загрузка...Поделиться с друзьями:
met-all.org
Как сделать аргонную сварку своими руками из инвертора
Аргонная сварка является незаменимым методом, с помощью которого можно создавать неразъемные соединения изделий из цветных металлов, титана, нержавеющей стали и других сплавов. К тому же, данный вид сварки отличается хорошим качеством шва и высокой производительностью. Универсальные возможности аргоновой сварки привлекают и домашних мастеров. Но данное оборудование имеет высокую стоимость, и для домашнего использования практически не покупается. Поэтому все больше мастеров начинают задумываться о изготовлении агрегата аргонной сварки своими руками.
Технология и применение аргонной сварки
Аргоновая сварка немного напоминает обыкновенную дуговую, но для защиты сварочной ванны в ней используется защитный газ — аргон. Данный инертный газ имеет ряд присущих только ему свойств.
- Поскольку аргон тяжелее воздуха на 38%, он хорошо проникает в сварочную ванну и защищает ее от газов, находящихся в атмосфере. Благодаря этому сварочный шов получается без образования оксидной пленки, что улучшает качество соединения.
- Аргон присутствует в воздухе, поэтому он является побочным продуктом, образующимся при получении кислорода и азота из атмосферы, и является самым недорогим среди защитных газов для сварки.

Процесс сварки в среде аргона происходит по следующему принципу. Буквально за 1 секунду до розжига дуги в горелку подается аргон. Сварщик подносит электрод к детали, приготовленной для соединения, и нажимает кнопку включения. Но поскольку для розжига дуги в среде защитного газа требуется его высокая ионизация, то в работу вступает осциллятор.
Осциллятор — это прибор, вырабатывающий высокочастотные и высоковольтные импульсы, способные ионизировать газ и зажечь дугу между электродом и заготовкой.
После розжига дуги в место соединения деталей подается присадочная проволока вручную или в автоматическом режиме. Детали свариваются за счет плавления присадки, металл которой попадает на расплавленные кромки соединяемых заготовок.
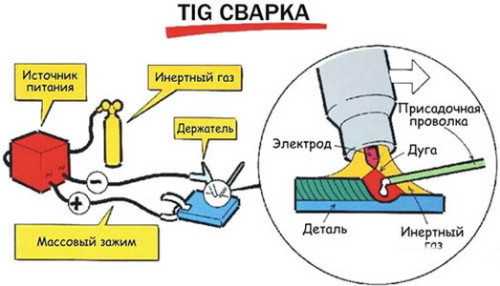
Традиционно под аргоновой сваркой подразумевают соединение металлов с помощью неплавящегося вольфрамового электрода, создающего дугу, и присадки в виде металлического прутка или проволоки. Данный тип сварки имеет международное обозначение “TIG”.

Применяется аргонная сварка в следующих сферах.
- Каркасное строительство. Сварные швы способны выдерживать постоянные нагрузки.
- Соединение разнородных металлов.
- Сращивание практически любых металлов между собой: титана, меди, алюминия, нержавейки, бронзы, латуни, чугуна и т.д. Особенно это важно для автомобилестроения.
- Изготовление декоративных и ювелирных изделий.
Элементы для сборки самодельного аппарата
Чтобы собрать оборудование для аргоновой сварки, потребуются следующие элементы:
- сварочный аппарат постоянного тока или инверторного типа;
- осциллятор;
- блок защиты инвертора;
- горелка;
- баллон с аргоном;
- газовый редуктор;
- газовый шланг;
- сварочные кабели.
Источник тока
В качестве источника тока для TIG сварки можно взять обычный сварочный трансформатор и на его выходе приспособить диодный мост для выпрямления тока. Также можно использовать сварочный выпрямитель. Но для обоих типов аппаратов потребуется добавить еще и осциллятор, который будет способствовать бесконтактному розжигу дуги.

На просторах интернета можно прочитать, что проще всего сделать аргонную сварку из инвертора. Но здесь имеется несколько нюансов. Существуют инверторы, в которых уже встроена возможность для TIG сварки. В таком случае достаточно подсоединить к аппарату рукав с горелкой для аргоновой сварки, подсоединить шланг к баллону с аргоном, и агрегат готов к работе. Но сначала нужно переключить его в режим TIG и выставить необходимую силу тока.
Следует заметить, что в таких инверторах уже встроен осциллятор и необходимая защита.
Инверторы без встроенной функции TIG сварки использовать для этой цели не получится. Даже если к нему подключить внешний осциллятор, то инвертор просто сгорит. Чтобы этого не произошло, понадобится небольшая переделка инвертора, которая заключается в добавлении в его схему блока защиты. Данный блок можно собрать вместе с осциллятором на одной плате и поместить ее в отдельный корпус. Получится небольшая приставка к инвертору.
Осциллятор и блок защиты
Как уже говорилось выше, для сварочного инвертора потребуется специальная приставка для TIG сварки. Ее можно собрать своими руками по схеме, предоставленной ниже.

Данная схема включает блок защиты (расположен слева) и осциллятор. Последний можно приобрести в Китае или собрать самостоятельно. Как собирается приведенная выше схема, можно узнать, посмотрев это видео.
Горелка
Для аргоновой сварки используется специальная горелка, состоящая из керамического сопла и держателя вольфрамового электрода.

Также на горелке расположены кнопка пуска и вентиль для подачи газа. Горелку можно собрать из комплектующих, которых достаточно на китайских сайтах, или там же купить уже готовую (собранную).
Баллон с аргоном
В целях безопасности все баллоны с газом принято окрашивать в разные цвета и наносить на них надписи тоже различных цветов. Ниже приведен рисунок, на котором показаны все разновидности газовых баллонов с соответствующей их содержимому маркировкой и цветом.

Как видно из рисунка, для аргона используют баллоны черного цвета (с белой полосой) либо серого цвета (с зеленой полосой и надписью). Для TIG сварки применяют очищенный аргон. Поэтому понадобится приобрести баллон серого цвета с зеленой надписью “Аргон чистый”.
Совет! Для профессионального использования используются баллоны емкостью около 50 литров, имеющие большой вес. Но для бытового использования будет достаточно баллона на 10 литров, который можно перемещать самостоятельно.
Редуктор
Поскольку газ в баллоне находится под большим давлением, то чтобы подать его на горелку, потребуется редуктор. Данный прибор показывает давление в баллоне и позволяет регулировать скорость потока газа по шлангу, ведущему к горелке.

Редуктор должен подбираться строго под определенный газ, то есть в данном случае – под аргон. Обычно прибор имеет такой же цвет, как и баллон с газом.
Шланг и сварочные кабели
Если собирать рукав для аргоновой сварки самостоятельно, то он получится толстым и плохо гнущимся, поскольку в него нужно поместить электрический кабель и газовый шланг. К тому же, потребуется отдельно приобретать разъемы для подключения к горелке и к инвертору (если использовать инвертор с возможностью TIG сварки). Готовый рукав для аргоновой сварки можно купить там же, где и горелку.
Алгоритм сборки сварочного аппарата
Сборка оборудования для аргоновой сварки из инвертора достаточно проста.
- Подключите к инвертору защитный блок с осциллятором согласно схеме, приведенной выше.
- Кабель массы необходимо подсоединить к клемме осциллятора со знаком “+“. Кабель, который идет к горелке, подключается к клемме со знаком “-”. Для сварки алюминия кабели подключаются наоборот.
- Подсоедините к рукаву с кабелем и газовым шлангом горелку.
- Прикрутите к баллону с аргоном редуктор.
- Газовый шланг необходимо подсоединить к редуктору, установленному на баллоне с аргоном.
- Подключите инвертор к сети 220 В, а осциллятор к блоку питания на 6 В.
После этого собранный своими руками сварочный аппарат TIG будет готов к работе. Но предварительно его следует правильно настроить.
Настройка готового оборудования
Самодельная установка для аргоновой сварки требует следующих настроек.
- Заточите вольфрамовый электрод на точиле, чтобы он стал похож на иглу. Делается это для того, чтобы дуга концентрировалась на конце иглы и не “гуляла” в разные стороны.
- Возьмите горелку и установите в нее вольфрамовый электрод. Диаметр электрода должен соответствовать цанге, в которой он закрепляется.
- Откройте вентиль на горелке и отрегулируйте необходимую скорость потока аргона с помощью редуктора (будет достаточно расхода 12-15 л/мин.), после чего снова закройте вентиль на горелке.
- Включите осциллятор и поднесите горелку с электродом к металлу, к которому подключен кабель массы.
- При нажатии кнопки включения между металлом и электродом на расстоянии около 0,5 мм должна появиться дуга.
- Включите подачу газа и снова нажмите на кнопку. В этом случае дуга должна поджигаться уже на расстоянии 10 мм и более.
После проведения вышеописанных несложных настроек можно сказать, что аппарат c функцией TIG полностью готов к работе.
tehnika.expert
Аргоновая сварка своими руками
Май 23, 2017
Оборудование для аргонодуговой сварки, как правило, имеет достаточно высокую стоимость, поскольку в него входят специальные шланги, горелка, вольфрамовые электроды, а также узел подачи инертного газа. Кроме того, цена инвертора с режимом MMA+TIG достаточно велика. Если нет долговременной потребности в такой технике, а необходимо сделать разовую работу, то вполне можно собрать комплект для аргоновой сварки своими руками из подручных материалов. Мы расскажем, что для этого необходимо, какие нужны детали и инструменты, и как можно сэкономить на покупке дорогостоящих комплектующих изделий.
Из каких узлов состоит оборудование для аргонодуговой сварки?
Прежде чем собирать собственный комплект для аргоновой сварки своими руками, нужно ознакомиться с принципом действия оборудования заводского изготовления. Необходимо отметить, что сварка в инертной среде зачастую предполагает применение смесей газов из-за высокой стоимости чистого аргона и повышенного расхода при сварке деталей большой толщины.
Эти обстоятельства диктуют применение двух баллонов, в одном из которых находится инертный, а в другом углекислый газ. Соответственно, в этом случае, необходимо использовать двойной комплект редукторов и манометров, которые придётся приобрести наряду с баллонами необходимой ёмкости.

Нужно знать, что подача импульсов от осциллятора, которые способствуют быстрому розжигу дуги практически без касания электрода и свариваемых деталей, должна происходить с задержкой относительно подачи защитного газа. Это необходимо для того, чтобы сварка происходила без окисления будущего шва в агрессивной воздушной среде. Для обеспечения этого процесса используется схема задержки подачи импульса при нажатии кнопки старта.
В основном оборудование для сварки в инертной среде состоит из следующих узлов:
- источник питания, которым может быть сварочный трансформатор или инвертор, позволяющий переключать полярность при работе;
- комплект баллонов и редукторов с манометрами для подачи газовой смеси;
- соединительные шланги, с возможностью подачи управляющих импульсов, сварочного тока и инертного газа в зону плавления, снабжённые евроразъёмом;
- горелка с узлом крепления вольфрамового электрода и соплом подачи защитного газа в сварочную ванночку;
- встроенный в источник питания сварочный осциллятор и схема задержки подачи высоковольтного импульса.
Очень важно использовать исправные шланги для подачи газа в зону плавления и надёжно крепить их во избежание утечек, а также обеспечить надёжные электрические контакты силовых и управляющих кабелей.
Процентное соотношение компонентов газовой смеси зависит от типа металлов и подбирается по справочным таблицам. В их состав может входить аргон, гелий и углекислый газ, с суммарным расходом от 6 до 12 л/мин. Тугоплавкие вольфрамовые электроды затачивают определённым способом, крепят в керамическом держателе горелки и по возможности оберегают от загрязнений, существенно влияющих на качество сварки. Состав присадочной проволоки, подаваемой вручную в зону плавления, должен быть как можно ближе к свариваемым металлам или их сплавам.
Необходимые инструменты и комплектующие детали
При выборе комплекта для аргонно-дуговой сварки необходимо исходить из величины затрат, которые вы можете себе позволить. Существует несколько вариантов сборки установки с разным количеством затрачиваемых средств. В одном случае можно собрать установку из уже готовых частей с невысокой стоимостью и в этом варианте вам понадобится простой инверторный источник питающего напряжения с возможностью работы в режимах постоянного и переменного тока сварки. Также нужен комплект шлангов с заводской горелкой и осциллятор для упрощённого розжига дуги. Кроме того, следует озаботиться приобретением схемы задержки подачи тока.
В иных вариантах необходимо будет изготавливать все элементы комплекта своими руками, что, безусловно, обойдётся дешевле, но будет менее надёжным и потребует значительных временных затрат на сборку и настройку оборудования. В обоих вариантах приобретать газовые баллоны, редукторы и манометры совершенно необходимо.

Для сборки нового оборудования понадобится корпус, в котором можно будет закрепить элементы конструкции, эффективную систему охлаждения и контактную группу, поэтому для работы понадобятся следующие инструменты и оборудование:
- мощный вентилятор для охлаждения радиаторов силовых полупроводниковых элементов;
- электродрель или шуруповёрт со свёрлами;
- углошлифовальная машина и ножовка по металлу;
- наждачная бумага, напильники;
- пассатижи, отвертки, гаечные ключи;
- линейка, штангенциркуль и микрометр;
- крепёжный материал или устройство для нарезки резьбы;
- текстолит разной толщины, в том числе и фольгированный;
- мощный паяльник, трансформаторные и соединительные провода соответствующей длины и диаметра;
- мультиметр, осциллограф;
- радиодетали и полупроводниковые элементы.
Перед тем как подбирать комплектующие, необходимо иметь на руках электрическую схему и чёткий план действий по согласованию отдельных узлов будущей конструкции.
Основой комплекта является блок питания, который можно собрать из подходящего по параметрам трансформатора и диодного выпрямителя с ёмкостным фильтром, обеспечивающим напряжение холостого хода от 45 до 60 В и выходным током не менее 120 А. Также необходимо запитать вентилятор охлаждения, схему задержки и высоковольтный осциллятор. Собирать инверторную схему сварочного аппарата нецелесообразно, поскольку эта работа требует опыта при настройке конечного изделия и подборе номиналов радиодеталей.
Сборка и настройка аппарата своими руками
Для создания блока питания используется силовой трансформатор мощностью более 1 кВт, первичная обмотка наматывается проводом с диаметром 0,72−0,9 мм от 320 до 410 витков. Рекомендованные значения для вторичной обмотки из медной шины 15−25 мм2 с количеством витков от 10 до 12 с индивидуальным подбором под необходимые параметры по току и напряжению.
Кроме блока питания, необходимо добиться корректной работы осциллятора, который должен выдавать на выходе напряжение в пределах от 2500 до 6000 В с частотой от 200 до 500 кГц. Именно такие параметры позволяют ионизировать пространство между вольфрамовым электродом и заготовкой, чтобы облегчить розжиг дуги короткого замыкания.
При таком способе, как сварка аргоном, необходимы шланги для подачи газа в зону сварки соединённые с кабелем подачи сварочного тока и управляющего сигнала от кнопки к схеме задержки и газовому клапану. Но самым сложным является изготовление горелки своими руками, поскольку необходимо в одном корпусе разместить кнопку управления, цанговый зажим вольфрамового электрода с подсоединённым сварочным кабелем диаметром 6 мм. Кроме того, необходимо закрепить узел фиксации керамического газового сопла поэтому если есть возможность, то лучше приобрести горелку заводского изготовления наряду с баллонами, манометрами и редуктором.
Последовательность настройки оборудования заключается в проверке работы осциллятора, схемы задержки, газового клапана и сварочных параметров блока питания. Последовательность сварочных работ заключается в выполнении следующих операций, а именно:
- вентилями устанавливается необходимая концентрация газовой смеси и выставляется по манометрам расход от 6 до 12 л/мин в зависимости от тока сварки и толщины заготовок;
- в цанговом зажиме крепится вольфрамовый электрод, который выступает не более 4 мм от среза газового сопла, при этом дуга должна быть не более 2,5−4 мм;
- заготовки фиксируются во избежание сдвига относительно друг друга в процессе работы;
- подбирается проволока и включается инвертор, при этом импульс осциллятора должен подаваться с задержкой на 1−2 сек относительно открытия газового клапана;
- после возникновения стабильной дуги и сварочной ванночки вручную подаётся присадочная проволока в зону шва.
Крайне важно при работе пользоваться защитной маской типа Хамелеон, крагами и специальной одеждой, чтобы избежать ожогов и ущерба для зрения, также необходимо обеспечить электробезопасность при сварочных работах.
Итоги
Мы рассмотрели состав комплекта оборудования для аргоновой сварки и его возможности. Собрать такое оборудование своими руками опытному человеку вполне по силам, но если есть возможность, то лучше покупать готовые блоки и на их основе изготовить работоспособный аппарат. Это, возможно, более дорогостоящий вариант, но он обеспечит лучшее качество и сэкономит много личного времени.
electrod.biz
Аргонодуговая сварка, собранная своими руками
Благородный аргон служит людям с золотыми руками! Соединение различных цветных металлов: меди, бронзы, титана, алюминия и других, невозможно произвести обычными сварочными аппаратами. Для работ такого рода, применяется специальный вид сварки – дуговая сварка, c использованием аргона (TIG: tungsten inert gas). В качестве используемого газа, наиболее распространено применение аргона, что позволяет называть эту разновидность сварки аргоновая. Готовое оборудование стоит значительную сумму, но, если вы не боитесь трудностей и считаете себя умельцем – аргонная сварка своими руками, вполне реальное дело.
Аргонодуговой сваркой можно заварить практически все
Принципы работы аргонодуговой сварки
Электрическая (дуговая) и газовая, сварки, при смешении дали нам аргонодуговую сварку. Электрическая дуга термически воздействует на края металлов, а плазма, получающаяся при отщеплении электронов от аргона, за счет его высокой ионизации, приводит к плавлению материала. Аргон, так же служит защитной средой, для соединяемых металлов, предохраняя шов от попадания различных примесей из воздуха, что делает его не только ровным, но и очень прочным. Кроме высоких качественных характеристик швов, к достоинствам этой сварки относится и возможность использования в любом положении, что бывает необходимым при сваривании труб, деталей автомобилей и других высокотехнологичных изделий. Возможность выполнения швов различной конфигурации – дополнительный бонус. Недостаток, которым обладает аргонно дуговая сварка – невысокая (в сравнении с другими видами сварки) скорость процесса.
Некоторые тонкости
Перед работой, вольфрамовый электрод необходимо заточить под небольшим углом. Выполняется это своими руками, на заточном станке, постоянно вращая стержень вокруг своей оси. Учитывая, что форма электрода влияет на глубину проварки и качество шва, заостренный электрод максимально увеличит эти показатели.
Аргоновая сварка подразумевает использование присадки – металлической проволоки из соответствующего материала, для заполнения сварочной ванны. Расположение присадочной проволоки впереди горелки, под небольшим углом к поверхности и плавная, аккуратная подача, обеспечит узкий, ровный шов. Если толщина свариваемых деталей невелика, присадка необязательна.
В процессе работы, электрод необходимо держать максимально близко к поверхности, примерно 2 мм, для возникновения маленькой дуги. Минимальная дуга обеспечивает оптимальную глубину соединения и тонкий шов.

Сварка требует много терпения
Разновидности TIG
Аргонная сварка проводится при помощи плавящегося и неплавящегося электродов, неплавящийся электрод изготавливается из вольфрама, как исключительно тугоплавкого материала. Он используется в качестве высокотемпературного проводника тока. Существует несколько разновидностей аргоновой сварки.
- Ручная аргонодуговая сварка с помощью неплавящегося электрода – РАД
- Автоматическая аргонодуговая сварка с помощью неплавящегося электрода – ААД
- Автоматическая аргонодуговая сварка с помощью плавящегося электрода — ААДП
Умелые руки – альтернатива затратам
Покупка готового оборудования для аргонодуговой сварки, не является единственной возможностью обладания ею. Этот агрегат возможно собрать своими руками, имея необходимые комплектующие:
- Источник тока. Достаточно стандартного трансформатора для ручной сварки, с постоянным или переменным током.
- Баллон с аргоном. По возможности – наличие манометра.
- Редуктор газовый.
- Клапан газа.
- Специальная аргоновая горелка.
- Осциллятор. Преобразует ток в высокочастотные импульсы, для поджигания дуги. Поджигание путем касания рабочей поверхности нежелательно – слишком низкая ионизация дуги (искра слабо вырабатывается), а электрод загрязнится и окислится.
- Защитная маска.
К редуктору и трансформатору подключается горелка; осциллятор подключается параллельно источнику питания, это не такая уж сложная схема. Масса подается, как при обычном способе сварки.
Все не так уж сложно если есть желание
Если вы обладаете соответствующими знаниями и желанием, можете дополнить и улучшить такой вариант сборки. Приобрести все необходимое можно в специализированных магазинах, на соответствующих сайтах в интернете, или на «блошином рынке». В качестве дополнительного варианта, перетряхните собственные загашники – может найтись много полезного.
Техника безопасности
Самое пристальное внимание при сборке аргонодуговой сварки своими руками, необходимо уделить технике безопасности. Во время сборки конструкции все элементы питания должны быть выключены из сети. Убедитесь в исправности используемых агрегатов: рабочей резьбы на накидных гайках, надежности присоединения шланга для подачи газа, редуктора для аргона. Все корпуса используемого оборудования должны быть заземлены кабелем, с сечением не менее 25 мм.
Проведите ревизию обмотки силовых кабелей. Пользуйтесь только надежными, заизолированными электродержателями, чтобы не допустить соприкосновения тока с рабочими поверхностями или руками. Перед проведением пробного пуска, обеспечьте надежную вентиляцию помещения – аргон, ядовитый газ, способный вызвать отравление.
Не рискуйте своими руками и другими важными частями тела – обязательно применяйте спецодежду, защитные перчатки и маску. Недопустимо присутствие синтетических легкоплавких материалов, которые могут быть прожженны брызгами жидкого металла. Предпочтительна грубая обувь, на толстой подошве. Для защиты рук оптимальными будут перчатки из толстой кожи, они не стеснят движения и надежно сохранят руки.
Рабочие моменты
Показателем правильности настройки горелки, является малое шипение аргона при включении. Все задействованные в сварке поверхности должны быть зачищены и обезжирены. Переключатели тока могут быть не только педальные, но и ручные. Последние используются, если аргонно дуговая сварка не предполагает задействования обеих рук. Движения горелки не должны быть поперечными: именно продольное ведение по шву, гарантирует его высокие качества.

Шов должен быть не только качественным, но и красивым
Реально сделать процесс сварки дешевле, если пользоваться услугами организаций, производящих закачку газом опустевших баллонов. Покупать по мере расходования новый баллон с газом, гораздо дороже.
Подведем итоги
Аргонодуговая сварка – универсальное, незаменимое во многих случаях, оборудование, позволяющее выполнять широкий спектр операций, которое можно собрать своими руками. Этот фактор не только сэкономит ваши деньги. Вы сможете реализовать на практике свои способности. Умелые и трудолюбивые не только свернут горы, но и подчинят себе газ.
zavarimne.ru
Самодельная аргоновая сварка: нюансы, которые следует знать
Время от времени возникают такие ситуации, когда нужно сварить трубы из нержавеющей стали. Следует знать, что данный металл сваривать очень сложно. В этом случае нужно использовать аргонодуговую сварку. У специалистов подобные работы стоят очень дорого, потому есть смысл задуматься над тем, как сваривать самодельной аргоновой сваркой. Если нет опыта работы в сварке, то не рекомендуется начинать с соединения цветного металла, так как это непростой процесс, который требует особых навыков. Однако если опыт обыкновенной дуговой сварки имеется, то аргоновая сварка может быть произведена без проблем.
Устройство аппарата для аргоновой сварки.
Аргонодуговая сварка является гибридом электрической и газовой сварки. С технологией электрической сварки она схожа тем, что применяется дуга, а с газовой — применением газа.
Дуга будет использоваться в качестве источника нагрева. С ее помощью будут расплавляться кромки металла и производиться сваривание.
Процесс аргоновой сварки.
В процессе сварки цветные будут окисляться при взаимодействии с кислородом. Кроме того, на них могут негативно влиять различные примеси, которые присутствуют в воздухе. В результате этого шов может получиться непрочным. Чтобы была возможность обеспечить защиту заготовки от воздействия подобных примесей, следует использовать инертный газ аргон. Данный газ весит на 38% больше воздуха, потому с легкостью способен исключать кислород из сварочной зоны и качественно изолировать сварочную ванну от воздействий атмосферы.
Подача газа в сварочную зону производится за 20 секунд до загорания дуги. Завершить подачу нужно через 8-10 секунд после окончания работы. Аргон не будет взаимодействовать с соединяемым элементом и другими газами в месте горения дуги, потому он называется инертным. Однако следует знать, что в процессе сварки на обратной полярности от аргоновых атомов с легкостью будут отделяться электроны, в результате чего весь аргон превратится в плазму, проводящую электричество.
Схема дуговой сварки.
Аргоновая сварка может производиться как с помощью использования плавящегося электрода, так и при помощи неплавящегося электрода. В последнем случае понадобится использовать электрод из вольфрама, так как этот материал сложно расплавить. Из вольфрама изготавливаются нити накаливания для лампочек. Диаметр и материал электрода будут зависеть от соединяемых заготовок. Все данные по этому поводу можно найти в специальных справочниках.
Есть 3 вида аргоновой сварки:
- РАД — ручная аргоновая сварка с помощью использования неплавящегося электрода;
- ААД — автоматическая аргоновая сварка с применением неплавящегося электрода;
- ААДП — аргоновая сварка с применением плавящегося электрода.
Процесс аргонодуговой сварки
Таблица дефектов сварочных швов.
В качестве горелки в данном случае будет использоваться неплавящийся электрод из вольфрама, который выходит за пределы конструкции на 3-5 мм. Чтобы подобрать диаметр электрода, нужно учитывать параметры соединяемых элементов. Внутри горелки будет держатель, в который возможно вставить электрод необходимого диаметра и закрепить его.
Вокруг электрода нужно будет надеть сопло, из которого будет исходить газ в процессе сварки.
Для варки будет необходима проволока из того же металла, что и соединяемые элементы.
Перед произведением работ основание соединяемых элементов понадобится очистить от окислов и грязевых отложений. Это можно произвести механическим или химическим методом.
Прежде всего на соединяемый элемент нужно подать массу, как и в случае с обыкновенной дуговой сваркой. Если заготовки небольших размеров, то массу можно подать на ванну или стол из железа. Проволоку в цепь включать не нужно, она должна подаваться дополнительно.
Метод аргоновой сварки с применением плавящегося электрода.
В одну руку мастер должен взять горелку, а в другую — проволоку. На горелке чаще всего располагается кнопка подачи тока и аргона. Подачу газа следует включить за 20 секунд до начала работ. Силу тока нужно подбирать в зависимости от соединяемых заготовок или исходя из личного опыта. Горелку с электродом нужно опустить максимально близко к основанию соединяемых заготовок. Рекомендуемое расстояние в данном случае — 2 мм. Электрическая дуга возникнет между концом электрода и металлом, она будет плавить кромки соединяемых элементов и присадочную проволоку.
Неплавящий электрод из вольфрама должен находиться на минимальном расстоянии к заготовке, чтобы была возможность сделать дугу небольшой длины. Чем большей будет дуга, тем меньшей получится глубина плавления элемента и хуже качество шва. При дуге больших размеров напряжение возрастет, а качество шва ухудшится.
Нюансы, которые следует знать
Режимы аргонодуговой сварки меди.
Необходимо на небольшой скорости провести горелкой по шву, после чего подать проволоку. В данном случае поперечных движений делать не нужно. От навыков мастера напрямую зависят качество и внешний вид получаемого шва.
Следует знать, что быстрая подача проволоки может привести к разрушению металла. Потому ее нужно подавать аккуратно и не спеша. Рекомендуется размещать проволоку в передней части горелки под углом к соединяемому основанию. Таким образом можно будет получить качественный шов небольшой ширины.
Зажигать дугу в процессе сварки неплавящимся электродом нельзя методом касания о соединяемое основание. На это есть следующие причины:
- Высокий потенциал ионизации газа не даст возможности тщательно ионизировать зазор между соединяемыми основаниями и электродом за счет искры, которая образуется от касания. В случае сварки плавящимся электродом ситуация будет следующей: после касания электрода об основание в месте сварки появятся пары железа, потенциал ионизации которых в несколько раз ниже, чем у газа. Именно поэтому дуга зажжется.
- За счет касания электрода основания соединяемых элементов он загрязнится.
Схема движения электрода.
Чтобы зажечь дугу в процессе аргонной сварки электродом, следует использовать осциллятор, который можно подключить вместе с источником питания.
С помощью осциллятора на электрод можно будет подавать импульсы с высокими частотами, за счет которых ионизируется зазор дуги. Если частота в электросети равна 55 Гц, а напряжение будет 220 В, то осциллятор сможет улучшить данные показатели и подать напряжение в 3000-5000 В с частотой 200-450 Гц. Таким образом можно будет с легкостью зажечь электрод.
Если производится соединение цветных металлов небольшой толщины, то можно обойтись без присадочной проволоки.
Элементы, которые будут использоваться в процессе аргонной сварки
Для аргоновой сварки не хватит стандартного устройства дуговой сварки, но можно сделать некоторые самоделки, которые помогут произвести процесс соединения элементов правильно.
Основные типы сварных соединений.
Для подобного типа сварки будут необходимы следующие элементы:
- Трансформатор. Подходит обыкновенная сварочная конструкция с напряжением холостого хода 60-70 В, который применяется для соединения металлов дуговым способом.
- Силовой контактор, который сможет подавать напряжение сварки на горелку.
- Осциллятор.
- Приспособление, которое сможет отрегулировать время обдува газом. Как уже говорилось ранее, аргон надо будет зажечь заранее, а по окончании сварочного процесса газ должен подаваться еще 20 секунд. Для данной задержки используется регулятор.
- Горелка для аргоновой сварки.
- Баллон с газом, в котором должен быть редуктор.
- Электроды из вольфрама.
- Прутья необходимого диаметра.
- Дополнительный трансформатор, который применяется для питания коммутирующих конструкций.
- Выпрямитель для питания коммутирующих конструкций постоянным током напряжением 24 В.
- Газовый электроклапан. Если используется постоянный ток, то напряжение должно быть 24 В. Если же применяется переменный ток, то рекомендуемое напряжение — 220 В.
- Реле для осциллятора и контактора.
- Индуктивный фильтр. Используется для защиты трансформатора сварки от высоковольтных импульсов, которые посылаются осциллятором.
- Амперметр, с помощью которого можно измерить сварочный так.
- Аккумулятор от автомобиля (55-75 Аh). Можно использовать как рабочий, так и неисправный. Его понадобится включать в цепь для того, чтобы была возможность сократить постоянную составляющую тока, которая всегда появляется в процессе сварки на переменном токе.
- Защитные очки.
Самодельная сварка выполняется при помощи использования данных элементов. Их можно приобрести в магазине или сделать своими руками.
Существующие режимы аргоновой сварки
Для надежного соединения элементов важно произвести подбор подходящего режима сварки.
Обозначения сварных соединений.
Полярность и направление тока можно выбрать исходя из свойств соединяемых элементов. Основные стали нужно сваривать на постоянном токе с прямой полярностью. Алюминий, магний и остальные цветные металлы свариваются на обратной полярности или переменном токе. Чтобы по минимуму разогреть электрод и тщательно проплавить деталь, следует использовать прямую полярность.
Ток сварочного процесса нужно определять исходя из свойств элементов и электродов. Расход аргона будет зависеть от скорости существующих потоков воздуха. Если сваривание деталей производится внутри закрытого здания, то расход будет незначительным. Если сваривание элементов выполняется в условиях ветра, то расстояние между электродом и заготовкой нужно будет увеличить, так как поток воздуха может с легкостью снести используемый газ.
В процессе нагрева алюминиевых сплавов на основании возникнет пленка, которую будет тяжело расплавить. Данная пленка может быть разрушена путем соединения на обратной полярности. Аргон будет выступать не только газом для защиты, но и сможет быть плазмой проводки электричества.
При использовании аргоновой сварки можно будет получить качественный шов, глубина проплавления которого будет одинаковой. Это является значительным преимуществом при сварке тонкого металла, к которому есть доступ только с одной стороны.
Сваривать аргоновым способом непросто, потому важно знать все нюансы.
moyasvarka.ru
Аргонодуговая сварка своими руками: схема сварки (видео)
Немногие имеют представление о том, как осуществляется аргоновая сварка своими руками, схема которой довольно проста. Нередко в сварочном деле организуется соединение металлических изделий с применением различных защитных газов. Углекислота и аргон в данной ситуации применяются чаще остальных газов. Аргонодуговая сварка отлично подходит для соединения цветных металлов и легированной стали. Зачем нужно использовать аргон? На поверхности цветных металлов имеется пленка, которая может вступать в реакцию с кислородом окружающего воздуха. Образующиеся окислы ухудшают качество сварного соединения. Как проводится сварка с применением аргона?
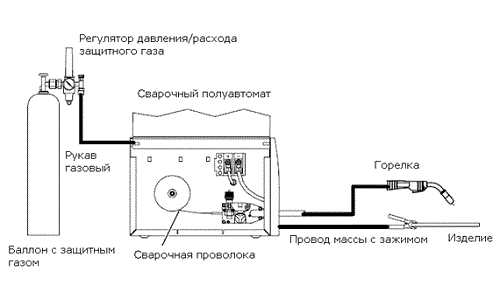
Фото 1. Схема аппарата для аргоновой сварки.
Особенности сварки с применением аргона
Аргон входит в группу инертных газов. Это значит, что он имеет низкую химическую активность, то есть не вступает в реакции со многими другими веществами. Сварка аргоном имеет свои преимущества. К ним можно отнести:
- возможность без труда сваривать алюминий, медь, чугун, нержавеющую сталь;
- возможность окрашивания поверхности свариваемого изделия после формирования сварного шва;
- хорошее качество сварного шва.
Кроме того, при наличии каких-либо видимых дефектов по окончании работы можно их убрать путем наложения второго сварного шва поверх первого. Для данного вида работ предпочтительнее использовать электроды из вольфрама. Этот металл имеет высокую температуру плавления. Для этого понадобится специальная горелка. Сварка в среде аргона может выполняться несколькими способами: ручным, полуавтоматическим, автоматическим. Отличие автоматизированного процесса заключается в наличии специального механизма, который подает сварочную проволоку в рабочую зону.
Фото 2. Схема подключения оборудования для сварки.
При автоматическом процессе всю работу выполняет оборудование. Сварщик же наблюдает и контролирует процесс, задавая определенный режим работы.
Для осуществления сварочных работ потребуется специальное оборудование. При ручном и полуавтоматическом процессе в последнее время чаще всего используются инверторы.
Можно применять и трансформаторы. Если соединение металла требуется проводить с помощью неплавящихся электродов, то оборудование должно включать в себя саму горелку, источник тока, стабилизирующее устройство, устройство управления за сварочным процессом. Газ подается в сопло горелки через шланги от баллонов.
В силу всего это сварщик должен иметь в наличии достаточный объем газа. Схема сварочного оборудования представлена на фото 1.
Вернуться к оглавлению
Полуавтоматическая сварка
Совсем недавно стала использоваться полуавтоматическая сварка с применением аргона. Сварочные аппараты для этого процесса бывают стационарными, передвижными, переносными. В чем положительные стороны этого типа сварочных работ? Во-первых, благодаря полуавтомату можно соединять тонкий листовой металл, который имеет толщину менее 0,5 мм.
Во-вторых, оптимальное соотношение цены и качества сварного шва. В-третьих, имеется возможность паять оцинкованные изделия, не повреждая при этом само цинковое покрытие. Если используется аргон, то такой процесс еще называется MIG-сваркой. Процесс соединения металла происходит за счет расплавления проволоки. В большинстве случаев применяется проволока на основе марганца и кремния.
Фото 3. Процесс аргонодуговой сварки.
Как осуществляется аргонная сварка своими руками? В первую очередь необходимо подготовить инструменты и сварочный аппарат. Инвертор подсоединяется к источнику тока. При этом обязательно должна соблюдаться полярность.
При сварке в облаке аргона используется прямая полярность. Это означает, что на горелке должен быть «+», а на металлической поверхности — «-». Схема подключения оборудования показана на фото 2. Справа представлена прямая полярность, слева — обратная. Для регулирования поступления аргона из баллонов непосредственно в сопло горелки понадобится газовый редуктор, включающий в себя 2 манометра.
В настоящее время имеется большой ассортимент полуавтоматов. Каждый из них подходит для определенного типа сварочных работ. Есть и универсальные агрегаты.
Вернуться к оглавлению
Технология процесса
Чтобы соединить металлические детали и получить крепкую конструкцию, необходимо четко придерживаться схемы работы. На начальном этапе нужно подготовить поверхность металла. Для этого понадобится очистить его от грязи, пыли, масла, горючих веществ. Делать это можно при помощи простой ветоши, щетки или пескоструйного аппарата. Чтобы избежать образования пор, трещин и других дефектов, целесообразно проводить травление металла и его обезжиривание. На следующем этапе включается в сеть рабочее оборудование. Источник тока должен быть надежным, в противном случае аппарат будет работать плохо.
Если проводится сварка алюминия, то целесообразно использовать алюминиевую проволоку. Если это нержавейка, то проволока должна быть тоже из легированной стали. Сила используемого электрического тока подбирается исходя из толщины металла. Нужно помнить, что малая сила тока не обеспечит нужного результата.
Устройство горелки для аргоновой сварки.
Если требуется сваривать алюминиевые материалы толщиной 3 мм, то подойдет проволока диаметром 2-3 мм, сила тока при этом должна составлять 180 А. В этом случае шов может быть один. При толщине листов 6 мм и более потребуется сделать несколько швов. Оптимальный режим работы полуавтомата можно подобрать, прочитав инструкцию по его применению.
После всего этого сварщик обязан проверить исправность оборудования, а также отрегулировать наконечник горелки. Диаметр наконечника должен превышать толщину проволоки на 1-2 мм. Расположение горелки при сварке показано на фото 3.
Важно, что непосредственно перед соединением металла рекомендуется испробовать режим на каком-либо ненужном изделии. Если дуга горит равномерно и получается ровный сварной шов, то работу продолжают на основном изделии.
Вернуться к оглавлению
Необходимый объем защитного газа
На расход защитного газа аргона влияет несколько факторов. К ним можно отнести скорость движения воздуха (силу ветра) и скорость подачи газа. Не рекомендуется проводить аргонодуговую сварку на открытом воздухе, потому что расход аргона будет выше. Если работы проводятся в помещении, то газа потребуется значительно меньше.
Интересен тот факт, что при наличии ветра требуется увеличить расстояние между электродом и поверхностью металла. В возникшей ситуации можно применять специальные сопла для горелки, которые имеют мелкие ячейки.
Нередко используется сразу несколько газов одновременно. При этом в газовую смесь, помимо аргона, вносят еще кислород. Его доля составляет не более 5%. Зачем это необходимо? Значение кислорода в данном случае сводится к защите изделия от влаги и других вредных примесей. Аргон не справляется с этой задачей. Установлено, что добавление в смесь кислорода снижает пористость металла.
Вернуться к оглавлению
Меры безопасности и необходимое оборудование
Сварочная маска необходима для того, чтобы защитить глаза во время сварки.
Любая сварка представляет потенциальную опасность для работника и окружающих людей. Негативными факторами этого процесса являются следующие:
- возможность удара электрическим током;
- ультрафиолетовое излучение;
- инфракрасное излучение;
- выделение вредных газов;
- шум;
- нагревающий микроклимат.
Чтобы защититься от всех их, сварщик должен работать в средствах индивидуальной защиты (рукавицах, маске, одежде, обуви). Обязательно должно быть сделано заземление. Можно использовать только исправное сварочное оборудование. При необходимости переноса инвертора или трансформатора в другое место нельзя браться за шланг. Для уменьшения скопления вредных газов обязательно должно быть организовано проветривание или искусственная вентиляция.
Для проведения сварочных работ в наличии сварщика должен иметься полный набор оборудования, инструментов и материалов. Он включает в себя сварочный аппарат, электроды или проволоку нужной толщины, источник питания, молоток, осциллятор (при необходимости), баллоны с аргоном, щетку, зубило, средства индивидуальной защиты.
Таким образом, с помощью аргона можно добиться отличного качества сварного соединения. Это достигается за счет его химической инертности.
expertsvarki.ru
Аргонная сварка - выполнение своими руками

Часто при изготовлении ряда изделий возникает необходимость соединения различных цветных металлов, например, меди, алюминия, а так же легированных сталей. Выполнить подобные работы наиболее распространенными видами сварочных аппаратов – газовым и электродуговым не представляется возможным по ряду причин, обусловленных принципом их работы. На помощь для решения подобной проблемы приходит так называемая аргонная сварка, которая имеет второе название – аргонно-дуговая.
О принципе ее действия, необходимых расходных материалах, особенностях выполнения сварных швов своими руками и пойдет речь в нашей статье.
Особенности и принцип работы аргонной сварки
К явным преимуществам аргонной сварки можно отнести полное отсутствие шлака при выполнении шва, а это, в свою очередь, приводит к его высокому качеству и максимальной чистоте в умелых руках.

Кроме этого применение подобного вида соединения позволяет выполнить сборку изделий, состоящих из различных металлов, а так же позволяет выполнить швы сложной геометрической и пространственной формы.
Принципиально процесс работы аргонно-дуговой сварки состоит в следующем. На центральный электрод, который может быть как плавким, так и неплавким (вольфрам), подается электрический ток постоянного или переменного напряжения. Выбор конкретного вида токопроводящего стержня и электрического тока зависит от вида соединяемых металлов. Для обеспечения высокого качества шва, отсутствия шлака, связанного с отсутствием или сильным ограничением в зоне сварки количества кислорода, предназначена небольшая металлическая трубка с конусным наконечником, по которой подается инертный газ, обычно – аргон или гелий. Кроме него возможно использование и активных газов, таких как водород, азот и углекислый газ.

Высокая относительная масса этого газа позволяет ему вытеснить воздух из зоны горения дуги, предотвратив тем самым окисление получаемого шва. С целью заполнения сварочной ванны при работе с металлами достаточной толщины в область работы дополнительно вводят электрод – кусок проволоки небольшой толщины. При работе с деталями небольшой толщины дополнительный металл в рабочую зону не вводят.
Для выполнения соединения деталей аргонно-дуговой сваркой необходимо обеспечить как наличие газа, так и источник электричества, способствующий образованию электрической дуги, которая и позволяет достичь рабочих температур прогрева металлов. Газ, как правило, приобретается в специальных баллонах и хранится под определенным давлением, позволяющим нагнетать его в зону сварки. Специализированные организации производят закачку газа в опустевшие емкости. Это гораздо дешевле, чем приобретение новых емкостей после выработки приобретенного объема.
Кроме источника газа для осуществления этого вида сварки нельзя обойтись бес сварочного аппарата, который позволяет получить рабочий ток постоянный, переменный или импульсный.
К источнику напряжения традиционно подключаются два кабеля. Один – «масса» присоединяет отрицательный электрод к одной из соединяемых деталей. Он оснащается достаточно мощным зажимом, позволяющим зафиксировать его на металлах различной толщины.

Второй кабель оснащается рабочей форсункой для подачи газа с расположенным в ее центре сменным электродом, непосредственно образующим электродугу при сварке.

Рабочие моменты
Для управления процессом подачи электрического тока существуют несколько видов выключателей. Одни из них располагаются непосредственно на рукоятке с рабочим соплом.

Другие — педальные позволяют осуществлять процесс ногой.

Это связано с тем, что процесс соединения деталей аргонной сваркой предполагает участие обеих рук сварщика. Рабочая осуществляет поддержание дуги в рабочих параметрах, а не рабочая позволяет вводить дополнительный присадочный металлический стержень в зону работы.

В этом случае управлять процессом подачи электроэнергии удобно именно ногой.
Применение данного вида сварки может осуществляться как в ручном, так и в механическом режимах, что позволяет значительно увеличить качество работы и ее производительность.
При втором способе происходит постепенное перемещение рабочих частей сварочного аппарата с постоянной подачей в рабочую зону присадочной проволоки. Для начинающих сварщиков следует отметить один нюанс:
Перед установкой вольфрамового электрода непосредственно в рабочую форсунку необходимо выполнить его заточку под небольшим углом.

С этой целью приобретенные сменные элементы обрабатывают на заточном станке, постоянно поворачивая стержень вокруг своей оси.

Следует обратить внимание на то что форма электрода влияет на глубину проварки и форму шва.
Благодаря заостренной форме электрода можно добиться максимального качества работы и идеальной формы шва.

При выполнении аргонно-дуговой сварки необходимо постоянно помнить о соблюдении правил безопасности. Обязательными элементами являются наличие защитной плотной одежды и обуви, препятствующих повреждению кожного покрова тела. Категорически запрещается использование синтетических легкоплавких тканей, которые могут быть повреждены жидким металлом, отлетающим из рабочей зоны в виде брызг. Процесс дугообразования сопровождается и световым излучением высокой интенсивности. Защиту глаз осуществляют с помощью удобных очков или маски.

Выполнение сварочных работ не рекомендуется без использования рабочих перчаток. Лучшим материалом для этого аксессуара является прочная кожа достаточной толщины. Она не только защищает руки сварщика, но и позволяет контролировать процесс сварки.
Уважаемые читатели, комментируйте статью, задавайте вопросы, подписывайтесь на новые публикации - нам интересно ваше мнение :)
Статьи, которые Вам будут интересны:
nashakrepost.ru