Область применения точечной контактной сварки своими руками. Что такое точечная сварка
Точечная сварка
Темы: Контактная сварка.
Точечная сварка получила широкое распространение в промышленности, особенно при массовом производстве штампосварных конструкций в автомобиле- и авиастроении, космической технике, сельскохозяйственном и транспортном машиностроении, строительстве, а также в приборостроении при создании миниатюрных и прецизионных узлов и изделий электронной техники , средств связи и управления.
Другие страницы по теме
Точечная сварка
:
Большое значение и широкое применение контактной точечной сварки обусловлены следующими ее достоинствами:
- высокой производительностью и степенью автоматизации вследствие кратковременности самого процесса сварки и возможностью использования высокопроизводительных многоточечных машин, сборочно-сварочных поточных машин, агрегатов и роботизированных комплексов контактной сварки;
- возможностью получения сварных соединений высокого и стабильного качества для рациональной конструкции соединения при соблюдении оптимальных значений параметров режима и условий выполнения сварки;
- практическим отсутствием необходимости использования присадочных материалов, флюсов и газов;
- относительно высокими санитарногигиеническими условиями труда и культурой производства.
Перечисленные достоинства можно отнести ко всем видам контактной сварки.
Точечной сваркой можно сваривать детали из большинства известных конструкционных материалов: низко- и среднеуглеродистых, а также низколегированных, легированных коррозионно-стойких и жаропрочных сталей, алюминиевых и магниевых сплавов, титана и его сплавов, некоторых медных сплавов и ряда других материалов.
Лучше всего свариваются между собой однородные металлы и сплавы, построенные на одной основе или имеющие разную основу, но образующие между собой ряд твердых растворов.
Например, аустенитные стали хорошо свариваются с конструкционными , коррозионно-стойкие стали - с жаропрочными. Никель сваривают с низколегированными и коррозионно-стойкими сталями. Однако в ряде случаев контактная точечная сварка деталей из разнородных металлов и сплавов затруднена или невозможна, что обусловлено следующими основными факторами:
- различием теплофизических и механических свойств свариваемых пар металлов и зависимостью их от термического цикла сварки , что вызывает смещение электротеплового поля относительно плоскости свариваемого стыка;
- существенной химической и структурной неоднородностью металла литого ядра вследствие несимметричного проплавления деталей и незавершенности процессов перемешивания металла в ядре;
- образованием интерметаллических фаз и механических смесей, обладающих большой твердостью и хрупкостью, что приводит к низким механическим свойствам соединения.
Все чаще точечной сваркой соединяют металлы с антикоррозионными и декоративными покрытиями. Свариваемость таких металлов зависит от свойств покрытия и его толщины. Удовлетворительно свариваются металлы с электропроводными металлическими покрытиями толщиной 7... 30 мкм. В машиностроении используют стали, покрытые цинком, свинцом, алюминием, никелем и хромом, в приборостроении детали покрывают также оловом, оловянно-висмутовым сплавом, кадмием, золотом, серебром и никелем . Наибольшие трудности возникают при сварке металлов c неэлектропроводными фосфатными и оксидными покрытиями из-зa таких дефектов кaк выплески и непровары. Точечной сваркой обычно соединяют детали, собранные внахлестку, однако возможны и другие типы соединений.
Наиболее широко этим способом соединяют детали и заготовки, выштампованные из листового и вырезанные из профильного проката, а также детали, изготовленные резанием. Точечную сварку можно использовать для создания комбинированных конструкций, в которых заготовки из листового проката необходимо сваривать с деталями, изготовленными методами литья, ковки и высадки.
Как правило , точечной сваркой соединяют детали толшиной 0,5 . . .6,0 мм. На специальных машинах возможна сварка стали толщиной до 30,0 мм, при микросварке толщина привариваемых элементов составляет 20 ... 50 мкм. Обычно в машиностроении сваривают детали равных толщин или с соотношением толщин не более 1 : 6 (при толщине тонкой детали 0,5 . . .1,5 мм) , в приборостроении соотношение толщин соединяемых элементов может быть более чем 1 : 100.
Точечная сварка может быть двусторонней и односторонней. Пpи сварке компактных деталей или узлов открытого типа c отбортовкой применяется двусторонняя сварка, а для крупногабаритных узлов и при ограниченном доступe к зоне сварки - односторонняя. Пpи сварке в массовом производствe для повышения производительности используется многоточечная сварка .
При проектировании сварной конструкции, выполняемой точечной сваркой на универсальном оборудовании с использованием простейших сборочных приспособлений, желательно обеспечить :
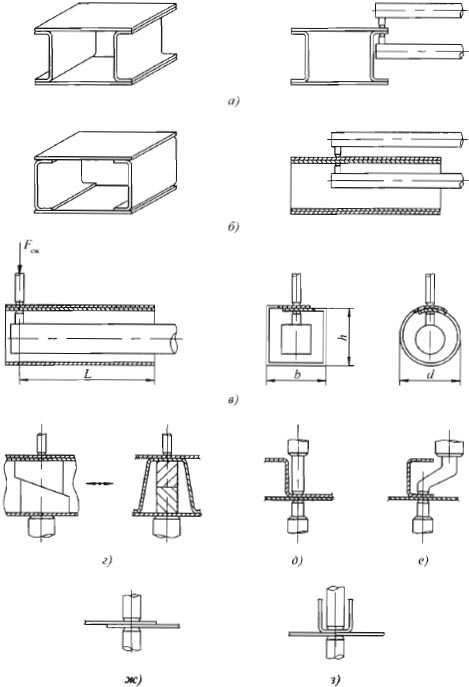
- минимальную и неизменную массу деталей из ферромагнитного материала, вводимую в контур сварочной машины, так как наличие магнитной стали в сварочном контуре ведет к увеличению его сопротивления и снижению силы сварочного тока; конструкция а на рис. 1 более предпочтительна, чем конструкция б;
- необходимые жесткость и прочность электродов и хоботов из сплавов с твердостью ≥120 НВ, передающих требуемую силу сжатия при сварке внутри узлов коробчатой формы, обечаек и труб (см . рис. 1, в), при этом размеры отверстия (в мм) свариваемых узлов прямоугольного или круглого сечения должны отвечать следующим зависимостям :
где Fсж - сила сжатия электродов, даН , определяемая толщиной и материалом , подлежащим сварке; L - длина детали (или вылет электрода), мм; при не возможности введения электрода внутрь полого тонкостенного профиля целесообразно использовать медные раздвижные вставки (см. рис. 1, г) или удаляемый после сварки легкоплавкий материал;
- свободный доступ электродов к месту сварки с тем, чтобы использовать прямые электроды с внутренним охлаждением, поэтому конструкция узла на рис. 1, д предпочтительнее узла, показанного на рис. 1, е;
- свободную деформацию деталей в зоне сварки, узел ж на рис. 1 полностью отвечает этому требованию, узел з на этом рисунке - частично;
- минимально возможные зазоры между деталями за счет повышения точности заготовок, фиксируюших приспособлений и качества сборки деталей в местах их сопряжения под сварку.
Точечная сварка чаще всего применяется для нахлесточных соединений c обязательным получением литого ядра. Прочность сварной точки определяется качествoм металла литого ядра, зoны термического влияния и размерами сечения ядра. Основной геометрический параметр точечного соединения - это диаметр литого ядра. ГОСТ 15878-79 регламентирует основные размеры конструктивных элементов сварных соединений для групп А и Б (см. таблицы в ГОСТ 15878-79 и рис. 2). Соединения группы А имеют большие диаметры литого ядра и обладают более высокой прочностью по сравнению с соединениями группы Б.
Фактический диаметр сварной точки должен быть не менее указанного в таблицах ГОСТа. При отработке технологии сварки выбранные параметры режима должны обеспечивать диаметр ядра dном на 15.. .25 % больше табличного для компенсации технологических возмущений при сварке .
Величина проплавления h мало влияет на прочность точки и может изменяться в пределах 20 .. .80 % толщины каждой детали. При проплавлении <20 % не удается обеспечить стабильные размеры литого ядра и отсутствие в нем дефектов, при проплавлении >80 % наблюдается перегрев металла в околошовной зоне и в контакте электрод - деталь, что снижает коррозионную стойкость соединения, повышает изнашивание электродов и вероятность образования выплесков.
Обычно минимальное значение проплавления (20 %) достигается в тонкой детали при сварке деталей неравной толщины , максимальное проплавление (до 95 %) характерно для титановых сплавов ввиду их низкой теплопроводности.
Бесследная сварка , когда отсутствует заметная вмятина на поверхности одной из деталей, достигается при односторонней сварке на медной подкладке (см . п. 2 в таблице на странице Схема точечной сварки) или при сварке с холостым плоским электродом большого диаметра (см. п. 5 таблицы на той же странице).
При сварке деталей неодинаковой толщины (см. рис. 2, в) конструктивные элементы соединения выбирают по более тонкой детали. Если соотношение толщин свариваемых деталей S / S1 > 2, величины В, t и с увеличивают на 20.. .30 %. При двусторонней сварке трех деталей (в исключительных случаях четырех) диаметр литого ядра, измеренный в плоскости сопряжений каждой пары деталей, должен соответствовать государственному стандарту (при односторонней сварке число одновременно свариваемых деталей не может быть более двух). Если при сварке пакета из трех деталей образуются два литых ядра (см. рис. 3, а) , то величина нахлестки В устанавливается по тонкой детали l, l'. В случае образования обшей литой зоны (см . рис. 3, б) нахлестка со стороны края средней детали должна быть увеличена на 20 .. .30 % с тем , чтобы предотвратить возможное раздавливание края детали 2.
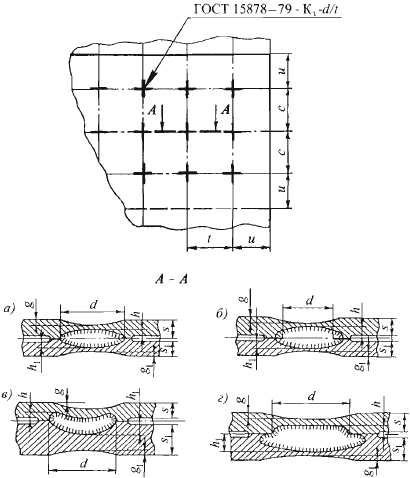
Рисунок 2. Конструктивные элементы, графическое изображение и условное обозначение сварных соединений, выполненных точечной сваркой из однотолщинных и одноименных металлов (а), плакированного (6) и разноименного металла (г), деталей неравной толщины (в).
Минимальный шаг точек при сварке пакета из трех стальных деталей увеличивают в - 1,5 раза по сравнению с шагом для пакета из двух деталей. Желательно, чтобы отношение толшин деталей в пакете не превышало трех.
Рис. 3. Точечная сварка трех деталей : а - раздельное формирование ядер; б - сквозное проплавление средней детали; 1, 1' - тонкие детали; 2 - толстая деталь.
- < Точечная сварка металлов
- Точечная сварка видео >
weldzone.info
Точечная сварка
Темы: Контактная сварка.
Точечная сварка получила широкое распространение в промышленности, особенно при массовом производстве штампосварных конструкций в автомобиле- и авиастроении, космической технике, сельскохозяйственном и транспортном машиностроении, строительстве, а также в приборостроении при создании миниатюрных и прецизионных узлов и изделий электронной техники , средств связи и управления.
Другие страницы по теме
Точечная сварка
:
Большое значение и широкое применение контактной точечной сварки обусловлены следующими ее достоинствами:
- высокой производительностью и степенью автоматизации вследствие кратковременности самого процесса сварки и возможностью использования высокопроизводительных многоточечных машин, сборочно-сварочных поточных машин, агрегатов и роботизированных комплексов контактной сварки;
- возможностью получения сварных соединений высокого и стабильного качества для рациональной конструкции соединения при соблюдении оптимальных значений параметров режима и условий выполнения сварки;
- практическим отсутствием необходимости использования присадочных материалов, флюсов и газов;
- относительно высокими санитарногигиеническими условиями труда и культурой производства.
Перечисленные достоинства можно отнести ко всем видам контактной сварки.
Точечной сваркой можно сваривать детали из большинства известных конструкционных материалов: низко- и среднеуглеродистых, а также низколегированных, легированных коррозионно-стойких и жаропрочных сталей, алюминиевых и магниевых сплавов, титана и его сплавов, некоторых медных сплавов и ряда других материалов.
Лучше всего свариваются между собой однородные металлы и сплавы, построенные на одной основе или имеющие разную основу, но образующие между собой ряд твердых растворов.
Например, аустенитные стали хорошо свариваются с конструкционными , коррозионно-стойкие стали - с жаропрочными. Никель сваривают с низколегированными и коррозионно-стойкими сталями. Однако в ряде случаев контактная точечная сварка деталей из разнородных металлов и сплавов затруднена или невозможна, что обусловлено следующими основными факторами:
- различием теплофизических и механических свойств свариваемых пар металлов и зависимостью их от термического цикла сварки , что вызывает смещение электротеплового поля относительно плоскости свариваемого стыка;
- существенной химической и структурной неоднородностью металла литого ядра вследствие несимметричного проплавления деталей и незавершенности процессов перемешивания металла в ядре;
- образованием интерметаллических фаз и механических смесей, обладающих большой твердостью и хрупкостью, что приводит к низким механическим свойствам соединения.
Все чаще точечной сваркой соединяют металлы с антикоррозионными и декоративными покрытиями. Свариваемость таких металлов зависит от свойств покрытия и его толщины. Удовлетворительно свариваются металлы с электропроводными металлическими покрытиями толщиной 7... 30 мкм. В машиностроении используют стали, покрытые цинком, свинцом, алюминием, никелем и хромом, в приборостроении детали покрывают также оловом, оловянно-висмутовым сплавом, кадмием, золотом, серебром и никелем . Наибольшие трудности возникают при сварке металлов c неэлектропроводными фосфатными и оксидными покрытиями из-зa таких дефектов кaк выплески и непровары. Точечной сваркой обычно соединяют детали, собранные внахлестку, однако возможны и другие типы соединений.
Наиболее широко этим способом соединяют детали и заготовки, выштампованные из листового и вырезанные из профильного проката, а также детали, изготовленные резанием. Точечную сварку можно использовать для создания комбинированных конструкций, в которых заготовки из листового проката необходимо сваривать с деталями, изготовленными методами литья, ковки и высадки.
Как правило , точечной сваркой соединяют детали толшиной 0,5 . . .6,0 мм. На специальных машинах возможна сварка стали толщиной до 30,0 мм, при микросварке толщина привариваемых элементов составляет 20 ... 50 мкм. Обычно в машиностроении сваривают детали равных толщин или с соотношением толщин не более 1 : 6 (при толщине тонкой детали 0,5 . . .1,5 мм) , в приборостроении соотношение толщин соединяемых элементов может быть более чем 1 : 100.
Точечная сварка может быть двусторонней и односторонней. Пpи сварке компактных деталей или узлов открытого типа c отбортовкой применяется двусторонняя сварка, а для крупногабаритных узлов и при ограниченном доступe к зоне сварки - односторонняя. Пpи сварке в массовом производствe для повышения производительности используется многоточечная сварка .
При проектировании сварной конструкции, выполняемой точечной сваркой на универсальном оборудовании с использованием простейших сборочных приспособлений, желательно обеспечить :
- минимальную и неизменную массу деталей из ферромагнитного материала, вводимую в контур сварочной машины, так как наличие магнитной стали в сварочном контуре ведет к увеличению его сопротивления и снижению силы сварочного тока; конструкция а на рис. 1 более предпочтительна, чем конструкция б;
- необходимые жесткость и прочность электродов и хоботов из сплавов с твердостью ≥120 НВ, передающих требуемую силу сжатия при сварке внутри узлов коробчатой формы, обечаек и труб (см . рис. 1, в), при этом размеры отверстия (в мм) свариваемых узлов прямоугольного или круглого сечения должны отвечать следующим зависимостям :
где Fсж - сила сжатия электродов, даН , определяемая толщиной и материалом , подлежащим сварке; L - длина детали (или вылет электрода), мм; при не возможности введения электрода внутрь полого тонкостенного профиля целесообразно использовать медные раздвижные вставки (см. рис. 1, г) или удаляемый после сварки легкоплавкий материал;
- свободный доступ электродов к месту сварки с тем, чтобы использовать прямые электроды с внутренним охлаждением, поэтому конструкция узла на рис. 1, д предпочтительнее узла, показанного на рис. 1, е;
- свободную деформацию деталей в зоне сварки, узел ж на рис. 1 полностью отвечает этому требованию, узел з на этом рисунке - частично;
- минимально возможные зазоры между деталями за счет повышения точности заготовок, фиксируюших приспособлений и качества сборки деталей в местах их сопряжения под сварку.
Точечная сварка чаще всего применяется для нахлесточных соединений c обязательным получением литого ядра. Прочность сварной точки определяется качествoм металла литого ядра, зoны термического влияния и размерами сечения ядра. Основной геометрический параметр точечного соединения - это диаметр литого ядра. ГОСТ 15878-79 регламентирует основные размеры конструктивных элементов сварных соединений для групп А и Б (см. таблицы в ГОСТ 15878-79 и рис. 2). Соединения группы А имеют большие диаметры литого ядра и обладают более высокой прочностью по сравнению с соединениями группы Б.
Фактический диаметр сварной точки должен быть не менее указанного в таблицах ГОСТа. При отработке технологии сварки выбранные параметры режима должны обеспечивать диаметр ядра dном на 15.. .25 % больше табличного для компенсации технологических возмущений при сварке .
Величина проплавления h мало влияет на прочность точки и может изменяться в пределах 20 .. .80 % толщины каждой детали. При проплавлении <20 % не удается обеспечить стабильные размеры литого ядра и отсутствие в нем дефектов, при проплавлении >80 % наблюдается перегрев металла в околошовной зоне и в контакте электрод - деталь, что снижает коррозионную стойкость соединения, повышает изнашивание электродов и вероятность образования выплесков.
Обычно минимальное значение проплавления (20 %) достигается в тонкой детали при сварке деталей неравной толщины , максимальное проплавление (до 95 %) характерно для титановых сплавов ввиду их низкой теплопроводности.
Бесследная сварка , когда отсутствует заметная вмятина на поверхности одной из деталей, достигается при односторонней сварке на медной подкладке (см . п. 2 в таблице на странице Схема точечной сварки) или при сварке с холостым плоским электродом большого диаметра (см. п. 5 таблицы на той же странице).
При сварке деталей неодинаковой толщины (см. рис. 2, в) конструктивные элементы соединения выбирают по более тонкой детали. Если соотношение толщин свариваемых деталей S / S1 > 2, величины В, t и с увеличивают на 20.. .30 %. При двусторонней сварке трех деталей (в исключительных случаях четырех) диаметр литого ядра, измеренный в плоскости сопряжений каждой пары деталей, должен соответствовать государственному стандарту (при односторонней сварке число одновременно свариваемых деталей не может быть более двух). Если при сварке пакета из трех деталей образуются два литых ядра (см. рис. 3, а) , то величина нахлестки В устанавливается по тонкой детали l, l'. В случае образования обшей литой зоны (см . рис. 3, б) нахлестка со стороны края средней детали должна быть увеличена на 20 .. .30 % с тем , чтобы предотвратить возможное раздавливание края детали 2.
Рисунок 2. Конструктивные элементы, графическое изображение и условное обозначение сварных соединений, выполненных точечной сваркой из однотолщинных и одноименных металлов (а), плакированного (6) и разноименного металла (г), деталей неравной толщины (в).
Минимальный шаг точек при сварке пакета из трех стальных деталей увеличивают в - 1,5 раза по сравнению с шагом для пакета из двух деталей. Желательно, чтобы отношение толшин деталей в пакете не превышало трех.
Рис. 3. Точечная сварка трех деталей : а - раздельное формирование ядер; б - сквозное проплавление средней детали; 1, 1' - тонкие детали; 2 - толстая деталь.
- < Точечная сварка металлов
- Точечная сварка видео >
weldzone.info
Аппарат точечной сварки своими руками

Покупка аппарата для сварки доступна не каждому, так как данный инструмент отличается высокой стоимостью. Поэтому гораздо дешевле изготовить его своими руками из подручных материалов. Об особенностях применения и изготовления аппарата для точечной сварки рассмотрим далее.
Оглавление:
- Сварочный аппарат для точечной сварки: принцип работы и основы изготовления
- Схема аппарата точечной сварки для металлических деталей
- Устройство аппарата точечной сварки и его конструкция
- Как сделать аппарат точечной сварки из микроволновой печи
Сварочный аппарат для точечной сварки: принцип работы и основы изготовления
Сфера применения контактной сварки довольно широкая, данный инструмент используется в ремонте или изготовлении разного рода изделий из металла. Кроме того, с помощью данного аппарата, удается с легкостью выполнить различные работы по изготовлению металлических лестниц, ворот, конструктивных элементов и т.д.
Принцип работы контактной сварки состоит в том, что электрический ток нагревает определенные участки стальных деталей, которые соприкасаются между собой. При этом, образуется сварное соединение, называемое швом. Конечный результат сварки напрямую зависит от типа материала, из которого изготовлена деталь, ее плотности. Кроме того, следует учитывать такие параметры:
- сварочная цепь должна отличаться достаточно низким показателем напряжения, от одного до десяти ватт;
- процесс сваривания длиться не более нескольких секунд;
- сварочный импульс имеет большую силу тока;
- чем меньше зона расплавления, тем качественнее происходит сваривание;
- сварочный шов должен выдерживать большие нагрузки.
От того насколько правильно были соблюдены данные характеристики напрямую зависит результат сваривания. Самостоятельное изготовление сварочного аппарата - довольно сложный процесс, для качественного выполнения которого потребуется соблюсти определенные инструкции и технологические рекомендации.
Более простой вариант - сборка сварочного аппарата, имеющего переменную силу тока. Данное устройство управляет процессом сваривания с помощью изменения длительности сварочного импульса, попадающего на деталь. Для того, чтобы выполнить данные действия потребуется наличие часового реле, которое регулируется автоматически или вручную.

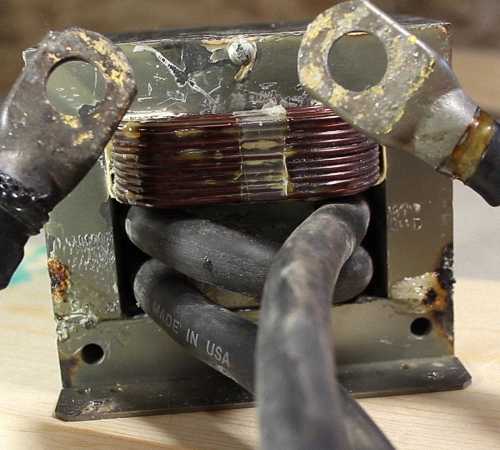
Основным узлом самодельного аппарата точечной сварки является сварочный трансформатор, который довольно часто можно встретить в таких бытовых приборах как микроволновая печь, телевизор и т.д. Обмотки трансформаторного устройства перематываются в соотношении с нужной силой тока и напряжения, в процессе подачи которого осуществляется сваривание.
Для подбора сферы управления сварочным аппаратом, следует вначале собрать основные механизмы устройства. Конструктивные элементы сварочного аппарата подбираются в соотношении с его мощностью и параметрами трансформатора - основного механизма.
Изготовление контактно-сварочного аппарата осуществляется в соотношении с типом его применения и характеристик материала, с которым придется работать. Чаще всего, к основному устройству подсоединяют клещи сварочного типа.
Учтите, что все соединения электрического типа должны быть качественно выполненными. Все провода должны быть соответствующего диаметра и сечения. Если цепь будет ненадежной, то электричество будет утеряно. При этом, возможен вариант возникновения искр и процесс сваривания прекратится.

Схема аппарата точечной сварки для металлических деталей
Для самостоятельного изготовления устройства точечной сварки контактного типа, используйте нижеприведенные схемы. Первая их них используется в том случае, если аппарат точечной сварки используется для сваривания листов металла, толщиной до одного миллиметра, а также для проволоки и прута, диаметром до четырех миллиметров.
В таком случае, потребуется наличие такого устройства:
- аппарат, работающий от переменного напряжения в 220 Вт;
- выходной тип напряжения составляет 3-7 В, при холостом ходу;
- максимальное значение сварочного тока до полторы тысячи ампер.
Все устройство отличается наличием схемы принципиального характера, в составе которой присутствует силовая составляющая, автоматизированный выключатель и цепь контроля. Если в процессе работы возникают какие-то аварийные ситуации, то они предотвращаются как раз с помощью выключателя. На первом узле располагается трансформатор для сварки т2 и устройство в виде бесконтактного тиристорного включателя однофазного типа, с помощью которого первичная обмотка подключается к электричеству.

Второй вариант схемы управления подразумевает выполнение обмотки на сварочном трансформаторе определенными витками. На первичной обмотке имеется шесть выводных участков. С помощью их переключения удается регулировать выходной сварочный ток в соотношении с вторичной обмоткой. При этом, постоянное соединение сетевой цепи остается на первом выводе, а с помощью остальных регулируется работа электрического питания.
Пускатель под маркировкой М ТТ4 К, имеет серийное производство. Данный модуль отличается наличием тиристорного ключа, который в процессе замыкания выполняет коммутацию нагрузки через первый и третий контакты. Данное устройство способно работать под нагрузкой в максимальным напряжением до восемьсот ватт и током до восьмидесяти ампер. В составе данной схемы управления присутствует:
- блок питания;
- цепь для настройки механизма;
- реле к1.

Для обеспечения питания сварочного аппарата используется любой тип трансформатора, мощность которого составляет до двадцати ватт. При этом, он должен использоваться при работе на номинальной сети в 220 В. Напряжение, которое выдается на втором варианте обмотки составит около 22 В. Для того, чтобы выпрямить подачу тока, рекомендуется произвести установку диодного моста. Кроме того, возможен вариант применения любого другого механизма, имеющего такие же параметры.
Для того, чтобы замкнуть четвертые и пятые контакты используется реле к1. Данный процесс осуществляется при подаче напряжения от управленческой цепи на обмотку. Значение коммутированного тока при этом составит не более 99 мА. В таком случае, потребуется наличие практически любого реле, обладающего слаботочными электромагнитными характеристиками.
Устройство аппарата точечной сварки и его конструкция
Различают несколько функций цепи управления. При включении к1 на заданном промежутке времени происходит задание определенного типа времени. В данном случае удается задать определенное время подачи электронных импульсов на свариваемых деталях.
В составе электрической цепи присутствуют конденсаторы, от с1 до с6. Они имеют электролитические характеристики, при этом напряжение составляет более 52 В. Кроме того, потребуется наличие конденсатора, емкостью в 46 мкФ. При разомкнутой нормально замкнутой контактной группе реле заряжается непосредственно через питательный блок.
Основной силовой частью данного механизма является трансформатор. С его помощью происходит преобразование одного вида электричества на другой. Для этих целей используется магнитный провод, на 2,5 А. От старой обмотки следует избавиться, на торце магнитного провода устанавливаются кольца для изготовления которых используется электрический картон. Они подгибаются по внутренней и внешней кромке. Далее производится обмотка магнитопровода лакотканью в три или более слоев. Для того, чтобы выполнить обмотку потребуется наличие таких проводов:
- первичная обмотка составляет около 1,5 мм диаметром, для того, чтобы она лучше пропиталась лаковым составом, рекомендуется использовать провод на тканевой основе;
- вторичный вариант обмотки имеет диаметр около двух сантиметров, в его составе присутствует многожильная изоляция, имеющая кремниевоорганическое происхождение.
В процессе выполнение первой обмотки следует оборудовать выводы промежуточного назначения. Далее производится ее пропитка с помощью лака. На первичную катушку наматывается хлопчатобумажная лента, которая также пропитывается с помощью лакового состава. Далее следует процесс вторичной обмотки, и дальнейшее пропитывание лаком.
Изготовление самодельного аппарата точечной сварки также подразумевает конструирование клещей. Клещи бывают двух видов: стационарного или выносного. Первый вариант - более прост в изготовлении, так как они имеют качественную и надежную изоляцию, с прочно соединенными между собой узловыми участками. Но, у данных клещей имеется определенный недостаток, для создания прижимного усилия, необходимо непосредственное участие человека, выполняющего сварочные работы.
Выносные клещи - более удобные в работе, легко снимаются, не занимают много места. Для контроля усилия клещей, достаточно изменить длину их вынесения за аппарат. В месте подсоединения выносных клещей со сваркой следует установить болты, втулки и шайбы, которые обеспечивают надежную гидроизоляцию.
В процессе изготовления клещей для аппарата точечной сварки своими руками, необходимо определить величину вылета из электродного пространства, расстояние между корпусом и местом подвижных соединений на ручке. Данный параметр сказывается на максимально возможном расстоянии между сваркой и кромкой соединения листов.
Для изготовления клещевых электродов, используйте медные прутья или бериллиевую бронзу. Возможен вариант использования жала от паяльного аппарата с высокой мощностью. Диаметр электрода должен соответствовать диаметру провода, к которому он подключен. Для того, чтобы сварочные ядра имели хорошее качество концы электрода должны сужаться и иметь минимальный размер.

Как сделать аппарат точечной сварки из микроволновой печи
На аппарат точечной сварки цена довольно высокая, поэтому намного дешевле изготовить его самостоятельно. В процессе работы потребуется наличие микроволновой печи, предпочтительнее выбрать устройство побольше. От данного параметра зависит мощность будущего сварочного аппарата.
Если микроволновой печи у вас нет, вы можете поискать ее на барахолке или поспрашивать у соседей и купить ненужную микроволновую печь совсем недорого. Далее следует разобрать микроволновую печь и извлечь из нее деталь в виде высоковольтного трансформатора.
Обратите внимание: несмотря на то, что вы разбираете микроволновую печь не подключенную к электроснабжению, внутри у нее имеются детали, которые бьются током даже в таком состоянии.
Среди основных частей трансформатора отметим - сердечник и два вида обмотки - первичную и вторичную. Для соединения сердечника используют два тонких сварочных шва, от них следует избавиться. Сделать это можно с помощью молотка и ножовки. Также для его срезывания можно использовать болгарку. Таким образом вы доберетесь до трансформаторных обмоток, старайтесь не повредить их. Для извлечения вторичной обмотки следует аккуратно разрезать вторичную и вытащить нужную.
После этого вы получите сердечник от трансформатора и первичную его обмотку. Сердечник должен состоять из двух частей, разъединенных между собой.

Далее следует выполнить вторичную обмотку трансформаторной детали. Для этих целей потребуется наличие медного кабеля, имеющий такое же сечение, как и трансформаторная прорезь. Намотайте около двух витков. С помощью стандартной двухкомпонентной эпоксидной смолы происходит соединение двух половин сердечника между собой. Для того, чтобы они лучше соединились, поместите их в тиски.
Проверьте уровень напряжения на выходе из трансформаторного механизма, оно не должно превышать двух вольт. При этом минимальное значение силы тока составляет 850 А.
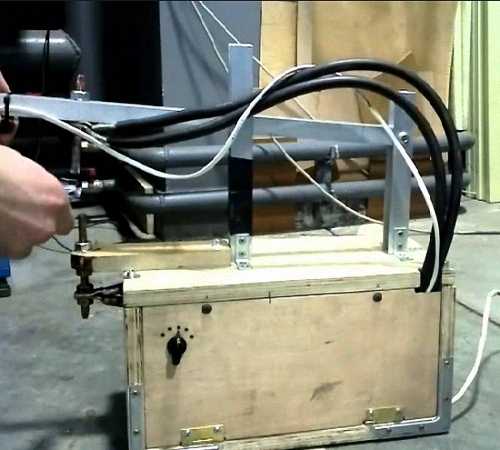
Далее следует позаботиться об изготовлении корпуса сварочного аппарата, для этих целей можно использовать дерево или высокопрочный пластик. Задняя панель корпуса должна иметь несколько отверстий, одно из которых будет отвечать за электроснабжение, а второе за выключение и включение механизма.
Если корпус изготавливается из дерева, то его следует хорошо отшлифовать, покрыть пропиткой и лаком. Для того, чтобы изготовить ручной аппарат для точечной сварки, также потребуется наличие:
- шнура электропитания;
- дверной ручки;
- выключателя;
- держателей из меди, из которых будут выполнены электроды;
- медного провода с большим сечением;
- саморезов по дереву и гвоздей.
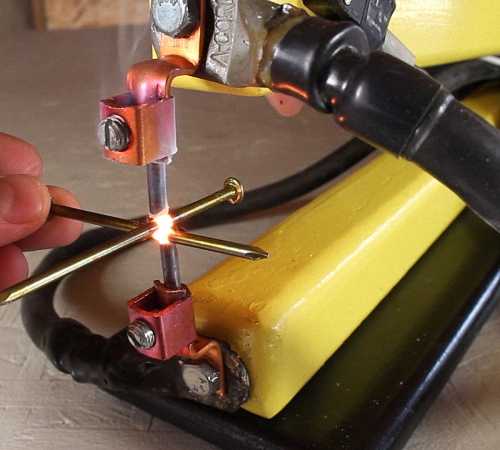
После высыхания корпусной части, следует собрать данное устройство и соединить все детали между собой. Далее следует отрезать две части провода, выполненного из меди, размер каждого участка около 25 мм. Они будут выполнять функцию электродов, для их фиксации в держателе, достаточно использовать обычную отвертку. Далее следует зафиксировать выключатель, утолщенный кабель предотвращает его выпадение. Для фиксации трансформатора на корпусной части используйте обычные саморезы. При этом, следует позаботиться о заземлении, которое одевается на одну из клемм.
Для большей безопасности использования данного механизма, рекомендуем установить еще один дополнительный включатель. Для фиксации рычагов также используются саморезы и гвоздь. На торцевых участках рычагов производится установка контактных электродов. Для поднятия верхнего рычага используйте обычную резину. После выгорания электродов, они легко заменяются на новые, изготовленные таким же способом.
strport.ru
Область применения точечной контактной сварки своими руками
Довольно часто в условиях домашней мастерской или при проведении различных ремонтных работ возникает необходимость в применении технологии точечной сварки. Существует достаточно много аппаратов, которые могут быть свободно применены, причем не требуют наличия специальных знаний либо навыков. Тем более сделать такую сварку может любой мужчина.
Прибор для сварки
В основном такой вид сварочных работ используется при ремонте бытовой техники. Хотя вообще сама область применения точечной контактной сварки достаточно широка – это могут быть самые разнообразные ремонтные работы с кабелями, алюминием и даже мелкая починка кухонной утвари.
Аппараты для точечной сварки в домашних условиях также бывают самых разнообразных моделей. Это и небольшие переносные конструкции, и достаточно серьёзные аппараты для объёмных работ. Одним из самых популярных является настольный аппарат для сварки своими руками, который используется при работах с цветными либо чёрными металлами.
Все устройства отличаются друг от друга по мощности, которую обеспечивает обмотка трансформатора.
Что представляет собой сварка?
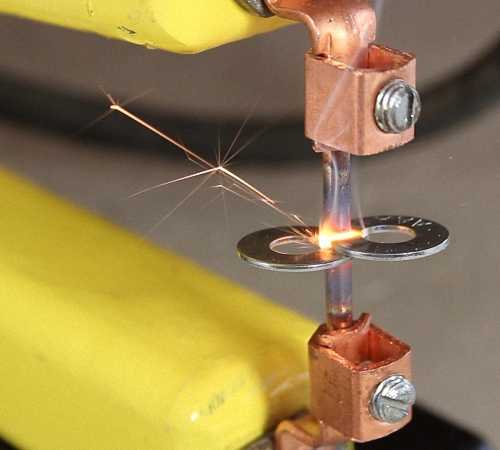
Точечная сварка – это одна из немногих разновидностей контактной сварки, при которой электрический ток проходить между электродами через металл, разогреваемый в точке соприкосновения двух деталей. Металл в точке сварки разогревается и плавится, при этом создаётся ядро сварной точки с диаметром от четырёх и до двенадцати миллиметров.
Само ядро имеет при этом форму чечевицы. На деталях из низкоуглеродистой стали возможна сварка без расплавления ядра, однако такой вид сварочных работ не очень надёжен и поэтому находит применение крайне редко.
Согласно общей классификации точечная контактная сварка относится к классу термомеханических процессов. Вид работы разделяется на несколько последовательных этапов^
- Детали, которые необходимо сваривать предварительно совмещаются друг с другом в требуемом положении и размещаются между двумя электродами, затем крепко прижимаются друг к другу;
- Детали подвергаются нагреву, который приводит их в состояние должной пластичности, и деформируются.
В промышленных условиях частота сварки может достигать шестисот точек за минуту, в домашних условиях эта цифра, конечно же, намного меньше.
Точечная сварка
Вообще, точечная сварка своими руками в условиях домашней мастерской требует поддержания:
- Постоянной скорости при перемещении двух электродов;
- Поддержки на необходимом уровне нужной величины давления, полной контактности со свариваемыми деталями.
Также необходимо соблюдать технику безопасности при выполнении такого рода работ:
- Обязательная изоляция всех электрических и соединительных проводов;
- Использование специальных защитных рукавиц либо перчаток, которые предохранят руки от возможных ожогов;
- Лицо также надо защищать от возможного попадания искр или брызг металла;
- Рядом с проводимыми работами нельзя держать легковоспламеняющиеся либо огнеопасные предметы и материалы;
- Деревянные полы желательно защитить от возможного возгорания;
- Желательно иметь рядом с местом проведения работ средства для тушения возгораний;
- Помещение, где проводятся работы надо проветривать, так как возможно выделение вредных газов, которые опасны для здоровья.
Точечная сварка, безусловно, имеет свои достоинства и свои недостатки. Высокая экономичность и достаточно сильная механическая прочность получаемых точечных швов, а также требуемую возможность автоматизации всего процесса работы, несомненно, является положительными чертами такого вида работ.
Однако при этом существует один недостаток, который влияет на качество такой сварки – это отсутствие герметичности получаемых сварочных швов.
Точечная сварка своими руками
Вообще, такой вид контактной сварки представляет собой процесс, при котором расплавление металла и последующее получение литой структуры получается при использовании осадочного давления. Такое давление обязано быть достаточным, чтобы преодолеть жёсткость деталей и осуществить деформацию.
Само давление должно возрастать при увеличении толщины свариваемых деталей, однако при увеличении давления срок эксплуатации электродов достаточно быстро уменьшается. В связи с этим, такой тип работ применяют для деталей относительно небольшой и малой толщины до шести миллиметров.
Режим сварки
Его также надо подбирать достаточно тщательно, так как прочность точки сварки и прочность шва зависят от диаметра электрода, давления, толщины детали, силы тока, времени прохождения тока через электроды.
От времени прохождения тока зависит и диаметр сварного ядра, с увеличением времени диаметр самого ядра увеличивается. Однако чрезмерное его возрастание может сильно ослабить оболочку твёрдого металла и вызвать вмятие детали под электродами. Всё это может привести к выплеску жидкого металла наружу и ослаблению точки сварки.
При прекращении прохождения электротока через электроды начинается процесс охлаждения ядра точки и последующая кристаллизация жидкого металла, которая происходит от самой поверхности ядра до его середины. При этом образуется дендритная столбчатая структура металла детали.
После охлаждения объём металла в точке сварки уменьшается, поэтому может образоваться пористость, усадочная раковина, некоторая рыхлость металла. При большей толщине свариваемой детали имеется большая вероятность образования большого количества дефектов.
Технология точечной контактной сварки и подготовка к проведению работ
современное устройство для сварки
Технология точечной сварки предполагает подачу кратковременного импульса электрического тока, длительность которого может меняться от 0,01 секунды до 0,1 секунды. При прохождении этого импульса детали в зоне наложения электродов расплавляются и приобретают общее ядро.
После прекращения подачи тока детали должны остывать под давлением для кристаллизации этого ядра и его полного охлаждения. Как правило, такой вид сварки не требует принятия сильных мер безопасности, так как прижатие деталей друг к другу создаёт уплотняющий поясок между ними. Выплеск расплавленного металла при таких условиях не должен произойти.
Для обеспечения лучшей кристаллизации, проковывания и устранения возможных неоднородностей давление, детали следует снимать с некоторой задержкой.
При сварке тонких деталей с толщиной от одного до полутора миллиметров обычно применяют конденсаторную сварку. При этом сами конденсаторы непрерывно заряжаются от сети относительно малым током и разряжаются через детали, что обеспечивает непрерывный процесс сварочной работы.
Такой метод отлично подходит при сварке сверхминиатюрных деталей в радиотехнических, электронных и прочих приборах. При таких условиях возможна сварка, и чёрных, и цветных металлов и их различных сочетаний.
Для обеспечения качественных сварных швов детали предварительно необходимо правильно подготовить к работе. Сделать это нужно обязательно. Все детали перед началом работ должны быть обязательно очищены от всех видов загрязнений. Это можно осуществить специальными щёточками, опескоструиванием, травлением в кислотах и прочими способами.
Сама сборка перед сваркой должна обеспечивать точное и плотное прилегание деталей друг к другу. Если эти условия не будут обеспечены, возникает следующая ситуация: появившийся зазор между деталями уменьшает и поглощает часть давления на них, что приводит к недостаточному осадочному давлению и разбросу прочности сварных точек.
Мягкий и жесткий режимы
Точечная сварка — процесс, тонкости которого должен знать каждый начинающий сварщик
При точечной сварке существуют два режима:
- Мягкий режим при умеренной силе тока и его плотности на электрод до 100 а/мм2;
- Жёсткий режим с плотностью до 300 а/мм2.
При этом мягкий режим характеризуется более долгим временем сварки, плавным нагревом, малой мощностью. Преимуществами такого режима являются уменьшение мощности аппарата, которая потребляется от электрической сети, уменьшение её нагрузки, меньшая стоимость аппаратов и контактных машин, меньшая закалка.
Жёсткий режим характеризуется повышенной мощностью, большой загрузкой сети, увеличением стоимости. Преимуществами можно считать малое время сварочных работ, высокую производительность.
Нарушение условий работы и технологии при выполнении точечной контактной сварки приводить к самым различным дефектам и снижении прочности сварной точки. Самым опасным при этом является непровар точки, который характеризуется полным отсутствием литого ядра либо очень малыми его размерами, недостаточными для обеспечения прочности шва.
Такой дефект не всегда можно отследить при наружном визуальном осмотре, чем он особенно опасен. Также среди дефектов имеются такие, как подплавление поверхности детали, полный прожог металла, раковины, глубокие вмятины, сильная пористость сварного ядра.
На мягких режимах обычно свариваются стали с большим содержанием углерода и легированные стали. На жёстком режиме рекомендуется сваривать стали большой прочности при большом давлении, так как возможно образование трещин.
После сварочных работ необходимо провести обязательную термообработку детали для того, чтобы снять внутреннее напряжение, которое появляется в процессе сварки, для улучшения структуры и уничтожения опасного мартенсита. Такая термообработка может сводиться к высокому опуску либо к пропусканию электрического тока сразу же после окончания работ по сварке.
Точечная контактная сварка в домашних условиях
Набор сварщика
В любой домашней мастерской точечная сварка может быть необходима. Для этого разработано достаточно много самых различных аппаратов, которые могут применяться самостоятельно без наличия особых знаний или навыков. Одними из простейших аппаратов являются простые настольные сварочные конструкции с относительно небольшой мощностью.
С помощью таких устройств можно сваривать детали толщиной до двух десятых миллиметра либо стальные проволоки диаметром до трёх десятых миллиметра. При данных условиях возможно сваривание различных деталей из фольги и массивных стальных оснований.
Отлично маломощные конструкции подходят при сварке малогабаритных деталей, когда усилия прижима невелики и осуществляются рукой. Электроды для сварки выполняются при этом в форме небольшого пистолета. Основным элементом аппарата является небольшой сварочный трансформатор, к вторичной обмотке которого при помощи гибкого многожильного кабеля подключают сам электрод. При этом подключение должно быть достаточно надёжным.
Также применяются более мощные аппараты для сварки. Они включают в себя сварочный трансформатор достаточной мощности, тиристорный полупроводниковый ключ, специальное устройство для выдержки времени, которое и обеспечивает контроль над длительностью процесса сварки.
При помощи таких аппаратов можно сваривать детали большей толщины, так как они могут обеспечить необходимое давление и условия для самого процесса сварки.
Но именно для домашних условий подойдет аппарат малой мощности, которым можно производить соединения небольших деталей и проводов. И хотя приобрести аппарат требуемой мощности сегодня не проблема, многие мастера готовы сделать аппарат своими руками на заказ, усовершенствуя его различными функциями.
No votes yet.
Please wait...
domnuzhen.ru
Точечная сварка
Темы: Контактная сварка.
Точечная сварка получила широкое распространение в промышленности, особенно при массовом производстве штампосварных конструкций в автомобиле- и авиастроении, космической технике, сельскохозяйственном и транспортном машиностроении, строительстве, а также в приборостроении при создании миниатюрных и прецизионных узлов и изделий электронной техники , средств связи и управления.
Другие страницы по теме
Точечная сварка
:
Большое значение и широкое применение контактной точечной сварки обусловлены следующими ее достоинствами:
- высокой производительностью и степенью автоматизации вследствие кратковременности самого процесса сварки и возможностью использования высокопроизводительных многоточечных машин, сборочно-сварочных поточных машин, агрегатов и роботизированных комплексов контактной сварки;
- возможностью получения сварных соединений высокого и стабильного качества для рациональной конструкции соединения при соблюдении оптимальных значений параметров режима и условий выполнения сварки;
- практическим отсутствием необходимости использования присадочных материалов, флюсов и газов;
- относительно высокими санитарногигиеническими условиями труда и культурой производства.
Перечисленные достоинства можно отнести ко всем видам контактной сварки.
Точечной сваркой можно сваривать детали из большинства известных конструкционных материалов: низко- и среднеуглеродистых, а также низколегированных, легированных коррозионно-стойких и жаропрочных сталей, алюминиевых и магниевых сплавов, титана и его сплавов, некоторых медных сплавов и ряда других материалов.
Лучше всего свариваются между собой однородные металлы и сплавы, построенные на одной основе или имеющие разную основу, но образующие между собой ряд твердых растворов.
Например, аустенитные стали хорошо свариваются с конструкционными , коррозионно-стойкие стали - с жаропрочными. Никель сваривают с низколегированными и коррозионно-стойкими сталями. Однако в ряде случаев контактная точечная сварка деталей из разнородных металлов и сплавов затруднена или невозможна, что обусловлено следующими основными факторами:
- различием теплофизических и механических свойств свариваемых пар металлов и зависимостью их от термического цикла сварки , что вызывает смещение электротеплового поля относительно плоскости свариваемого стыка;
- существенной химической и структурной неоднородностью металла литого ядра вследствие несимметричного проплавления деталей и незавершенности процессов перемешивания металла в ядре;
- образованием интерметаллических фаз и механических смесей, обладающих большой твердостью и хрупкостью, что приводит к низким механическим свойствам соединения.
Все чаще точечной сваркой соединяют металлы с антикоррозионными и декоративными покрытиями. Свариваемость таких металлов зависит от свойств покрытия и его толщины. Удовлетворительно свариваются металлы с электропроводными металлическими покрытиями толщиной 7... 30 мкм. В машиностроении используют стали, покрытые цинком, свинцом, алюминием, никелем и хромом, в приборостроении детали покрывают также оловом, оловянно-висмутовым сплавом, кадмием, золотом, серебром и никелем . Наибольшие трудности возникают при сварке металлов c неэлектропроводными фосфатными и оксидными покрытиями из-зa таких дефектов кaк выплески и непровары. Точечной сваркой обычно соединяют детали, собранные внахлестку, однако возможны и другие типы соединений.
Наиболее широко этим способом соединяют детали и заготовки, выштампованные из листового и вырезанные из профильного проката, а также детали, изготовленные резанием. Точечную сварку можно использовать для создания комбинированных конструкций, в которых заготовки из листового проката необходимо сваривать с деталями, изготовленными методами литья, ковки и высадки.
Как правило , точечной сваркой соединяют детали толшиной 0,5 . . .6,0 мм. На специальных машинах возможна сварка стали толщиной до 30,0 мм, при микросварке толщина привариваемых элементов составляет 20 ... 50 мкм. Обычно в машиностроении сваривают детали равных толщин или с соотношением толщин не более 1 : 6 (при толщине тонкой детали 0,5 . . .1,5 мм) , в приборостроении соотношение толщин соединяемых элементов может быть более чем 1 : 100.
Точечная сварка может быть двусторонней и односторонней. Пpи сварке компактных деталей или узлов открытого типа c отбортовкой применяется двусторонняя сварка, а для крупногабаритных узлов и при ограниченном доступe к зоне сварки - односторонняя. Пpи сварке в массовом производствe для повышения производительности используется многоточечная сварка .
При проектировании сварной конструкции, выполняемой точечной сваркой на универсальном оборудовании с использованием простейших сборочных приспособлений, желательно обеспечить :
- минимальную и неизменную массу деталей из ферромагнитного материала, вводимую в контур сварочной машины, так как наличие магнитной стали в сварочном контуре ведет к увеличению его сопротивления и снижению силы сварочного тока; конструкция а на рис. 1 более предпочтительна, чем конструкция б;
- необходимые жесткость и прочность электродов и хоботов из сплавов с твердостью ≥120 НВ, передающих требуемую силу сжатия при сварке внутри узлов коробчатой формы, обечаек и труб (см . рис. 1, в), при этом размеры отверстия (в мм) свариваемых узлов прямоугольного или круглого сечения должны отвечать следующим зависимостям :
где Fсж - сила сжатия электродов, даН , определяемая толщиной и материалом , подлежащим сварке; L - длина детали (или вылет электрода), мм; при не возможности введения электрода внутрь полого тонкостенного профиля целесообразно использовать медные раздвижные вставки (см. рис. 1, г) или удаляемый после сварки легкоплавкий материал;
- свободный доступ электродов к месту сварки с тем, чтобы использовать прямые электроды с внутренним охлаждением, поэтому конструкция узла на рис. 1, д предпочтительнее узла, показанного на рис. 1, е;
- свободную деформацию деталей в зоне сварки, узел ж на рис. 1 полностью отвечает этому требованию, узел з на этом рисунке - частично;
- минимально возможные зазоры между деталями за счет повышения точности заготовок, фиксируюших приспособлений и качества сборки деталей в местах их сопряжения под сварку.
Точечная сварка чаще всего применяется для нахлесточных соединений c обязательным получением литого ядра. Прочность сварной точки определяется качествoм металла литого ядра, зoны термического влияния и размерами сечения ядра. Основной геометрический параметр точечного соединения - это диаметр литого ядра. ГОСТ 15878-79 регламентирует основные размеры конструктивных элементов сварных соединений для групп А и Б (см. таблицы в ГОСТ 15878-79 и рис. 2). Соединения группы А имеют большие диаметры литого ядра и обладают более высокой прочностью по сравнению с соединениями группы Б.
Фактический диаметр сварной точки должен быть не менее указанного в таблицах ГОСТа. При отработке технологии сварки выбранные параметры режима должны обеспечивать диаметр ядра dном на 15.. .25 % больше табличного для компенсации технологических возмущений при сварке .
Величина проплавления h мало влияет на прочность точки и может изменяться в пределах 20 .. .80 % толщины каждой детали. При проплавлении <20 % не удается обеспечить стабильные размеры литого ядра и отсутствие в нем дефектов, при проплавлении >80 % наблюдается перегрев металла в околошовной зоне и в контакте электрод - деталь, что снижает коррозионную стойкость соединения, повышает изнашивание электродов и вероятность образования выплесков.
Обычно минимальное значение проплавления (20 %) достигается в тонкой детали при сварке деталей неравной толщины , максимальное проплавление (до 95 %) характерно для титановых сплавов ввиду их низкой теплопроводности.
Бесследная сварка , когда отсутствует заметная вмятина на поверхности одной из деталей, достигается при односторонней сварке на медной подкладке (см . п. 2 в таблице на странице Схема точечной сварки) или при сварке с холостым плоским электродом большого диаметра (см. п. 5 таблицы на той же странице).
При сварке деталей неодинаковой толщины (см. рис. 2, в) конструктивные элементы соединения выбирают по более тонкой детали. Если соотношение толщин свариваемых деталей S / S1 > 2, величины В, t и с увеличивают на 20.. .30 %. При двусторонней сварке трех деталей (в исключительных случаях четырех) диаметр литого ядра, измеренный в плоскости сопряжений каждой пары деталей, должен соответствовать государственному стандарту (при односторонней сварке число одновременно свариваемых деталей не может быть более двух). Если при сварке пакета из трех деталей образуются два литых ядра (см. рис. 3, а) , то величина нахлестки В устанавливается по тонкой детали l, l'. В случае образования обшей литой зоны (см . рис. 3, б) нахлестка со стороны края средней детали должна быть увеличена на 20 .. .30 % с тем , чтобы предотвратить возможное раздавливание края детали 2.
Рисунок 2. Конструктивные элементы, графическое изображение и условное обозначение сварных соединений, выполненных точечной сваркой из однотолщинных и одноименных металлов (а), плакированного (6) и разноименного металла (г), деталей неравной толщины (в).
Минимальный шаг точек при сварке пакета из трех стальных деталей увеличивают в - 1,5 раза по сравнению с шагом для пакета из двух деталей. Желательно, чтобы отношение толшин деталей в пакете не превышало трех.
Рис. 3. Точечная сварка трех деталей : а - раздельное формирование ядер; б - сквозное проплавление средней детали; 1, 1' - тонкие детали; 2 - толстая деталь.
- < Точечная сварка металлов
- Точечная сварка видео >
weldzone.info
Область применения точечной контактной сварки своими руками
Довольно часто в условиях домашней мастерской или при проведении различных ремонтных работ возникает необходимость в применении технологии точечной сварки. Существует достаточно много аппаратов, которые могут быть свободно применены, причем не требуют наличия специальных знаний либо навыков. Тем более сделать такую сварку может любой мужчина.
Прибор для сварки
В основном такой вид сварочных работ используется при ремонте бытовой техники. Хотя вообще сама область применения точечной контактной сварки достаточно широка – это могут быть самые разнообразные ремонтные работы с кабелями, алюминием и даже мелкая починка кухонной утвари.
Аппараты для точечной сварки в домашних условиях также бывают самых разнообразных моделей. Это и небольшие переносные конструкции, и достаточно серьёзные аппараты для объёмных работ. Одним из самых популярных является настольный аппарат для сварки своими руками, который используется при работах с цветными либо чёрными металлами.
Все устройства отличаются друг от друга по мощности, которую обеспечивает обмотка трансформатора.
Что представляет собой сварка?
Точечная сварка – это одна из немногих разновидностей контактной сварки, при которой электрический ток проходить между электродами через металл, разогреваемый в точке соприкосновения двух деталей. Металл в точке сварки разогревается и плавится, при этом создаётся ядро сварной точки с диаметром от четырёх и до двенадцати миллиметров.
Само ядро имеет при этом форму чечевицы. На деталях из низкоуглеродистой стали возможна сварка без расплавления ядра, однако такой вид сварочных работ не очень надёжен и поэтому находит применение крайне редко.
Согласно общей классификации точечная контактная сварка относится к классу термомеханических процессов. Вид работы разделяется на несколько последовательных этапов^
- Детали, которые необходимо сваривать предварительно совмещаются друг с другом в требуемом положении и размещаются между двумя электродами, затем крепко прижимаются друг к другу;
- Детали подвергаются нагреву, который приводит их в состояние должной пластичности, и деформируются.
В промышленных условиях частота сварки может достигать шестисот точек за минуту, в домашних условиях эта цифра, конечно же, намного меньше.
Точечная сварка
Вообще, точечная сварка своими руками в условиях домашней мастерской требует поддержания:
- Постоянной скорости при перемещении двух электродов;
- Поддержки на необходимом уровне нужной величины давления, полной контактности со свариваемыми деталями.
Также необходимо соблюдать технику безопасности при выполнении такого рода работ:
- Обязательная изоляция всех электрических и соединительных проводов;
- Использование специальных защитных рукавиц либо перчаток, которые предохранят руки от возможных ожогов;
- Лицо также надо защищать от возможного попадания искр или брызг металла;
- Рядом с проводимыми работами нельзя держать легковоспламеняющиеся либо огнеопасные предметы и материалы;
- Деревянные полы желательно защитить от возможного возгорания;
- Желательно иметь рядом с местом проведения работ средства для тушения возгораний;
- Помещение, где проводятся работы надо проветривать, так как возможно выделение вредных газов, которые опасны для здоровья.
Точечная сварка, безусловно, имеет свои достоинства и свои недостатки. Высокая экономичность и достаточно сильная механическая прочность получаемых точечных швов, а также требуемую возможность автоматизации всего процесса работы, несомненно, является положительными чертами такого вида работ.
Однако при этом существует один недостаток, который влияет на качество такой сварки – это отсутствие герметичности получаемых сварочных швов.
Точечная сварка своими руками
Вообще, такой вид контактной сварки представляет собой процесс, при котором расплавление металла и последующее получение литой структуры получается при использовании осадочного давления. Такое давление обязано быть достаточным, чтобы преодолеть жёсткость деталей и осуществить деформацию.
Само давление должно возрастать при увеличении толщины свариваемых деталей, однако при увеличении давления срок эксплуатации электродов достаточно быстро уменьшается. В связи с этим, такой тип работ применяют для деталей относительно небольшой и малой толщины до шести миллиметров.
Режим сварки
Его также надо подбирать достаточно тщательно, так как прочность точки сварки и прочность шва зависят от диаметра электрода, давления, толщины детали, силы тока, времени прохождения тока через электроды.
От времени прохождения тока зависит и диаметр сварного ядра, с увеличением времени диаметр самого ядра увеличивается. Однако чрезмерное его возрастание может сильно ослабить оболочку твёрдого металла и вызвать вмятие детали под электродами. Всё это может привести к выплеску жидкого металла наружу и ослаблению точки сварки.
При прекращении прохождения электротока через электроды начинается процесс охлаждения ядра точки и последующая кристаллизация жидкого металла, которая происходит от самой поверхности ядра до его середины. При этом образуется дендритная столбчатая структура металла детали.
После охлаждения объём металла в точке сварки уменьшается, поэтому может образоваться пористость, усадочная раковина, некоторая рыхлость металла. При большей толщине свариваемой детали имеется большая вероятность образования большого количества дефектов.
Технология точечной контактной сварки и подготовка к проведению работ
современное устройство для сварки
Технология точечной сварки предполагает подачу кратковременного импульса электрического тока, длительность которого может меняться от 0,01 секунды до 0,1 секунды. При прохождении этого импульса детали в зоне наложения электродов расплавляются и приобретают общее ядро.
После прекращения подачи тока детали должны остывать под давлением для кристаллизации этого ядра и его полного охлаждения. Как правило, такой вид сварки не требует принятия сильных мер безопасности, так как прижатие деталей друг к другу создаёт уплотняющий поясок между ними. Выплеск расплавленного металла при таких условиях не должен произойти.
Для обеспечения лучшей кристаллизации, проковывания и устранения возможных неоднородностей давление, детали следует снимать с некоторой задержкой.
При сварке тонких деталей с толщиной от одного до полутора миллиметров обычно применяют конденсаторную сварку. При этом сами конденсаторы непрерывно заряжаются от сети относительно малым током и разряжаются через детали, что обеспечивает непрерывный процесс сварочной работы.
Такой метод отлично подходит при сварке сверхминиатюрных деталей в радиотехнических, электронных и прочих приборах. При таких условиях возможна сварка, и чёрных, и цветных металлов и их различных сочетаний.
Для обеспечения качественных сварных швов детали предварительно необходимо правильно подготовить к работе. Сделать это нужно обязательно. Все детали перед началом работ должны быть обязательно очищены от всех видов загрязнений. Это можно осуществить специальными щёточками, опескоструиванием, травлением в кислотах и прочими способами.
Сама сборка перед сваркой должна обеспечивать точное и плотное прилегание деталей друг к другу. Если эти условия не будут обеспечены, возникает следующая ситуация: появившийся зазор между деталями уменьшает и поглощает часть давления на них, что приводит к недостаточному осадочному давлению и разбросу прочности сварных точек.
Мягкий и жесткий режимы
Точечная сварка — процесс, тонкости которого должен знать каждый начинающий сварщик
При точечной сварке существуют два режима:
- Мягкий режим при умеренной силе тока и его плотности на электрод до 100 а/мм2;
- Жёсткий режим с плотностью до 300 а/мм2.
При этом мягкий режим характеризуется более долгим временем сварки, плавным нагревом, малой мощностью. Преимуществами такого режима являются уменьшение мощности аппарата, которая потребляется от электрической сети, уменьшение её нагрузки, меньшая стоимость аппаратов и контактных машин, меньшая закалка.
Жёсткий режим характеризуется повышенной мощностью, большой загрузкой сети, увеличением стоимости. Преимуществами можно считать малое время сварочных работ, высокую производительность.
Нарушение условий работы и технологии при выполнении точечной контактной сварки приводить к самым различным дефектам и снижении прочности сварной точки. Самым опасным при этом является непровар точки, который характеризуется полным отсутствием литого ядра либо очень малыми его размерами, недостаточными для обеспечения прочности шва.
Такой дефект не всегда можно отследить при наружном визуальном осмотре, чем он особенно опасен. Также среди дефектов имеются такие, как подплавление поверхности детали, полный прожог металла, раковины, глубокие вмятины, сильная пористость сварного ядра.
На мягких режимах обычно свариваются стали с большим содержанием углерода и легированные стали. На жёстком режиме рекомендуется сваривать стали большой прочности при большом давлении, так как возможно образование трещин.
После сварочных работ необходимо провести обязательную термообработку детали для того, чтобы снять внутреннее напряжение, которое появляется в процессе сварки, для улучшения структуры и уничтожения опасного мартенсита. Такая термообработка может сводиться к высокому опуску либо к пропусканию электрического тока сразу же после окончания работ по сварке.
Точечная контактная сварка в домашних условиях
Набор сварщика
В любой домашней мастерской точечная сварка может быть необходима. Для этого разработано достаточно много самых различных аппаратов, которые могут применяться самостоятельно без наличия особых знаний или навыков. Одними из простейших аппаратов являются простые настольные сварочные конструкции с относительно небольшой мощностью.
С помощью таких устройств можно сваривать детали толщиной до двух десятых миллиметра либо стальные проволоки диаметром до трёх десятых миллиметра. При данных условиях возможно сваривание различных деталей из фольги и массивных стальных оснований.
Отлично маломощные конструкции подходят при сварке малогабаритных деталей, когда усилия прижима невелики и осуществляются рукой. Электроды для сварки выполняются при этом в форме небольшого пистолета. Основным элементом аппарата является небольшой сварочный трансформатор, к вторичной обмотке которого при помощи гибкого многожильного кабеля подключают сам электрод. При этом подключение должно быть достаточно надёжным.
Также применяются более мощные аппараты для сварки. Они включают в себя сварочный трансформатор достаточной мощности, тиристорный полупроводниковый ключ, специальное устройство для выдержки времени, которое и обеспечивает контроль над длительностью процесса сварки.
При помощи таких аппаратов можно сваривать детали большей толщины, так как они могут обеспечить необходимое давление и условия для самого процесса сварки.
Но именно для домашних условий подойдет аппарат малой мощности, которым можно производить соединения небольших деталей и проводов. И хотя приобрести аппарат требуемой мощности сегодня не проблема, многие мастера готовы сделать аппарат своими руками на заказ, усовершенствуя его различными функциями.
yegorka.com