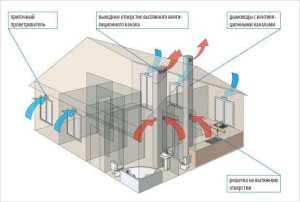
Основные электроды для сварки стали. Электроды что такое
Электроды для сварки стали
Работая со стальными материалами, важно правильно выбирать электроды для сварки стали. На сегодняшний день их существует достаточное количество, причем под каждую марку идет свой вид.
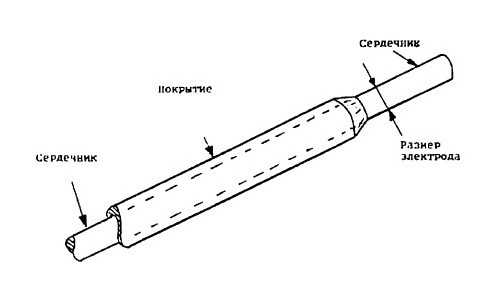
Схема устройства сварочного электрода.
Электрод представляет собой металлический стержень, по которому идет ток, который и обеспечивает сварку деталей.
Подбирая электрод для работы, следует знать ответы на ряд предложенных ниже вопросов:
- Каковы механические особенности рабочего материала?
- Каким должен получиться шов: показатель на разрыв, удлинение при нагревании, угол изгиба, ударная вязкость.
- Какой наиболее удобный способ сварки в конкретном случае?
- Рабочее напряжение тока.
Все эти нюансы помогают решить вопрос в правильном подборе электрода, что крайне важно, если есть желание получить по-настоящему качественное изделие.
Основные марки электродов
Сварка углеродистых сталей на сегодняшний день достаточно популярна, потому что этот материал используется ныне практически повсеместно. Поэтому производители создают конкретные электроды под определенный вид углеродистой стали.
Классификация электродов для сварки.
УОНИ 13\45 и 13\55. Данная марка характеризуется низкой разбрызгиваемостью, к тому же после выполненных работ, такие электроды легко очищаются от образовавшейся корки из шлаков.
МР-3 и МР-3С. Этот тип популярен среди новичков, так как он отличается рядом высоких технологических особенностей:
- легкость применения при сваривании элементов;
- без затруднений удаляется шлаковый налет;
- легко осуществляется вторичный поджог дуги;
- в работе раскаленный материал практически не разбрызгивается.
Главное удобство данного изделия в том, что этими электродами могут пользоваться начинающие сварщики.
ОЗС — 4,6,12. Данные электроды используются для работ на отдельных поверхностях, что значительно отражается на аккуратности шва. Также они имеют свойство «самоочищаться» от шлаковых образований и хорошо работают с окисленными поверхностями.
АНО-21. Данная марка обеспечивает легкое повторное зажигание дуги, что крайне удобно в работе, особенно если сваркой занимается новичок, к тому же сам металл практически не разбрызгивается. С таких электродов легко снимается шлаковая корка. Данный тип электрода, но только с рутиловым покрытием, часто используют при сложных работах.
Таблица соответствия маркировок электродов по типу покрытия.
Такая востребованность обусловлена тем, что, применяя для сварки углеродистых сталей данные рабочие элементы, получается очень высокое качество свариваемых элементов, в самом процессе не наблюдается перегрев. Также стоит отметить, что во время сварки не образуются трещины, а раскаленный металл не разбрызгивается, соответственно, это препятствует вскипанию ванны.
Кроме этих видов электродов, есть еще несколько марок, которые применимы с другими сталями:
- малоуглеродистыми;
- низкоуглеродистыми;
- легированными;
- нержавеющими;
- высоколегированными.
Для каждого материала можно подобрать сразу несколько марок электродов, причем у отдельных производителей есть универсальные изделия.
Вернуться к оглавлению
Особенности электродов
Есть несколько своих характеристик, которые отличают один электрод от другого, при этом позволяя работать ему с тем или иным видом материала.
Электроды для сварки углеродистых и низколегированных сталей используют тогда, когда углеродистая сталь содержит в себе не более 0,25% углерода и низкоуглеродистый материал имеет показатель временного сопротивления разрыву не больше 590 МПа.
Данный рабочий элемент может быть плавящимся или неплавящимся. К первым относят сварную проволоку, сделанную из различных видов стали, а ко вторым — проволоку, которая сделана из тугоплавких металлов.
Любая марка электрода имеет защитное покрытие, которое предназначено для ионизирования дуги, дабы она была более устойчивой. К тому же такая защита помогает устранить воздействие окружающей среды.
Вернуться к оглавлению
Сварка стальных изделий
Положения электрода при сварке.
Часто можно встретить такое понятие, как легированная сталь. Это означает, что в базовый состав металла вводятся специальные элементы, которые обеспечивают ему новые особенности. Такими добавками зачастую служат медь, никель, хром или азот. Они помогают повысить прочность изделия и свести к минимуму появление коррозии на поверхности металла. Такой показатель обычно обозначается процентами.
Сварка углеродистых и легированных сталей подразумевает под собой наличие специальных электродов, так как из-за измененных свойств меняется и сама кристаллическая решетка металла, значит, в процессе работы могут возникать определенные трудности. Обычно подбор электродов осуществляется при помощи сводной таблицы, где указываются марки, которые допустимы к использованию с легированными сталями. Эти данные регламентированы государственными стандартами. Такими видами считаются Э-70, 85, 100, 125 и 150, где буква «Э» обозначает электрод. Также каждая марка имеет и свое временное сопротивление.
Строгих стандартов к свариваемым швам не предъявляют, кроме того, сколько в них присутствует серы и фосфора. Показатель данных элементов не должен быть больше, чем в 0,035%.
Тщательному контролю подлежат только те сварочные работы, которые проводятся на объектах атомной энергетики.
В этом случае получаемые швы должны отличаться повышенной надежностью, для чего и используются специальные электроды: ЦУ — 2ХМ, ЦЛ — 20,21 и 38.
Отдельного внимания заслуживают и углеродистые стали, так как они характеризуются повышенной сложностью в работе. Если во время проведения работ не соблюдалась техника сварки или неправильно были выбраны электроды, то на шве будут образовываться трещины, которые в последующем кристаллизуются. А это уже снизит прочность стыка.
Вернуться к оглавлению
Некоторые моменты и нюансы
Для работ со сталями есть несколько нюансов, которые в обязательном порядке должны быть учтены. Следует отметить, что при работе с низколегированными сталями, подбирают электрод исходя из такого показателя, как временное сопротивление. Он сопоставляет прочность свариваемого изделия и самого шва. На него следует ориентироваться, потому что важно, чтобы рабочий элемент имел большее сопротивление, нежели само изделие.
Если сварка углеродистых и легированных материалов проводилась неправильно выбранным электродом, то это приведет к тому, что в месте стыка будет возникать скопление напряжения.
Важно, чтобы получаемый стык имел ударную вязкость не меньше, чем рабочий материал. Это одно из требований в грамотной сварке.
Немаловажными являются и условия проведения работ. Если это домашняя сварка, то тут и требования к ней более упрощенные. Но вот на производствах такие процессы могут проводиться при оказании давления, иногда возникает необходимость проводить сварочные работы на высоте, и тогда это уже экстремальные условия.
Подбирают электрод и под имеющееся покрытие, которое может быть основным, целлюлозным, кислым, рутиловым или комбинированным. Поэтому перед тем как приступить к работе, следует тщательно к ней подготовиться, начиная от изучения техники сварки и заканчивая правильным подбором оборудования и всех расходных материалов.
expertsvarki.ru
ЭЛЕКТРОДЫ СРАВНЕНИЯ - это... Что такое ЭЛЕКТРОДЫ СРАВНЕНИЯ?
электрохим. системы, предназначенные для измерения электродных потенциалов. Необходимость их использования обусловлена невозможностью измерения абс. величины потенциала отдельного электрода. В принципе в качестве Э. с. может служить любой электрод в термодинамически равновесном состоянии, удовлетворяющий требованиям воспроизводимости, постоянства во времени всех характеристик и относит, простоты изготовления. Для водных электролитов наиб, часто применяют в качестве Э. с. водородный, каломельный, галогеносеребряные, оксидно-ртутный и хингидронный электроды. Водородный Э. с. представляет собой кусочек платиновой фольги или сетки, покрытый слоем электролитич. Pt и погруженный частично в р-р, через к-рый пропускают Н 2. При адсорбции на электроде образуются адсорбир. атомы Н адс. Электродные р-ции на водородном Э. с. описываются ур-ниями: Н 2 2Н адс 2Н + + 2е (е - электрон). Водородный электрод при давлении водорода р Н2 равном 1 атм (1,01 х 105 Па), термодинамич. активности ионов водорода в р-ре а Н+, равной 1, наз. стандартным водородным электродом, а его потенциал условно принимают равным нулю. Потенциалы других электродов, отнесенные к стандартному водородному электроду, составляют шкалу стандартных электродных потенциалов (см. Стандартный потенциал). Дня водородного Э. с. Нернста уравнение записывается в виде:
где Т - абс. т-ра; F - постоянная Фарадея; R- газовая постоянная. При р Н2 = 1 атм электродный потенциал
Используется в широком диапазоне рН - от значений, соответствующим конц. к-там, до значений, соответствующим конц. щелочам. Однако в нейтральных р-рах водородный Э. с. может нормально функционировать лишь при условии, что р-р обладает достаточно хорошими буферными св-вами (см. Буферный раствор). Это связано с тем, что при установлении равновесного потенциала на платинированной платине, а также при пропускании тока через водородный Э. с. появляется (или исчезает) нек-рое кол-во ионов Н +, т. е. изменяется рН р-ра, что особенно заметно в нейтральных средах. Водородный электрод применяют в широком интервале т-р, отвечающем существованию водных р-ров. Следует, однако, учитывать, что при повышении т-ры парциальное давление водорода падает вследствие роста давления паров р-рителя и обусловленное этим изменение потенциала Э. с. соответствует ур-нию
, где р - барометрич. давление (в кПа), a
s -> суммарное давление насыщ. паров над р-ром (кПа). Возможность использования водородного электрода в орг. средах требует спец. проверки, т. к. Pt может катализировать процессы с участием орг. соед., вследствие чего нарушается равновесие электродной р-ции и электрод приобретает стационарный потенциал, отличный от равновесного. Каломельный Э. с. изготавливают, используя ртуть и р-ры каломели в хлориде калия. Электродная р-ция на этом электроде отвечает ур-нию: 2Hg + 2Сl- Hg2Cl2, а соответствующее ур-ние Нернста имеет вид:
где E0 - стандартный потенциал. В зависимости от концентрации КС1 различают насыщенный, нормальный и децинормальный каломельные Э. с. Эти Э. с. хорошо воспроизводимы, устойчивы и пригодны для работы при т-рах до 80
Химическая энциклопедия. — М.: Советская энциклопедия. Под ред. И. Л. Кнунянца. 1988.
dic.academic.ru
Сварочные электроды: их маркировка и назначение
Общее назначение сварочных электродов
Для качественного прочного соединения металлических конструкций и сплавов применяются сварочные работы. При этом важно правильно подобрать марку электрода. Для этого необходимо знать классификацию электродов, их способы маркировки, области, в которых их рекомендуется применять.
Две большие группы электродов составляют плавящиеся и неплавящиеся, в свою очередь плавящиеся электроды делятся на некоторые подвиды, такие как покрытые или непокрытые (проволока).
Плавящиеся электроды
По типу свариваемых или наплавляемых сталей предусмотрено несколько видов электродов:
-
для сварки углеродистых сталей (маркировка – «У»). Это электроды Э38, Э42, Э46, Э50.
-
легированных (маркировка – «Л»). Это электроды Э70, Э85, Э100, Э125, Э150.
-
теплоустойчивых (маркировка – «Т»). Сварка таких сталей проводится с предварительным подогревом и окончательной термической обработкой швов. Обычно используют электроды, которые не описаны в ГОСТ (например АНЖР-2).
-
для сталей, с особыми свойствами, таких как коррозионностойкие, жаропрочные, жаростойкие (маркировка – «В»). Список типов электродов регламентирован ГОСТ 10052-75.
-
для наплавки поверхностных слоев металла (маркировка – «Н»). Это электроды Э-09М, Э-09МХ, Э-09Х1М, Э-05Х2М, Э-09Х2М1, Э-09Х1МФ, Э-10Х1М1НФБ, Э-10ХЗМ1БФ, Э-10Х5МФ.
Плавящиеся покрытые (обмазанные) электроды
Покрытие или обмазку на сварочные электроды наносят с целью обеспечить хорошее поджигание и устойчивое горение дуги, защиту сварочной ванны от окружающей среды, получить нужные свойства шва, снизить потери при разбрызгивании, увеличить скорость сварочных работ, снизить токсичность газов, выделяемых при сварке, исключить потерю свойств покрытия при хранении.
По толщине обмазки (покрытия), путем вычисления отношения диаметров D (покрытый электрод) и d (стержень) электроды делятся на:
- тонкопокрытые, с соотношением D/d до 1.2, обозначаются буквой «М»;
- электроды с покрытием средней толщины, D/d до 1.45, обозначаются буквой «С»;
- толстопокрытые (иначе, качественные), D/d от 1.45 до 1.8, обозначены буквой «Д»;
- с особо толстым слоем обмазки, D/d больше 1.8, маркированы буквой «Г».
По типу химсостава существует несколько видов покрытия электродов:
- Электроды с кислым покрытием (в составе присутствуют оксид железа или марганца). Этот вид покрытия характеризуется высокой температурой дуги, соответственно, высокой скоростью сварки, однако, оксид марганца очень токсичен и опасен при вдыхании. Обозначаются буквой «А» (DIN – A).
- Электроды с рутиловым покрытием, которые содержат двуокись титана, характеризуются спокойной сварочной ванной, малым количеством брызг, что позволяет накладывать тонкие швы на свариваемые детали. Обозначаются буквой «Р» (DIN – R). Распространены также электроды со смешанным покрытием, к которым относятся рутилово-целлюлозные (РЦ), рутилово – основные (РБ), рутилово – кислые (РА) и рутиловые с железным порошком (РЖ). (DIN – RC, RB, RA и RR соответственно).
- Электроды с основными покрытиями (обозначаются буквой «Б», DIN – B) содержат кальцит, углекислый магний и в малых количествах флюорит. Такие покрытия чувствительны к влаге, поэтому необходимо ответственно отнестись к условиям их хранения. Однако, шов, полученный при использовании этих электродов, обладает отличными механическими свойствами, лишен склонности к появлению трещин и старению и практически не содержит азота и кислорода. Данными электродами производится сварка наиболее нагруженных и ответственных конструкций.
- Электроды с целлюлозным покрытием (обозначаются индексом «Ц») содержат органические вещества, которые при сгорании обволакивают сварочную ванну защитными газами. Их используют при работе в основном с высокопрочными конструкциями, трубопроводами. Они применяются в чаще для сварки вертикально расположенных швов, однако образуют в процессе работы большое количество брызг.
- Электроды, в покрытии которых присутствует железный порошок, применяются при сварке изделий встык с большими зазорами. При использовании таких электродов наблюдается стабильное горение дуги, практически отсутствуют брызги, сварочный шов быстрее охлаждается, сводится к минимуму появление шлака, который легко отделяется от металла.
В маркировке электрода обязательно присутствует указатель (в виде цифры от 1 до 4), либо международное обозначение (схема) на пространственное положение сварочного шва:
1 – любое положение;
2 – любое, кроме вертикальных сверху-вниз;
3 – нижнее положение, горизонтальное и вертикальное снизу-вверх;
4 – нижнее или угловые соединения снизу «лодочкой».
Если положение сварочного шва обозначено схемой, то стрелки указывают его направление в пространстве.
При подборе электродов для разных режимов сварки необходимо учитывать полярность источника постоянного тока и номинальное (базисное) напряжение (Uxx) холостого хода источника питания (переменного тока). Эти параметры на электродах обозначаются цифрой от «0» до «9»:
|
Индекс: |
Используемая полярность |
Uхх |
|
|
Прямая |
Обратная |
||
|
0 |
Нет |
Да |
н/и |
|
1 |
Да |
Да |
50V |
|
2 |
Да |
Нет |
50V |
|
3 |
Нет |
Да |
50V |
|
4 |
Да |
Да |
70V |
|
5 |
Да |
Нет |
70V |
|
6 |
Нет |
Да |
70V |
|
7 |
Да |
Да |
90V |
|
8 |
Да |
Нет |
90V |
|
9 |
Нет |
Да |
90V |
ГОСТ 9466-75, регламентирующий изготовление и маркировку плавящихся электродов, требует, чтобы упаковка содержала все необходимые сведения:
- - -
Е - -
В позиции «1» обозначается тип электрода.
Затем, в позиции «2» указывается его марка.
В позиции «3» либо явно пишется диаметр (в мм.), либо ставится знак Ø, который означает, что диаметр указан отдельно.
Позиции «4» и «5» предназначены для указания назначения и толщины покрытия.
В позиции «6» указан индекс.
Вид покрытия по химическому составу указан в позиции «7».
В позициях «8» и «9» указаны соответственно положение шва в пространстве и цифра, обозначающая род сварочного тока.
Например:
Из маркировки видно: тип электрода – Э46, марка – «ЛЭЗМР-3С», диаметры указаны в таблице, сам электрод с толстым покрытием (иначе называется качественным) применяется для сварочных работ в любом положении углеродистых сталей. В нижней части маркировки указано, что электрод с рутилово-целлюлозным покрытием, возможна сварка как переменным током, так и постоянным обратной полярности.
Таблицы различных индексов (позиция «6») для характеристик металла шва или наплавки различных видов сталей указаны ниже:
Данные индексы отражают различные характеристики и свойства шва или наплавления (непосредственно после сварки, без термообработки), такие как ударная вязкость, удлинение или сопротивление разрыву, указанным типом электрода. Информация берется из ГОСТа 9467-75.
Непокрытые плавящиеся электроды
В настоящее время широко используются электроды без покрытия (или сварочная проволока). Техническими условиями и ГОСТом (2246-70) определены около 80 ее видов. Однако в бытовых нуждах для сварки металлических конструкций из обычного проката или нержавейки используются единицы. Проволока подразделяется на легированную (представлена в ГОСТ 30 марками, содержит до 10% легирующих элементов), низко- (6 типов, с содержанием легирующих добавок до 2,5%) и высоколегированную (41 марка в ГОСТ, содержание легирующих примесей превышает 10%), в зависимости от процента содержания легирующего вещества.
Сварочная проволока обозначается буквами «СВ» в начале маркировки. Затем идет обозначение сотых долей процента углерода, после указывается наименование и процентное содержание легирующего(-их) элементов. Если процентное соотношение не указано явно, то оно находится в пределах от 0.5 до 1%.
Легирующие примеси в составе проволоки обозначаются следующим образом:
|
Литера |
Обозначение в таблице Менделеева (номер) |
Элемент |
|
«А» |
N (7) |
Азот |
|
«Б» |
Nb (41) |
Ниобий |
|
«В» |
W (74) |
Вольфрам |
|
«Г» |
Mn (25) |
Марганец |
|
«Д» |
Cu (29) |
Медь |
|
«М» |
Mo (42) |
Молибден |
|
«С» |
Si (14) |
Кремний |
|
«Т» |
Ti (22) |
Титан |
|
«Х» |
Cr (24) |
Хром* |
|
«Н» |
Ni (28) |
Никель* |
|
«Ю» |
Al (13) |
Алюминий |
|
«Ф» |
V (23) |
Ванадий |
|
«Ц» |
Zr (40) |
Цирконий |
Также в самом конце маркировки могут присутствовать одна или две буквы «А», что означает высокую и очень высокую степень очистки применяемой стали.
Таким образом, маркировка «Проволока 3 СВ04Х19Н9» означает 3-х миллиметровый плавящийся электрод с содержанием углерода – 0.04%, хрома – 19% и никеля – 9%. Проволока с хромом и никелем в составе (в таблице обозначены звездочкой) используется для сварки легированных сталей, устойчивых к коррозии (нержавейка).
Неплавящиеся электроды
Вольфрамовые
Вольфрамовые электроды предназначены для сварки, резки преимущественно в среде защитных газов, таких как аргон, гелий, азот или их смеси. Помимо вольфрама, электрод может содержать различные примеси, которые повышают его износостойкость. Такой вид электродов обеспечивает высокую устойчивость сварочной дуги и позволяет работать с любыми металлами и сплавами.
|
Обозначение |
Режим сварки |
Металл |
Цвет |
|
|
Постоянный ток |
Переменный ток |
|||
|
WP |
Нет |
Да |
Магний, алюминий, сплавы |
Зеленый |
|
WT-20 |
Да |
Нет |
Низколегированная сталь, нержавейка, углеродистая сталь |
Красный |
|
WC-20 |
Да |
Да |
Универсальный. Все виды стали |
Серый |
|
WL-15 |
Да |
Да |
Нержавейка, легированная сталь |
Золотой |
|
WL-20 |
Да |
Да |
Нержавейка и ламинированная сталь |
Синий |
|
WY-20 |
Да |
Нет |
Титан, низколегированная сталь, нержавейка, углеродистая сталь, медь |
Темно-синий |
|
WZ-8 |
Нет |
Да |
Алюминий и магний |
Белый |
Угольные
На рынке присутствуют также другие виды неплавящихся электродов, в том числе угольные и графитовые. Учитывая, что уголь – мягкий материал, для повышения качества и сохранности покрытия в них применяют омеднение. Они применяются преимущественно для работы с тонкими металлами, а также для поверхностной резки , обработки кромок, строжки и т.д.
Изготавливают несколько видов графитовых или угольных электродов, в том числе круглые, соединяемые (бесконечные, с ниппелем), плоские и полукруглые. Круглые и бесконечные электроды содержат в маркировке диаметр электрода от 3 мм до 25 мм, плоские могут быть представлены квадратными или прямоугольными, с различным сечением. В полукруглых (самые универсальные) указывают размеры плоской стороны, радиус окружности и длину электрода.
Существуют также полые электроды, применяющиеся исключительно для строжки, они выпускаются в основном зарубежными компаниями.
Инстаграм
superarch.ru
Электроды — Викизнание... Это Вам НЕ Википедия!
цепи, погруженный в вещества, подвергаемые действию гальванического тока. Э. устраивают чаще всего из твердых, проводящих ток веществ, т. е. из металла или угля. Жидкие Э. встречаются нередко в лабораторной и заводской практике, примером чему могут служить ртутные Э., а также Э. из других расплавленных металлов. Термин электрод предложен Фарадеем, чтобы им заменить для частных случаев более общий термин "полюсы". Отсюда следует, что электрод может быть характера положительного полюса; такой электрод Фарадей назвал анодом, а электрод характера отрицательного полюса получил название катода. В зависимости от тех химических превращений, которые совершаются при прохождении тока на границе электрод | электролит Э. бывают обратимые и необратимые. Границу эту принято графически обозначать выше поставленной вертикальной чертой, как и вообще границу двух веществ, на которой могут развиваться электровозбудительные силы. Обратимым электродом называют такой, у которого в месте соприкосновения электрода с электролитом, при перемене направления тока, совершается химическое прекращение, как раз обратное тому, что совершалось при первоначальном направлении тока. Э., не удовлетворяющие этому требованию, носят название необратимых. Пример обратимого электрода: тяжелый металл (медь, цинк, кадмий и др.) погруженный в раствор соли того же металла. При прохождении тока от меди к медному купоросу - растворяется медь, при обратном направлении тока медь осаждается. Кроме качественных требований, обратимый электрод часто должен удовлетворять количественным требованиям. Такой случай наблюдается для газоплатиновых электродов, т. е. для платины, погруженной частью в раствор электролита частью же в атмосферу газа, выделяющегося при электролизе, хотя бы, например в атмосферу водорода. Если сила тока обратного будет такова, что у водород платинового анода будет происходить только растворение водорода, но не будет выделения кислорода, такой электрод обратим для водород платинового катода. Обратимые металлические или газо-металлические электроды носят название электродов первого рода. Э. первого рода обратимы для катионов СuЁ, ZnЁ, CdЁ, Hя и т. д., а газо-металлические - для Оv%v%. Cl' и др. Э. второго рода являются обратимыми для анионов Clv%, Brv%, Jv% и др. На существование обратимости в этих электродах было впервые указано Нернстом, он же дал и теорию этих электродов. Они представляют металлы, покрытые слоем нерастворимых солей этих металлов, погруженные в раствор соли с тем же анионом, как и у нерастворимой соли. Примером может служить ртутный электрод, покрытый слоем каломели (Hg2Cl), или серебряный электрод, покрытый слоем хлористого серебра (AgCl), погруженные в раствор хлористого калия. При прохождении тока в одном направлении, когда электрод является анодом, выделяющийся ион хлора, соединяясь с металлом электрода, образует нерастворимую соль, т. е. как бы хлор "осаждается током на электроде"; когда же электрод становится катодом, хлор нерастворимой соли переходит в раствор. Эта качественная сторона явлений не дает, конечно, полной картины происходящих процессов, и говорит о том, что в таком электроде хлор является как бы металлом, отличающимся только знаком электричества его иона, возможно только для общей характеристики явления. Теория же явления, дающая точное представление, основана на химическом взаимодействии веществ у электрода. Еще сложнее теория обратимых электродов 3-го рода. Эти Э. предложены Лютером, как обратимые для металлов, выделяющих водород из воды и, следовательно, не могущих служить в металлическом состоянии электродами. Остановимся на одном примере обратимого Э. для кальция (Са). Свинцовая пластинка, покрытая слоем смеси солей сернокислого свинца и сернокислого кальция, погруженная в раствор, содержащий хлористый кальций и насыщенные сернокислым свинцом и сернокислым кальцием, представляет, по Лютеру, обратимый Э. для кальция.
Форма и величина электродов бывает самая разнообразная, в зависимостиот тех требований, которым они должны удовлетворять. Существенной для электрода является та его поверхность, через которую ток попадает в электролит.
Если ток электричества (J - сила тока) равномерно распределен по всейповерхности электрода (S), тогда величина носит название плотности тока для данного электрода. Для электрохимических целей часто необходимо хотя бы приблизительное знание этой величины; поэтому вычисляют эту величину делением J на S даже и в таких случаях, когда ток только приблизительно равномерно распределен по электроду. За единицу поверхности электрода принимают 100 квадратных сантиметров и обозначают N. D. 100, для измерения же J - обычную величину, т.е. силу тока, равную одному амперу. Так что N. D.100=1,5А обозначает, что через поверхность электрода в 100 квадратных сантиметров проходит ток силой в 1,5 ампера. Из специальных электродов должно упомянуть о каломельном обратимом электроде второго рода, получившем большое распространение, благодаря постоянству и простой конструкции. В сосуд с впаянной снизу платиновой проволокой, на дне которого находится ртуть, покрытая слоем каломели, наливается нормальный раствор хлористого калия, т. е. 74,6 гр. в литре раствора, или 0,1 нормальный. Электровозбудительная сила на границе этого электрода и электролита, по Оствальду, в первом случае равна 0,56 вольт, во втором 0,616 вольт. Электрод этот носит название "постоянный каломельный электрод" и применяется в электрохимии.
Вл. Кистяковский.== Оригинал этой статьи взят из энциклопедии Брокгауза-Ефрона
==При создании этой статьи использовался 'малый энциклопедический словарь Брокгауза-Ефрона' (энциклопедия Брокгауза - Ефрона). В настоящее время текст этой статьи не является полным, точным и современным.
Прямо сейчас Вы можете внести все необходимые правки, воспользовавшись ссылкой Редактировать эту статью внизу или в панели навигации.
Список всех статей из энциклопедии Брокгауза-Ефрона, использованных в этом проекте, находится здесь - Малый энциклопедический словарь Брокгауза-Ефрона.
Начальный вариант статьи, взят из Большого энциклопедического словаря Брокгауза Ф.А., Ефрона И.А. http://www.cultinfo.ru/fulltext/1/001/007/121/[править]
Электроды*
- Электродами называют части проводников гальванической цепи, погруженные в вещества (см. Электролит), подвергаемые действию гальванического тока. Э. устраивают чаще всего из твердых, проводящих ток веществ, т. е. из металла или угля. Жидкие Э. встречаются нередко в лабораторной и заводской практике, примером чему могут служить ртутные Э., а также Э. из других расплавленных металлов. Термин электрод предложен Фарадеем, чтобы им заменить для частных случаев более общий термин "полюсы". Отсюда следует, что электрод может быть характера положительного полюса; такой электрод Фарадей назвал анодом, а электрод характера отрицательного полюса получил название катода. В зависимости от тех химических превращений, которые совершаются при прохождении тока на границе электрод | электролит, Э. бывают обратимые и необратимые. Границу эту принято графически обозначать выше поставленной вертикальной чертой, как и вообще границу двух веществ, на которой могут развиваться электровозбудительные силы. Обратимым электродом называют такой, у которого в месте соприкосновения электрода с электролитом при перемене направления тока совершается химическое прекращение, как раз обратное тому, что совершалось при первоначальном направлении тока. Э., не удовлетворяющие этому требованию, носят название необратимых. Пример обратимого электрода: тяжелый металл (медь цинк, кадмий и др.), погруженный в раствор соли того же металла. При прохождении тока от меди к медному купоросу - растворяется медь, при обратном направлении тока медь осаждается. Кроме качественных требований, обратимый электрод част
www.wikiznanie.ru
Виды электродов для сварки - Главный механик

Чтобы получить хороший результат в виде качественного сварного шва, перед началом сварных работ необходимо внимательно изучить необходимые для производства материалы. Нужно разобраться в видах электродов, ведь универсальных изделий для сварки пока не существует. Каждый вид применяется для конкретного материала и при определенных условиях.
Классификация сварочных электродов
Электроды – самый востребованный расходный материал для производства сварки или резки металлических изделий. Сварочный электрод – это токопроводящий стержень, через который электрический ток от сварочного аппарата передается к месту плавления металла.
Неплавящийся графитовый электродЭлектрод представляет собой стержень определенного размера, выполненный из металла или другого материала. Существуют разнообразные виды электродов для сварки:
- Неплавящиеся стержни изготовлены из графита, а также могут быть торированными, итрированными и угольными.
- Плавящиеся электроды производят из легированных, высоколегированных и углеродистых марок стали, бронзы, меди, чугуна и других металлов. Эти изделия обладают покрытием, которое выполняет сразу несколько функций при расплавлении металла. К его «обязанностям» относится защита от газовой фазы сварочной ванны и стабилизация электрической дуги.
Изделия с щелочным покрытием легко образуют и стабилизируют дугу.
Процесс сварки происходит следующим образом. Края металлических частей расплавляются от тепла, которое производит электрическая дуга – поток ионов между анодом и катодом. Короткое замыкание, возникающее между двумя полюсами, становится причиной процесса ионизации.
Сварка выполняется одним электродом или несколькими, между которыми создается дополнительная дуга. Такой метод называется сваркой трехфазной дугой.
Как выбрать сварочный электрод по маркировке
В промышленности используются различные типы электродов для соединения металлов, которые обладают разной температурой плавления. Для каждой задачи подбирается специальный тип сварочного электрода. Например, одна марка электродов для сварки используется для тонкой листовой стали толщиной 0,5 мм, другой тип соединяет металлопрофили толщиной 5 мм.
Есть много типов стержней, которые классифицировать сложно. Типы для сварки стали определяются по ГОСТу 9467-75. Например, в буквенно-числовых обозначениях марок Э42А, Э38 и Э50А:
- «Э» обозначает «электрод»,
- число указывает минимальное время сопротивления разрыву,
- буква «А» определяет возможность использовать наплавляемый пластичный металл повышенной вязкости.
- буквой «Н» обозначаются изделия для наплавления на разные поверхности,
- буквой «У» маркируются стержни для соединения изделий из углеродистой стали,
- буква «Т» – для изделий из легированных теплоустойчивых сталей.
Химические элементы, входящие в состав наплавки, тоже отражаются в маркировке электрода, например:
- «Х» – хром,
- «М» – молибден,
- «Б» – ниобий,
- «Ф» – ванадий.
К одному классу отечественных и зарубежных сварочных материалов относится большое количество марок сварочных электродов.
Проволока для производства электродов маркируется так:
- буквы Св означают сварочный тип,
- число после букв определяет проценты углерода в металле,
- буквенный код означает наличие легирующих веществ,
- следующее число означает процент этих элементов в составе стержня.
Состав проволоки и стальных деталей должны выбираться в соответствии друг с другом.
Электроды с разным составом покрытия применяются для разных материалов, подбирая определенный вид для каждого случая. Покрытия электродов маркируются:
- Б – основные. Содержат фторид кальция и карбонат, вступающий в реакцию с кислородом при горении дуги и образующий углекислый газ в качестве защиты. Сварка выполняется с применением постоянного тока обратной полярности. С использованием переменного тока получается шов низкого качества, и для улучшения приходится применять дополнительные меры для улучшения его качества.
- А – кислые. В составе содержатся ферросилиций и ферромарганец. Такие стержни используют при создании нижних швов постоянным током и плавят металлы с высокой скоростью.
- Р – рутиловые. Содержат жидкое стекло, двуокись титана (рутил), ферромарганец, карбонат и алюмосиликаты. Рутиловые эдлектроды применяются для сварки постоянным током соединения в любом расположении. Шлак, образующийся в результате химической реакции, защищает элементы от выгорания. Соединения получаются качественными и нетоксичными.
- Ц – целлюлозные. Такие изделия содержат в составе целлюлозу, марганцы, ферромарганец, тальк и рутил. Они используются для производства любых швов хорошего качества с высокой скоростью. Вокруг сварочной ванны и дуги образуются защитные газы. Во время работы нужно следить, чтобы соединение перегревалось. Материал при работе разбрызгивается, поэтому метод считается неэкономичным. Его используют для производства соединений трубопроводов разного назначения.
- П – прочие. Стержни с легирующими элементами в составе применяются для улучшения качества соединения.
- С – специальные. Применяются для подводных сварочных работ, поскольку создают защищенный от проникновения влаги шов. В составе имеется жидкое стекло в смеси с веществами, содержащими смолы.
Все электроды, обладающие определенным видом покрытия, предназначаются для конкретных случаев. Рутиловое покрытие считается универсальным и является основным видом. Защитную функцию покрытия выполняют за счет окисления сплава, добавления легирующих веществ и создания защитного ореола из шлаков или газов. Таким образом формируются добротные сварные швы хорошего качества.
Тем не менее, при выборе типа электрода нужно ориентироваться не на его маркировку, а на характеристики изделия, которые определяются техническими стандартами.
Основные критерии выбора сварных электродов
Изделия для производства сварочных работ в первую очередь обращают внимание на его диаметр, на вид – плавящийся или неплавящийся, на полярность и род электротока, на тип покрытия и расположение шва.
Выбирая сварочные электроды, необходимо учитывать форму кромки металлического листа, его марку и параметры электротока. Такой важный параметр изделий, как диаметр, определяется по толщине соединяемых материалов. Самые тонкие стержни с диаметром 0,1 см применяются при сварке током от 20 до 25 А металлических листов толщиной до 0,015 см. Изделия толщиной 0,3-0,4 см являются самыми распространенными и применяются для сварки металлов толщиной менее 0,10 см. При этом применяется ток силой не более 220 А.
Чем больше диаметр, тем мощнее применяется сварочное оборудование. Максимальный диаметр изделий составляет 1,2 см. Для реализации бытовых задач применяются 3-миллиметровые электроды. Если размер стержня менее 2 мм, электрод используют для соединения тонких листов металла.
В промышленности чаще применяется «четверка», а электроды толще 5 мм используются в строительстве, судо- и мостостроении и в других крупных отраслях.
Нержавеющую сталь и алюминий соединяют с применением вольфрамовых электродов, используя при этом переменный ток для получения более качественного шва. Изделия из углеродистой стали соединяются электродами с рутиловым покрытием.
themechanic.ru
Электроды сравнения - это... Что такое Электроды сравнения?
Наиболее употребительны Э. с.: каломельные (Hg/Hg2Cl2/KCl или HC1), хлорсеребряные (Ag/AgCl/KCl или HCl), ртутносульфатные (Hg/HgSO4/h3SO4), ртутноокисные (Hg/HgO/KOH), хингидронные (Pt/гидрохинон, хинон/НСl). Потенциалы Э. с. зависят от концентрации потенциалопределяющих ионов (например, для каломельных Э. с.— от концентрации ионов Cl-: потенциалы 0,1 н., 1 н. и насыщенного каломельных Э. с. при 25 °С равны соответственно 333, 280 и 241 мв относительно НВЭ). Изменение потенциалов (φ) Э. с. с температурой (t, °С) характеризуется температурными коэффициентами, различными для разных Э. с. Для 1 н. каломельного Э. с., например, φ = +280 — 0,24 (t — 25) мв относительно НВЭ при той же температуре (по определению φнвэ = 0 при всех температурах). Выбор Э. с. зависит от условий измерений. В неводных средах можно применять и водный Э. с., но учитывать в этом случае диффузионные потенциалы на границе между водным и неводным растворами. В расплавах используют металлические Э. с., потенциалы которых в данном расплаве не меняются во времени.
Лит.: Антропов Л. И., Теоретическая электрохимия, 3 изд., М., 1975; Reference electrodes, od. by D. J. G. lves, G. J. Janz, N. Y. — L., 1961; Батлер Д ж., Электроды сравнения в апротонных органических растворителях, в кн.: Электрохимия металлов в неводных растворах, пер, с англ., М., 1974.
Г. М. Флорианович.
dic.academic.ru