Станок деревообрабатывающий многофункциональный бытовой. Что такое станок рейсмусовый
Рейсмусовый станок - это... Что такое Рейсмусовый станок?

Рейсмусовый станок (от нем. Reißmaß) — деревообрабатывающий станок; разновидность строгальных станков; предназначен для простругивания заготовок в размер по толщине. Обычно обработке подвергаются детали, предварительно проструганные на фуговальном станке.
Конструкция
Режущий инструмент станка — ножевой вал. Заготовку подают в станок по горизонтальному (рабочему) столу.
Различают односторонние рейсмусовые станки и двусторонние рейсмусовые станки.
Односторонние рейсмусовые станки имеют один ножевой вал для снятия материала сверху заготовки. Двусторонние рейсмусовые станки имеют дополнительный ножевой вал на рабочем столе.
Базирование заготовки осуществляется по рабочему столу, и, если необходимо, боковыми роликами или планкой. Заготовка удерживается вальцами. Подача либо ручная, либо с помощью вальцов.
Сходные по конструкциям фуговальный станок и двусторонний рейсмусовый станок зачастую комбинируют в фуговально-рейсмусовый станок.
Характеристики
Типовая максимальная ширина обрабатываемых заготовок 315..1250 мм, толщина — 5..160 мм; диаметр ножевых валов 100..165 мм, 2..4 ножа на валу, скорость вращения валов 5 000..10 000 об/мин. Мощность электрического двигателя от 1 кВт до 44 кВт.
Ссылки
dal.academic.ru
по дереву, многофункциональный, своими руками, чертежи
Все чаще в домашнем арсенале столяров – любителей, не говоря уже о профессионалах, можно встретить рейсмусовый станок, используемый для деревянных заготовок хорошего качества. Электрические столярные инструменты ручного и переносного типа постепенно вытесняются станковыми моделями, и рейсмусовый станок можно считать наглядным тому подтверждением. Сегодня уже мало иметь возможность быстро и без особых усилий резать деревянную заготовку, даже в любительском изготовлении мебели и домашних приспособлений, когда требуется высокое качество станковой обработки.

Рейсмусовый станок по дереву
Среди ближайших родственников рейсмусового станка можно назвать наиболее известные и популярные системы:
- Строгальный станок по дереву, снимает верхнюю, наиболее грубую часть заготовки после распила бревна и бруса на мощных циркулярных пилах;
- Фуговальный станок используется для предварительной получистовой обработки поверхности доски или плиты из дерева;
- Шлифовальный станок применяется для чистового выведения под полировку дерева или обработку лаковыми политурами, восковыми мастиками.
Первые два типа станков отличаются лишь размерами рабочего стола, количеством режущих кромок, скоростью резания. Устройство станины, ножевого блока, привода и системы подачи заготовки из дерева во многом похожи. В шлифовальном станке вместо ножей используются шлифовальные барабаны и ленты.
К сведению! Между операциями шлифования и фугования дерева предполагается обработка заготовки рейсмусовым типом барабанного ножа.
При правильном подборе режимов качество обработки дерева на рейсмусовом станке получается достаточно высоким, что зачастую дает возможность отказаться от шлифования деревянной поверхности.

Во многих случаях, при работе с легкими и средними по плотности заготовками, операции фугования и чистовой резки выполняют на одном фуговально – рейсмусовом станке. Достаточно лишь последовательно перенастроить режим резанья и обороты вращения ножевого блока. Один станок фактически заменяет два.
Суть станка рейсмусового типа
Считается, что свое название рейсмусовый станок получил от известного столярного инструмента рейсмуса, используемого для нанесения разметки параллельных линий на заготовках и щитах из цельного и клееного дерева. В этом утверждении есть определенная доля правды, так как рейсмусовые типы станков используются преимущественно для двух операций:
- Чистовое строгание, обеспечивающее гладкую поверхность дерева;
- Калибровка параллельности плоскостей щита, резанной деревянной рейки, доски.
В прежние времена параллельность плоскостей после строгания проверялась рейсмусом, после того как стало возможным изготовление станков с высокооборотными цилиндрическими ножами, название рейсмусовый так и осталось за надежными и очень удобными в работе устройствами.

Типовое устройство рейсмусового станка
В современной столярной мастерской практически невозможно обойтись без инструментов для чистовой обработки, в том числе шлифовального и рейсмусового станков. В зависимости от объема выполняемых столярных работ, нагрузки и номенклатуры изделий из дерева рейсмусовый станочный парк делится на две группы:
- Специализированные станки и приспособления, рассчитанные на одну-две операции. Помимо основного блока для односторонней или двухсторонней обработки поверхности дерева, в конструкции может использоваться приспособление для распиловки или подрезки торцов заготовок;
- Универсальные деревообрабатывающие станки с рейсмусом. Такой агрегат может обеспечить выполнение от 4 до 12 наиболее важных и востребованных типов обработки дерева.
В условиях выполнения больших объемов обработки дерева более выгодными оказываются специализированные станки по дереву. Во-первых, нет необходимости выполнять регулярную перенастройку и наладку режущих инструментов, выше точность и качество обработки, а во–вторых, работа на специализированном рейсмусовом агрегате не требует высокой квалификации.
Универсальный вариант более гибкий в работе, но для использования многофункционального станка по дереву потребуется серьезный опыт настройки и обслуживания устройства. В условиях мелкосерийного или штучного изготовления деталей из дерева нормально работают только МФУ станки с рейсмусовыми приставками известных брендов.

Китайский ширпотреб очень быстро теряет точность обработки заготовок из дерева, и зачастую, после нескольких лет эксплуатации универсальный деревообрабатывающий станок с рейсмусом — приставкой переделывается владельцами в специализированные устройства, например, циркулярку или электрофуганок.
Конструкция специализированного станка-рейсмуса по дереву
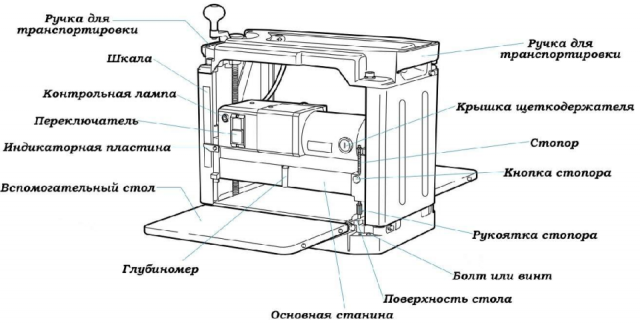
Устройство и кинематическая схема рейсмусового станка для обработки дерева мало чем отличается от фуговального агрегата. Основу конструкции составляет стальная или алюминиевая станина, на которой закреплен двигатель с зубчатой или цепной передачей. В верхней или средней части станка расположен рабочий стол и цилиндр с установленными «накосую» режущими ножами.

Важно! Главное отличие рейсмусового агрегата от фуговального и тем более строгального станка заключается в использовании специальных подшипниковых опор, обеспечивающих низкий уровень вибраций.
Кроме того, в рейсмусе значительно меньше скорость подачи дерева и в разы выше скорость вращения режущего барабана. В результате обработки удается получить очень ровную и точную, почти гладкую поверхность заготовки из дерева.
Рейсмусовые аппараты выпускаются в двух вариантах:
- Двухсторонние станки с одновременной обработкой противоположных поверхностей. Размеры обрабатываемой поверхности редко превышают 30х50 см для любительских моделей и 50х50 см для изделий профессионального уровня;

- Односторонние агрегаты с увеличенной длиной рабочего стола. В первую очередь такие станки ориентированы на обработку заготовок из дерева большой длины.
В качестве примера наиболее удачных версий рейсмусовых станков двухсторонней обработки можно привести модели рейсмус Макита 2012NB или JET-JWP12.
Последний вариант выпускается швейцарской компанией JET, хорошо известной качественными и точными станками по дереву.

Модель JWP12 рассчитана на небольшую нагрузку, из-за использования мощного коллекторного двигателя в 1,8 кВт производитель рекомендует кратковременно-повторный режим обработки дерева. Вес установки всего 27 кг, что позволяет убирать рейсмусовый аппарат с рабочего места по окончанию работ. На режущем цилиндре диаметром 48 мм установлены два ножа из кованой легированной стали. При вращении вала на скорости в 9000 об/мин можно обрабатывать заготовки шириной 300х500 мм с подачей почти 12 см/с.
Более изящный рейсмус Макита 2012 NB оснащен двигателем в 1,65кВт и специальной системой подачи материала. Станок режет дерево толщиной от 3 до 100 мм. Аппарат получился достаточно шумный, в работе выдает звук до 80 дБ, но зато, в отличие от JWP12, выдерживает в несколько раз большую нагрузку и не требует столь частых перерывов в работе.

В среде любителей известной популярностью пользуется американский рейсмус Метабо Dh430.

Специфика фуговально-рейсмусовых моделей станков
Можно сказать, что данный тип рейсмуса является переходной моделью от специализированой техники к многофункциональным устройствам. Например, модель Holzstar-ADh300 конструктивно является обычным односторонним рейсмусом, но благодаря мощной алюминиевой раме, полноразмерному рабочему столу и специальной системе подачи заготовки станок может с одинаковым успехом выполнять и фугование, и финишную обработку.

Единственным недостатком является высокая стоимость изделия, на сегодня самые дешевые экземпляры стоят от 550 Евро.
Универсальные конструкции рейсмусов
Схема компоновки МФУ станка со встроенным рейсмусом кардинально отличается от специализированного рейсмусового аппарата. Обычно деревообрабатывающий многофункциональный бытовой станок с рейсмусом изготавливается в виде стальной массивной коробки, внутри которой расположен электрический двигатель и система передачи вращающего момента от мотора к режущим приспособлениям.
В самых мощных используются тяжелые асинхронные двигатели от 1,5 до 3 кВт. Из-за того, что двигатель выдает одну частоту вращения вала, приходится использовать систему регулирования оборотов и вращающего момента. Поэтому многофункциональное устройство всегда получается более шумным и менее надежным в работе.
В комплект режущих приспособлений, помимо рейсмусового ножа, входит:
- Циркулярная пила;
- Фрезерная головка;
- Устройство для сверления отверстий под любым углом;
- Строгальный вал с ножами.
Кроме режущих устройств, в конструкции МФУ используется несколько типов направляющих и позиционирующих приспособлений. Например, вращением приводных валов можно выставить угол подрезки кромки или фрезерования паза в диапазоне 0-90о.

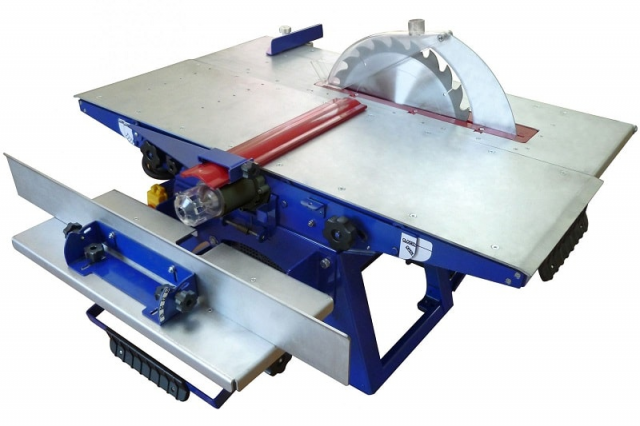
Типичным представителем класса универсалов является станок швейцарской компании Holzstar модели UMK6. Его основные параметры приведены в таблице.

В конструкции предусмотрено выполнение шести операций – сверление, распиловка циркулярной пилой, фрезерование, обработка рейсмусом, фугование.
Габариты 880х 835 см, вес 52 кг. Мощность асинхронного двигателя – 1 кВт. Разумеется, точность и качество обработки универсального UMK6 не может сравняться со специализированными моделями, но того, что может выдать станок, вполне хватает для любых домашних работ или даже для производства несложной мебели, тары, ремонта крыши, установки забора.

Для сравнения, при несколько меньшей ширине рабочей зоны рейсмусового приспособления, чем у JWP12, 154 мм против 300 мм, все остальные параметры — скорость резания 12 см/с, габариты заготовки из дерева 1-92 мм, лишь немногим уступают швейцарскому станку.
По сути, МФУ с рейсмусовой приставкой заменяет целых пять станков по дереву.
Рейсмусовый станок своими руками
Потребность в изготовлении рейсмусового станка своими руками возникает зачастую в ситуации, когда использования обычного фуговального строгания уже становится явно недостаточно для получения гладенькой поверхности будущего пола или паркета. Использовать электрорубанок не получится, качество поверхности после электрического рубанка, возможно, будет достаточно высоким, но избавиться от полос, появляющихся на поверхности дерева с каждым проходом, явно не удастся.
Выход один – попытаться сделать по чертежам рейсмус из электрорубанка своими руками. Благодаря мощной станине и направляющим рейкам поверхность дерева после обработки доски рейсмусовым валом получится относительно однородной и плоской.
Рейсмус из электрического рубанка
Для постройки полноценного рейсмусового приспособления в первую очередь необходимо изготовить станину или столик, на котором будет закреплен инструмент. Электрорубанок комплектуется мощным коллекторным двигателем, который может легко стать причиной травмы, поэтому крепеж самодельного рейсмуса к столу должен быть прочным и надежным.
Вторым этапом выбираем схему компоновки рейсмуса. Наиболее простой вариант приспособления приведен на чертеже и фото.
Фактически необходимо изготовить подвижную платформу, на которой будет закреплен сам электрорубанок. Высота подъема подошвы инструмента на обрабатываемой поверхности регулируется с помощью четырех пар «винт-гайка», установленных по бокам приспособления.
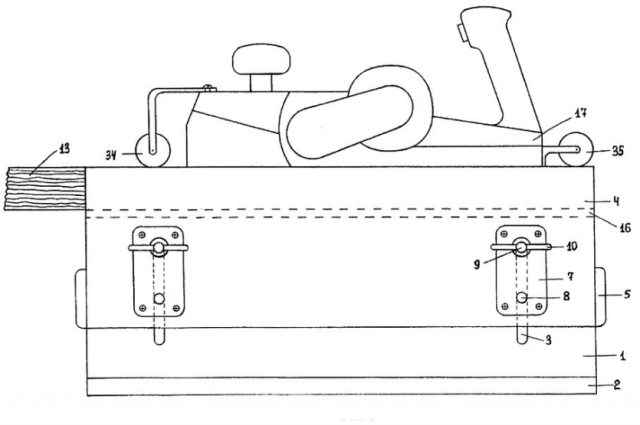
Основная сложность в работе электрорубанка заключается в корректной регулировке высоты подъема режущей кромки. В нормальном режиме вылет ножа над плоскостью подошвы регулируется винтовой подпружиненной рукояткой. Величину вылета обычно проверяют визуально или руками, тогда как при работе в режиме рейсмусового станка придется руководствоваться только показаниями шкалы на рукояти.
Единственными недостатками рейсмуса подобной схемы будут небольшая ширина обрабатываемой поверхности, 90-100 мм, и фактическая потеря электрорубанка в качестве ручного инструмента. Разбирать и собирать рейсмусовый станок всякий раз, когда понадобится снять пару миллиметров с прибитой доски, явно неудобно.

Самодельный деревообрабатывающий рейсмусовый станок
Нередко при проведении столярных работ возникает потребность прогнать рейсмусом доску или склеенный из реек щит шириной более 100 мм. Планки и панели из дерева 100-140 мм еще кое-как можно ровнять обычным ручным электрорубанком, при условии, что материал надежно зафиксирован на верстаке. Правда, строгать приходится по диагонали в несколько проходов с последующей обработкой ручной шлифовальной машинкой.
Перекрестное строгание широких досок еще можно использовать для одной-двух досок, но если речь идет о двух десятках щитов или досок, то без самодельного рейсмусового станка явно не обойтись.
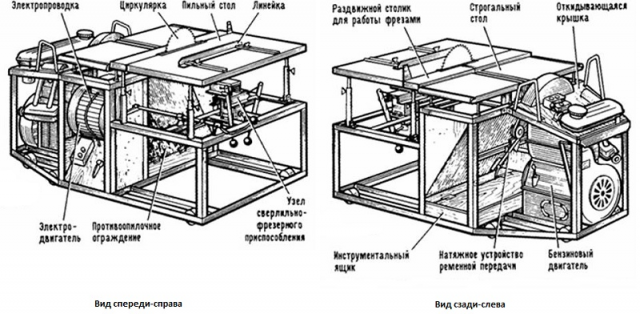
Простейший вариант рейсмус-фуговального станка приведен на схеме.
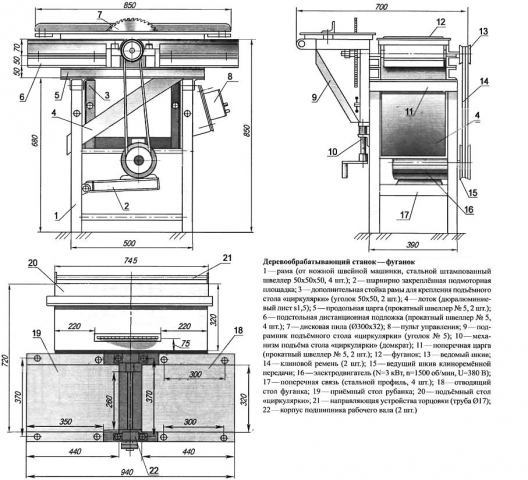
Основой конструкции является массивная стальная рама-каркас, сваренная из стального уголка. В нижней части станины рейсмусового станка устанавливается асинхронный двигатель мощностью 1,5-1,8 кВт и оборотами не менее 1200 об/мин. Двигатель необходимо установить на подпружиненную подушку, чтобы обеспечить натяжение приводного ремня станка и снизить вибрации на рейсмусовых ножах.
Вторым по важности элементом является цилиндрический блок с гнездами для ножей и подшипниковыми опорами. Эту деталь рейсмуса придется купить готовой, сделать ее своими руками практически нереально. Барабан с подшипниками устанавливают непосредственно на станину станка после монтажа рабочего стола.
На последнем этапе подбираются два шкива для ременной передачи, соотношение диаметров шкивного ручья должно быть в пределах 2,5-2,8. Шкив большего диаметра насаживается на вал двигателя, меньшего на вал барабана. Скорость вращения под нагрузкой не должна превышать 4 тыс. об/мин.
Заключение
Рейсмусовый станок в процессе строгания заготовок из дерева производит огромное количество опилок и мельчайшей древесной пыли. Избавиться от нее невозможно, даже если конструкция оборудована воздухозаборником для подключения промышленного пылесоса. Поэтому даже при выполнении простейших работ на рейсмусовом станке приходится пользоваться респиратором и защитными очками.
bouw.ru
Станок деревообрабатывающий многофункциональный бытовой
Рейсмусовы й станок (рейсмус) – это один из видов деревообрабатывающих строгальных станков.
й станок (рейсмус) – это один из видов деревообрабатывающих строгальных станков.
Заготовки, прошедшие первоначальную обработку на фуганке, загоняются в рейсмус для финального строгания.
Этот тип оборудования используется во многих столярных мастерских, так как значительно упрощает процесс формирования заготовок при сооружении тех или иных деревянных изделий.
Виды рейсмусовых станков
Основная рабочая деталь рейсмуса – это режущий вал с ножами. Станки могут быть оборудованы различным количеством валов и, исходя из этого параметра, делятся на следующие виды:
- односторонние – оборудованы одним ножевым валом, обрабатывающим верхнюю плоскость заготовки;
- двусторонние – оснащены двумя рабочими валами, один из которых расположен снизу и установлен первым по ходу движения, поэтому сначала обработке подвергается нижняя часть заготовки;
- трехсторонние и четырехсторонние – универсальное оборудование, которое применяется в основном только на производстве. При помощи таких станков можно обрабатывать деталь одновременно с нескольких сторон.
Наиболее часто используемый вид станка – односторонний. Он прост в эксплуатации и при качественной отладке обрабатывает детали ничуть не хуже более универсальных аналогов.

Рейсмусы также бывают мобильными и стационарными. Мобильные имеют небольшие размеры и малый вес и применяются для бытовых нужд. Местом установки станка может служить стол или верстак. Для обработки крупных деталей используют специальные крепежные приспособления. Стационарный станок представляет собой крупногабаритную технику в виде отдельно расположенного модуля.
Видео
Бытовой станок с рейсмусом Муравей
Для чего применяется рейсмусовый станок?
Рейсмус предназначен для строгания плоскости деревянных деталей – клееных щитов, брусьев и досок для придания им необходимой толщины в соответствии с заданным размером.
Такая техника является одним из основных видов оборудования, как на деревообрабатывающих предприятиях, так и в домашних мастерских, можно сделать
рейсмусовый станок своими руками
Рейсмус позволяет равномерно прострогать заготовку по всей площади, в результате чего все обработанные детали имеют равную толщину.
Рейсмусовые станки также являются незаменимым оборудованием в строительстве, когда нужно обработать большое количество широких досок.
Наличие секционных подающих валов, входящих в конструкцию рейсмуса, позволяет загонять в станок заготовки разной толщины.
Некоторые виды бюджетных рейсмусов не позволяют строгать слишком тонкие детали, так как в процессе работы возникают вибрации. Это отрицательно сказывается на качестве обработки.
При помощи специальных приспособлений на рейсмусе можно обрабатывать даже клинообразные детали.
Эффективность работы станка зависит от мощности двигателя. Для домашней мастерской подойдет рейсмус с двигателем 2,2 кВт. Более мощную технику можно использовать для обработки твердых пород дерева: дуба, ясеня, груши, бука.
Устройство рейсмуса
Учитывая то, что наиболее распространенным вариантом является односторонний агрегат, именно его устройство и будет рассмотрено ниже.
Стол рейсмуса, в отличие от фуганка, представляет собой единую сплошную плиту и не имеет в своем оснащении направляющей линейки. В конструкцию станка входят следующие основные элементы:
- вал, оборудованный несколькими ножами;
- система автоподачи деревянной детали по направляющим в виде роликов.
 Станина агрегата выполнена из чугуна и имеет литую форму. На нее устанавливаются все элементы и механизмы рейсмуса. Опорный стол крепится к технологическим уголкам рейсмуса и фиксируется при помощи болтов и струбцин. Высота стола регулируется посредством подъемного механизма.
Станина агрегата выполнена из чугуна и имеет литую форму. На нее устанавливаются все элементы и механизмы рейсмуса. Опорный стол крепится к технологическим уголкам рейсмуса и фиксируется при помощи болтов и струбцин. Высота стола регулируется посредством подъемного механизма.
Вал с ножами устанавливается над столом. Система подачи деталей представляет собой две пары вальцов. Одна из них установлена перед ножевым валом, вторая – за ним. Нижние вальцы располагаются строго под верхними. Вращение вальцов, расположенных вверху осуществляются при помощи электродвигателя, посредством зубчатой передачи. Нижние вальцы приходят в движение под воздействием подаваемой заготовки.
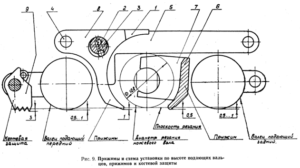
Нижние валики обеспечивают более легкую подачу заготовки на ножевой вал и возвышаются над плоскостью стола на 0,2-0,3 мм. Если расположить вальцы выше, это приведет к вибрации заготовки от удара ножей, в результате чего ухудшится качество обработки. Передний верхний вал, как правило, имеет рифленую поверхность, что обеспечивает более качественную сцепку с поверхностью обрабатываемой детали. Он располагается на 2-3 мм ниже поверхности загоняемой в станок заготовки.
Верхний задний вал имеет гладкую поверхность, так как в этом случае рифленая деталь может испортить прошедшую обработку заготовку. Его располагают на 1 мм ниже кромок лезвий. Валики подающей системы расположены параллельно, поэтому в рейсмус одновременно можно загонять лишь детали одинаковой толщины.
При подаче более тонких деталей, ножевой вал с силой ударит в торец заготовки, в результате чего она вылетит обратно.
Технические характеристики
Рейсмусовые станки могут иметь разные характеристики, обусловленные возможностями того или иного агрегата.
Вот один из примеров:
- возможность обработки деталей толщиной от 160 до 1250 мм;
- толщина слоя, который можно снять за один заход – до 3 мм;
- скорость вращения рабочих валов – 5000 оборотов в минуту;
- рабочий вал может иметь поперечник 100-165 мм и оснащаться 2-4 ножами;
- максимальная мощность двигателя – 45 кВт. Для бытовых нужд достаточно 2,2 кВт.
Правила работы на рейсмусовом станке
В процессе обработки заготовок на станке участвуют, как правило, два человека. Стол посредством регулировки выставляется в соответствии с необходимым размером. Для этого станина рейсмуса обычно бывает оснащена специальной шкалой. Для пробы прогоняют 2-3 детали, после чего проверяют их толщину. При необходимости высоту стола корректируют.
Для обработки заготовки один из рабочих укладывает ее строганной поверхностью на стол и двигает под подающий вал. Второй человек принимает и складирует готовые изделия. Если станок оборудован секционным подающим валом, на стол можно укладывать сразу несколько деталей небольшой толщины, подавая их одновременно на передние вальцы. Разница толщины деталей при этом должна составлять 1-4 мм, а толщина слоя, который рекомендуется снимать за один заход 1,5-5 мм.
При обработке заготовок на рейсмусе следует придерживаться следующих правил:
- прежде чем приступать к работе, нужно убедиться в том, что ножи правильно и надежно закреплены, а все механизмы верно отрегулированы;
- предохранительные упоры, которые препятствуют обратному выбросу деталей, необходимо опустить вниз;
- при работе на станке, оснащенном цельным подающим валом, за один заход можно обрабатывать не больше двух деталей, которые следует располагать по краям стола.
Техника безопасности
Перед работой следует:
- заправить одежду, застегнуть рукава, проследить за тем, чтобы края одежды не свисали;
- произвести осмотр рабочей территории, убрать все лишние предметы, которые могут мешаться под ногами;
- позаботиться о качественном освещении рабочей площади.
Подготовка приспособлений
На этом этапе нужно убедиться в наличии и корректной работе вспомогательного оборудования, предохраняющего от обратного выбрасывания обрабатываемых деталей.
Если предполагается обработка длинных заготовок, выходную часть рабочего стола следует удлинить, а перед станком можно установить подставку на роликах.
Проверка исправности рейсмуса
- плита станка должна иметь гладкую поверхность, без впадин и прочих дефектов;
- ножевой вал должен быть хорошо отбалансирован. Проверить этот параметр можно путем проворачивания вала, предварительно сняв с него приводной ремень. Если при остановке вал остается в неподвижном положении, значит все в порядке;
- передний стол должен хорошо подниматься и опускаться;
- поверхность рифленых вальцов не должна быть стертой и потрескавшейся;
- верхние подающие валы нужно закрыть со стороны рабочего места.
В ходе работы
- обрабатывать можно лишь заготовки, длина которых не меньше, чем расстояние от передних до задних подающих вальцов + 5 см;
- заготовку, толщина которой меньше 0,5-1см, обрабатывать нужно с деревянной подложкой;
- перед работой каждую заготовку нужно осмотреть на предмет изъянов, при обнаружении которых деталь следует отложить для дополнительного раскроя;
- строгать необходимо по структуре волокон. Это обеспечит более качественную обработку;
- при строгании сосновой древесины, поверхность стола нужно протирать ветошью, смоченной керосином или соляркой. Таким способом удаляется смола, затрудняющая продвижение заготовки;
- не следует снимать оградительные приспособления;
- нельзя убирать рабочее место, а также смазывать, налаживать и ремонтировать станок на ходу;
- не следует складировать на столе рейсмуса детали, обработанные изделия, инструмент, ветошь и т.д.;
- в случае внезапного отключения электроэнергии, а также при отлучке, обязательно нужно выключить станок.
По окончании работы
Выключить станок. Начинать уборку можно только после того, как ножевой вал перестанет вращаться. Для удаления стружки и опилок следует использовать кисти или щетки.
Виды и способы устранения возможных неполадок
| Неполадка | Причина | Устранение |
| Ножевой вал не крутится при запуске станка | 1.Отсутствует электропитание. 2.Автоматическое отключение теплового реле. 3.Не закреплено оградительное приспособление на ножевом вале | 1.Проверить подачу электричества. 2.Включить тепловое реле.3.Установить и зафиксировать приспособление, проверить и настроить работу выключателя, который блокирует защитное ограждение |
| Не получается загнать заготовку в станок (деталь буксует) | 1. Подающие валики недостаточно давят на деталь. 2. Недостаточный выступ нижних валиков | 1.Отрегулировать силу нажатия подающих валиков. 2.Настроить высоту положения валиков |
| Размер обработанной заготовки не соответствует заданным параметрам | 1.Стол неправильно настроен. 2.Стол не зафиксирован. 3.Ножи затупились | 1.Произвести регулировку стола. 2.Зафиксировать стол. 3.Сменить ножи |
| Поверхности обработанной детали не параллельны друг другу. | 1.Ножи неровно установлены. 2.Нижние валики не параллельно расположены относительно поверхности стола | 1.Отрегулировать положение ножей. 2.Правильно выставить нижние валики |
| Поперечные выбоины на концах заготовок | 1.Нижние валики слишком выступают над столом. 2.Прижимы неправильно выставлены | 1.Выставить нижние валики в правильное положение. 2.Правильно выставить прижимы по отношению к прижимному валу |
| Продольные борозды на обработанной детали | Местные дефекты на режущей ножевой кромке | При строгании узких деталей обходить стороной места дефектов или заменить ножи |
| Обработанная деталь приобретает волнообразную поверхность | 1.Неправильно выставлены ножи. 2.Ножевой вал бьет по заготовке | 1.Отрегулировать положение ножей 2.Отбалансировать ножевой вал путем подбора ножей по весу, взвесив их на балансировочных весах |
| Рифленый вал оставляет следы на обработанной заготовке | Передний вал слишком прижимает заготовку | Настроить силу прижима вала |
| При обработке местами происходит скалывание и вырывание фрагментов древесины | 1.Ножи слишком выступают над корпусом ножевого вала. 2.Оставлен недостаточный припуск на строгание | 1.Отрегулировать и установить ножи по отношению к корпусу на 1-2 мм. 2.Заготовки отсортировываются в брак |
| При обработке на поверхности детали поднимается ворса | 1. Ножи затупились. 2. Износились сменные вкладыши для предотвращения сколов | 1.Сменить ножи. 2.Сменить вкладыши |
Как видно, производительность и качество работы станка обусловлено множеством различных факторов, которые должны учитываться в ходе рабочего процесса. При возникновении более серьезных неполадок следует обратиться к квалифицированным специалистам.
stanki-info.ru
Рейсмусовый станок своими руками: чертежи, видео
Рейсмусовые станки по дереву являются разновидностью строгально-фуговальных, и предназначены для точного изготовления «в размер» досок с определённым поперечным сечением. В отличие от строгального деревообрабатывающего оборудования такие агрегаты оснащаются устройствами прижима и подачи, а также могут одновременно обрабатывать несколько заготовок. Универсальность современных рейсмусовых станков повышается, если в комплект инструмента входят не только плоские, но и фигурные ножи.

Самодельный рейсмусовый станок
Классификация и возможности
Исполнение рассматриваемых агрегатов может быть довольно разнообразным. Классифицируют станки по следующим признакам:
- По типу привода. Самодельные мини-устройства могут иметь и ручной привод, но в большинстве случаев используют всё-таки электрический привод. При этом бытовые модели комплектуются двигателем на 220 В, а профессиональные – на 380 В.
- По типу подачи. В схеме станка может быть одна или две пары подающих роликов, соответственно, в первом случае потребуется сделать прижим обрабатываемой заготовки к столу более мощным, не исключаются также вибрации в момент врезания. Двусторонние валковые подачи более совершенны и удобны в работе. Ряд зарубежных фирм (Makita, DeWalt и др.) комплектуют свои изделия узлами автоматической подачи, но эта опция оправдывает себя лишь при значительных программах выпуска однотипной продукции.
- По числу ножевых валов. Это определяет, сколько разных профилей может одновременно обрабатывать станок. Правда, соответственно увеличится и количество операторов.
- По функциональным возможностям. Устройство рейсмусовых станков позволяет сделать не только размерную обработку полуфабриката, но и последующую его калибровку. Это исключает появление поперечных сколов, вмятин и прочих дефектов, которые могут появиться на обработанной поверхности в случае несоблюдения технологии фугования или при чрезмерно большой подаче исходного материала.
- По своим технологическим характеристикам. На практике рассматриваемое оборудование производят с диапазоном мощностей 1…40 кВт, при частоте вращения вала до 10000…12000 мин-1, ширине строгания до 1350 мм, ходе до 50 м/мин и толщине исходной заготовки 5…160 мм.
Кроме того, некоторые модели различаются способом регулировки зазоров и устройством подшипникового узла главного привода.
Устройство и принцип действия
Типовой рейсмусовый станок по дереву может успешно заменить две единицы оборудования: механический приводной фуганок и строгальный станок (поперечный – для коротких изделий, или продольный – для длинных).

Самодельный рейсмусовый станок
Наиболее простая схема рейсмусового станка (с односторонней подачей исходного материала) включает в себя следующие узлы:
- Приводной электродвигатель.
- Передачу. Она может быть стандартной клиноременной, зубчатой, с вариатором, а также со сменными шкивами (последний вариант отличается минимальными значениями передаваемой мощности, а потому применяется лишь в маломощном оборудовании).
- Ножевой вал. Может иметь несколько инструментов с разной конфигурацией. Особо удачными считаются спиральные ножи, которые при своей работе издают минимальный шум.
- узел верхнего направления, который, в свою очередь, состоит из пары вальцев – переднего и заднего. Передний валец имеет рифлёную поверхность: для того, чтобы улучшить сцепление с деревом, и предупредить возможное изменение направления движения обрабатываемой доски. Задний валец всегда выполняется гладким;
- узла прижима, который предотвращает заклинивание стружки и возможное трещинообразование материала. Конструктивно прижим можно сделать в виде когтевых захватов, внедряющихся в древесину, а можно и в виде массивного металлического элемента, снабжённого подпружиненными зубьями;
- узла нижнего направления, облегчающего подачу заготовки в рабочее пространство;
- стола с приспособлениями для регулировки технологических зазоров между вальцами верхнего и нижнего прижимов;
- станины, на которой располагаются все остальные элементы рабочей схемы станка.

Принцип работы рейсмусового станка
Агрегаты с устройством двухсторонней подачи отличаются тем, что снабжаются дополнительным узлом выдвижения ножевого вала. В связи с этим заменить инструмент для его переустановки с одного типоразмера на другой (либо с целью последующей заточки) значительно легче.

Устройство рейсмусового станка
Работает рейсмусовый станок так. Крутящий момент от электродвигателя через передачи сообщается ножевому валу. Подлежащая обработке доска заводится в зазор и прижимается вначале к нижним, а потом – к верхним прижимным вальцам. При этом заготовка захватывается рифлёным валком, и подаётся к инструменту. Перед врезанием полуфабрикат зажимается между верхним и нижним направляющим устройством, что обеспечивает надёжную фиксацию материала при его обработке. Прижимное устройство обеспечивает своевременный отвод стружки из-под вращающегося инструмента. В момент схода заготовки с заднего направляющего вальца, в передний задаётся следующее изделие, после чего процесс повторяется.
Самодельный станок-рейсмус в собственной мастерской: выбор параметров
На рынке имеется значительное количество разнообразных моделей рассматриваемого оборудования, как от отечественных производителей (Корвет, Энкор, Красный Металлист и пр.) так и импортного производства. В последних вариантах преобладают сомнительные китайские бренды, которые не отличаются надёжностью в работе, а, кроме того, часто имеют заниженные, против паспортных, параметры. В таких случаях, а также, если предлагаемые станки не вписываются в имеющиеся размеры площади, есть смысл изготовить рейсмус своими руками.
Сразу стоит отметить, что ряд узлов и деталей лучше приобретать, нежели попытаться сделать своими руками. Это, в первую очередь, касается самого ножевого вала вместе с подшипниками крепления: самодельные варианты не будут отличаться необходимой точностью сопряжения, в результате чего деталь будет сильно перегреваться при нагрузке.
При выборе схемы станка руководствуются имеющимися чертежами (можно найти в Интернете), но перед этим стоит уточнить ряд элементов устройства. Например, если в одном агрегате есть необходимость совместить фуганок и рейсмус, то целесообразно сделать оборудование с двухсторонним приводом. Тогда с одной стороны устройства можно производить предварительное прострагивание заготовки, а с другой стороны – вести окончательную обработку дерева «в размер».
Также надо определиться с наибольшей длиной ножевого вала: самодельный станок с валом более 500 мм может потерять жёсткость при работе на твёрдых сортах дерева: груши, граба, дуба. В результате по поверхности доски могут пойти волнообразные гребни высотой до 1 мм, что потребует дальнейшей обработки полуфабриката. Посадочные размеры и диаметр необходимо сделать такими, чтобы на самодельном оборудовании можно было получать плинтусные, багетные профили, а также другие декоративные элементы из дерева.
При выборе конструкции следует в полной мере предусмотреть и меры безопасности при последующей эксплуатации агрегата. Самодельный рейсмусовый станок Станки своими руками должен иметь надёжное ограждение рабочей зоны стола, а также исключать вероятность обратного хода доски при чрезмерной величине зазора, а также её разрушение во время обработки.
Анализируя имеющиеся чертежи самодельных устройств, стоит иметь в виду, что наличие в столе двух нижних прижимов снизит усилие задачи доски в рабочее пространство, поскольку заготовка будет перемещаться по гладкой поверхности валка, а не по столу.
Производство и сборка
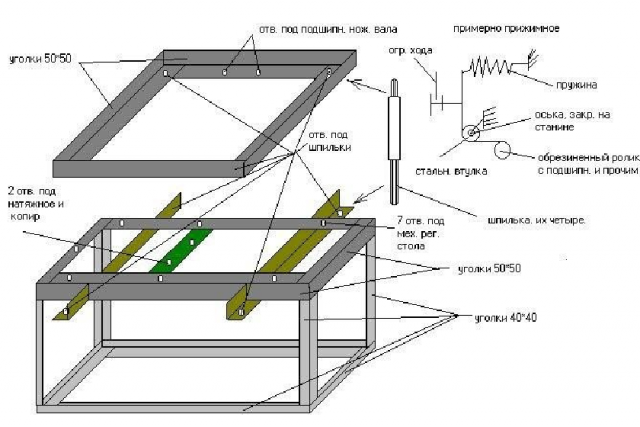
Изготовление станка начинают со станины. Для этих целей целесообразно использовать трубчатый стальной прокат с поперечным сечением не менее 60×40 мм: труба отличается повышенной жёсткостью и моментом сопротивления, что положительно скажется на точности операций, производимых на самодельном агрегате. Элементы конструкции соединяют сваркой. Её можно заменить сборным вариантом, но он менее предпочтителен — сборка стола и станины с применением уголка и соединительных шпилек диаметром от М30 вынудит часто проверять их затяжку.
Для подающих роликов можно использовать валки от старой стиральной машины: их обрезиненная поверхность вполне справится с поставленными задачами. Вальцы растачивают под диаметр имеющихся подшипников, учитывая требуемое значение диапазона регулировки. В самодельных рейсмусовых станках этот процесс можно сделать и вручную, вращением рукоятки.
Для изготовления стола самодельного агрегата подойдёт широкая шлифованная доска из лиственницы или дуба. Древесина хорошо гасит возникающие вибрации, но для повышения антикоррозионных показателей, и с точки зрения пожарной безопасности её стоит пропитать огнестойкими составами или креозотом. Соединение стола со станиной может быть болтовым.

3d модель самодельного рейсмуса
При выборе двигателя следует соотнести максимально необходимый крутящий момент с потребностями обработки. Как правило, достаточно электродвигателя мощностью 5…6 кВт, с числом оборотов до 3500…4000 в минуту.
Для обеспечения безопасности самодельный станок должен быть ограждён съёмным кожухом. Его можно сделать из тонколистовой стали (толщиной 0,6…0,8 мм).
Необходимые комплектующие – подшипники, ножи, шкивы, крепёжные изделия — подбираются в соответствии со спецификацией к чертежам самодельного рейсмус- станка.
При сборке самодельного станка необходимо:
- обеспечить максимальную ровность поверхности стола;
- отбалансировать все вращающиеся части в статическом и динамическом режимах;
- предусмотреть удобную регулировку положения стола;
- проверить надёжность устройства ограждения подвижных элементов.
Самодельный рейсмусовый станок проверяется на холостом ходу. Если все узлы работают верно, проверяют агрегат на рабочем режиме, после чего окрашивают все неподвижные части атмосферостойкой краской.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Фугование и рейсмусование без ошибок
Строгально-фуговальный и рейсмусовый станки работают схожим образом, снимая слой материала с пласти или кромки доски, поэтому назначение этих станков нередко путают. Оба они служат для выравнивания поверхностей пиломатериалов и придания им прямоугольного сечения, однако каждый из них используется определенным образом и выполняет разные операции. Строгально-фуговальный станок может сделать одну пласть доски плоской, а смежную кромку перпендикулярной к пласти, однако он не способен придать этой доске одну и ту же толщину по всей ее длине — это уже работа рейсмусового станка. Таким образом, строгально-фуговальный и рейсмусовый станки работают в связке. Получение плоских заготовок правильной формы начинается на строгально- фуговальном станке, поэтому сначала рассмотрим именно его.
Фугование: базовый этап в достижении успеха
Как работает фуговальный станок
Как видно из схемы фуговального станка (рис. 1), передний и задний столы разделяет цилиндрический ножевой вал. Передний стол установлен чуть ниже верхней точки окружности, описываемой ножами, задний стол находится с ней на одном уровне.
При подаче заготовки на ножевой вал ножи снимают ту часть материала, которая находится ниже плоскости заднего стола. Обработанная гладкая поверхность далее движется по заднему столу. При каждом следующем проходе удаляется очередная порция древесины, до тех пор пока вся обрабатываемая сторона доски не ста — нет плоской.

Вначале отфугуйте пласть
Перед фугованием взгляните вдоль кромки доски, чтобы проверить, нет ли продольного изгиба или коробления (рис. 2), а также, чтобы определить направление волокон. Для получения наилучших результатов строгайте покоробленную доску так, чтобы ее выпуклая сторона была обращена вверх (иными словами, доска должна опираться на ее края), а волокна были направлены вниз и назад (рис. 1). Если волокна будут направлены вверх, движущиеся ножи станут отрывать волокна, что приведет к скалыванию небольших кусочков заготовки (так называемым вырывам). Чтобы отфуговать пласть доски, настройте передний стол на глубину реза не более 1,6 мм. Положите доску на передний стол перед ножевым валом. Пользуясь толкателями, подавайте доску вперед. Направленное вниз усилие прижима должно обеспечивать только контакт доски с передним столом, но не более того (фото А). Чрезмерное прижимное усилие может распрямить продольную или поперечную покоробленность, и после ослабления прижима доска примет прежнюю форму.

Прижимайте доску толкателями. Основное усилие должно быть направлено на подачу доски вперед, а не на прижатие ее к столу.

Прикладывайте лишь небольшое усилие, чтобы обработанная часть доски сохраняла контакте задним столом. Обеими руками подавайте заготовку вперед.
Когда примерно 15 см доски пройдут над ножевым валом, перенесите вашу левую руку (и прижимное усилие) на конец доски, находящийся на заднем столе (фото В). Примерно в середине прохода переместите правую руку на обработанную часть заготовки и продолжайте равномерно подавать ее вперед, пока проход не будет закончен (фото С).

По мере необходимости перемещайте руки, чтобы прижимать обработанную часть доски к заднему столу. Проведите над ножевым валом всю доску.

Начертите мелом извилистую линию вдоль и поперек доски. Она поможет отслеживать ход работы. Когда линия исчезнет, доску можно считать плоской.
Не нужно удалять больше материала, чем необходимо. Чтобы контролировать результат, нанесите на доску мелом волнистую линию. Если доска имеет выраженную поперечную или продольную покоробленность, при первом проходе будет снято немного материала (фото D). С каждым последующим проходом доска будет становится все более плоской, а обработанная поверхность все более широкой. Если меловая линия исчезла, это значит, что доска стала плоской.
Выровняв опасть доски, пометьте ее, как показано в «Совете мастера».
Совет мастера

В процессе первичной обработки материалов бывает трудно запомнить, какая пласть доски уже обработана и какая из кромок перпендикулярна этой пласти. Поэтому после последнего прохода пометьте только что обработанную поверхность. Традиционно мебельные мастера ставят на отфугованной пласти закорючку, а перпендикулярную к ней кромку обозначают галочкой, острие которой направлено в сторону отфугованной пласти.
Затем обработайте кромку

Прикладывайте усилие в двух направлениях, прижимая доску к продольному упору и подавая ее вперед на ножевой вал. При работе с досками шириной менее 100 мм используйте толкатели.
После того как одна опасть доски выровнена, отфуговать кромку под прямым углом к опасти не составит труда. Выполняйте те же действия, что и при фуговании пласти, с одним лишь дополнением: подавая доску, как было описано выше, плотно прижимайте ее к продольному (параллельному) упору (фото Е). Если возможно, для предотвращения вырывов и сколов ориентируйте заготовку так, чтобы древесные волокна были направлены вниз и в сторону от направления вращения ножевого вала (рис. 1).
Пометьте обработанную кромку, как показано в «Совете мастера». Теперь, когда одна из пластей доски стала плоской, а одна из кромок — перпендикулярной этой пласти, настало время перейти к рейсмусовому станку.
Рейсмусование: делайте заготовки любой толщины
Как работает рейсмусовый станок
В отличие от строгально-фуговального станка, ножевой вал рейсмусового станка расположен над заготовкой параллельно столу (рис. 3). Опуская ножевой вал после каждого прохода, мы уменьшаем толщину заготовки и делаем ее одинаковой по всей длине.
Работая с рейсмусовым станком, не нужно управлять заготовкой во время прохода. Для этого используются подающие валы, расположенные по обе стороны от ножевого вала, которые прижимают заготовку и одновременно протягивают ее через станок. Вот почему так важно вначале отфуговать одну опасть заготовки. В отсутствие плоскости, благодаря которой доска могла бы базироваться на столе станка, подающие валы будут просто прижимать доску к столам, а ножевой вал остругает ее верхнюю пласть. Как только доска выйдет из станка, любая имевшаяся продольная, поперечная покоробленность или крыловатость появится снова.
Правда о рейсмусовании
При подаче заготовки в рейсмусовый станок также нужно учитывать направление волокон. Однако следует помнить, что та — кой станок обрабатывает доску сверху, поэтому правила здесь меняются на обратные. Чтобы уменьшить число вырывов, ориентируйте доску так, чтобы волокна шли вверх и назад (рис. 3).

Удаление за один проход слоя материала толщиной не более 0,8 мм также уменьшает риск появления вырывов. Если станок имеет две скорости подачи, выполняйте последние проходы на пониженной скорости — это даст более чистую поверхность. По этой же причине перед последним проходом рекомендуется установить глубину резания не более 0,4 мм.

Перед тем как пропустить короткую доску через рейсмусовый станок, приклейте к ней временно два бруска. В этом случае ступенька появится на брусках, а не на заготовке.
Небольшая глубина резания уменьшает и размер ступеньки, образующейся у концов заготовки. Чтобы дополнительно уменьшить размер ступеньки или устранить ее полностью, поддерживайте длинные доски руками или с помощью опор в начале и в конце прохода, чтобы они плашмя лежали на столах станка. При обработке коротких досок используйте подклеенные к ним сбоку вспомогательные бруски, которые удаляются после рейсмусования (фото F).
Если для острожки доски до необходимой толщины требуется снять более 3 мм материала, то после обработки верхней пласти переверните доску и обработайте ранее фугованную пласть. Попеременно обрабатывайте доску с обеих сторон до достижения окончательной толщины. Удаление примерно одинакового количества материала с каждой пласти делает заготовку более стабильной, уменьшая риск коробления.
Все еще возникают проблемы? Возможно, требуется настройка
Если вы строго следовали всем указаниям, но по-прежнему не видите хороших результатов, скорее всего, станок не отрегулирован. Даже самая совершенная в мире технология деревообработки не в состоянии это исправить. Если вы подозреваете, что со станками что-то не так, читайте статьи по настройке оборудования, опубликованные в нашем журнале.
Советы по работе с фуговальным станком

- Чтобы снизить количество отходов и повысить выход материала, перед фугованием распилите доски по длине и ширине, оставив припуск на дальнейшую обработку. Короткие и узкие заготовки имеют меньшую величину прогиба, и они могут быть обработаны за меньшее число проходов.
- Для получения более гладкой поверхности с меньшим числом вырывов снимайте за один проход слой материала толщиной не более 0,8 мм. Уменьшение скорости подачи также дает более чистую поверхность.
- При фуговании доски, имеющей крыловатость, прижимайте ее противоположные углы. Старайтесь удерживать эти углы прижатыми к столам и не раскачивайте заготовку, проходящую над ножевым валом. После нескольких проходов выровненные углы обеспечат устойчивую поверхность для базирования заготовки при фуговании оставшейся части.
- При фуговании двух заготовок для склейки по кромке обрабатывайте одну из заготовок, обратив к продольному упору ее нижнюю пласть (левое фото внизу), а другую — обратив к упору ее верхнюю пласть (среднее фото внизу). Если продольный упор станка не перпендикулярен столу, два угла взаимно скомпенсируют друг друга и склеенный щит будет плоским (правое фото внизу).

- Чтобы отфуговать пласть доски, ширина которой превышает возможности вашего станка, распилите доску вдоль пополам, отфугуйте каждую из частей, в том числе и кромки, полученные после распиловки, после чего склейте их по кромке, выровняв в одной плоскости отфугованные пласти. Продольный распил досок, имеющих сильную поперечную или продольную покоробленность или крыловатость, безопаснее делать ленточной пилой.

Советы по работе с рейсмусовым станком
- Используйте стружкосос для удаления отходов, которые производит станок. Стружки и другой мусор, попавший между заготовкой и подающими барабанами или столами, могут оставить на поверхности доски отпечатки.
 Направление древесных волокон может меняться в пределах доски, а некоторые породы (такие как клен) сами по себе склонны к вырывам. Для уменьшения вырывов подавайте заготовку под небольшим углом (фото справа). Это также способствует более равномерному износу ножей.
Направление древесных волокон может меняться в пределах доски, а некоторые породы (такие как клен) сами по себе склонны к вырывам. Для уменьшения вырывов подавайте заготовку под небольшим углом (фото справа). Это также способствует более равномерному износу ножей.- Чтобы обработать материал толщиной менее 6 мм, прикрепите его двухсторонним скотчем к салазкам из МДФ (левое фото внизу). Однако не обрабатывайте заготовки, толщина которых менее 3 мм. Ножи станка могут расщепить заготовку и отбросить обломки на вас.
- Чтобы получить несколько заготовок одинаковой ширины без следов, оставленных пильным диском, сложите их вместе пласть к пласти, обратив отфугованные кромки вниз. Затем пропустите весь пакет через рейсмусовый станок (правое фото внизу). Этот способ можно использовать только для обработки заготовок толщиной более 19 мм, при этом толщина пакета должна превышать его ширину.


Возможно, Вас заинтересует:
stroyboks.ru
Рейсмусовые станки – принцип работы и правильная наладка…
В принцип работы рейсмуса заложена методология плоского строгания доски. Основным рабочим инструментом у рейсмусового станка является ножевой вал. Заготовки для обработки подаются на горизонтальный рабочий стол вручную или же вальцами, которые прижимают их к столу и тянут в область обработки. Материал строгается сверху ножиками, и, в итоге получаются детали, практически одинаковые по размеру. Многие рейсмусовые станки имеют автоматическую систему подачи заготовок с определенной скоростью, для того чтобы опрятно и точно снимать строго необходимый слой.
На сегодняшний день можно купить односторонний или же двусторонний рейсмус. У первых – присутствует один ножевой вал. В двусторонних моделях есть ещё и добавочный ножевой вал на рабочем столе. Перед обработкой деталей рейсмусом они должны быть уже подструганными в фуговальном станке. По конструкции, в принципе два станка весьма схожи между собой. Нередко двусторонний рейсмус и фуганку комбинируют в один механизм. Такое оборудование имеет два стола - для фуганка сверху, а так же для рейсмуса снизу.
Традиционно на рейсмусовом станке строгают заготовки длиной чуть больше расстояния, что сформировалось между подающими вальцами, как на видео о рейсмусовом станке. В случае применения подкладных шаблонов (цулаги) можно строгать на рейсмусовом станке заготовки (щиты, бруски, доски) с непараллельными противоположными гранями. Поверхность данного шаблона должна наклоняется таким способом, чтобы при процедуре горизонтального строгания изделий можно было получить необходимую конусность.
В некоторых моделях рейсмусовых станков для удобства пользователя фирмами-изготовителями увеличена длина стола. Именно поэтому, брус имеет существенную площадь опоры, а изделия обрабатываются намного точнее. Для того чтобы заготовка по столу нормально скользила, в них делают особые канавки, сокращающие силу трения. Подобные модели ранее применялись преимущественно на производстве, а на данный момент эти принципы обширно внедряются и в любительские рейсмусовые агрегаты.
Одним из основных преимуществ рейсмусового станка выступает высокое качество обработанных поверхностей. Толщина получаемых деталей задается при помощи подъемного механизма, когда стол перемещается по отношению к ножевому валу вверх. Но стоит учитывать то, что при высокой скорости резания заготовок, а так же сравнительно большой глубине резания ухудшается качество обработанной поверхности. Именно поэтому, для того чтобы добиться гладкой поверхности, нужно делать финишные проходы при малой глубине и небольшой скорости вращения ножевого вала, если конечно же станком предусмотрена регулировка.
Рейсмусовый станок является одним из особенно высокопроизводительных деревообрабатывающих станков. Стоит один раз настроить размеры обрабатываемой заготовки при помощи линейки и подъемника, и вся партия изделий будет идентичной, в пределе допустимого показателя. На рейсмусовых станках вы можете обрабатывать детали с шириной до 1250 миллиметров и с толщиной 5 - 160 миллиметров, кроме особых станков, предназначенных для строго определенных видов работ.
О наладке рейсмусового станка
Рейсмусовые станки перед работой должны быть тщательно налажены. Фактически любая неточность наладки спровоцирует дефекты обработки или же приведет к уменьшению эффективности станка. Чаще всего наблюдаются следующие упущения в наладке рейсмусов:
Перекос на рабочем столе.
Строгаемая поверхность не будет получаться параллельной фугованной стороне.
Рифленый валик располагается весьма низко и нажимает слишком сильно на поверхность деталей при малой глубине строгания.
Строганные поверхности получаются с поперечными вмятинами.
Нижние валики подачи размещаются над уровнем стола выше, чем необходимо, на 0,1-0,2 миллиметра.
В результате этого имеет место вибрация обрабатываемого изделия под ударами ножиков, а более тонкие детали прогибаются. Строгание выходит непрямолинейным, а так же не таким гладким, концы изделий больше прострагиваются.
Задняя нажимная колодка на обрабатываемую деталь давит.
По этой причине изделие при выходе из передних подающих валиков благодаря уменьшению силы подачи останавливается. Поскольку ножи будут продолжать вращаться, строгается на поверхности детали одно место, то в результате здесь появляется желобок во всю ширину строгания.
Вообще желобки формируются при всякой, даже наиболее короткой остановке изделия. Остановки достаточно часто случаются во время, когда детали поступают в задние валики. Это случается при весьма низком размещении верхнего заднего валика, а так же при его слишком большом нажиме на материал. Причинами кратковременной задержки или же остановки детали бывают: недостаточный нажим на изделие подающих валиков, слишком высокое расположение нижних валиков, сильное засорение стола при обработке сосновых деталей смолой.
Стружка попадает под задний гладкий валик из-за неправильного монтажа накидного козырька или же неисправностей эксгаустера.
По этим причинам на строганной поверхности появляются вмятины, иногда задержка детали.
Именно поэтому, при наладке рейсмусового станка необходимо помнить, что при существенном заполнении стола, например, при строгании широкого щита или же одновременной подаче изделий во всю ширину рабочего стола, повышенным должно быть давление подающих вальцов, так как в этих случаях сопротивление резанию существенно возрастает. При строгании узких деталей или же при маленьком заполнении стола необходимо уменьшить давление подающих вальцов, для того чтобы избежать смятия дерева.
В заключение…
К особенно распространенным в деревообрабатывающем деле относятся фуговальные, фрезерные, строгальные и рейсмусовые станки, которые предназначаются для плоскостного, объемного и профильного фрезерования прямо- , а также криволинейных заготовок из массивного дерева и древесных материалов, для нарезания проушин и шипов в брусках дверных коробок, оконных блоков. В том случае, если Вы планируете заниматься только плоскостным строганием, то Вам обязательно стоит отдать предпочтение именно - рейсмусу.
mirax.ua
Преимущества рейсмусовых станков | Полезные статьи, советы
Вы имеете деревоперерабатывающее предприятие? Или у вас небольшая компания по изготовлению мебели? Что позволит вам ускорить процесс работы и выполнять его всегда на отлично? Это продольно-фрезерные станки рейсмусового типа.
Что представляет из себя рейсмусовый станок
Этот деревоперерабатывающий аппарат имеет специальный ножевой вал и выполняет строгание дерева, которое размещено на горизонтальном столе. Встречаются также двухсторонние модели, благодаря которым возможно обрабатывать изделия одновременно с двух сторон. Ножевой вал такого оборудования выполнен из высококачественной стали, что позволяет использовать станок бесперебойно на протяжении длительного времени.
Современный рынок сегодня конечно изобилует огромным разнообразием дерево перерабатывающих станков. Каждая модель имеет свою скорость и механизм управления. Рейсмусовые станки заслуживают особого внимания, ведь они играют ведущую роль в мебельном производстве.
Плюсы рейсмусовых станков
1. Оперативность. При помощи такого оборудования достаточно быстро и мобильно можно произвести обработку пиломатериалов на чистовую. Главное, использовать только ту древесину, которая была идеально просушена в специальном цеху.
2. Многофункциональность. Благодаря рейсмусовым станкам вы сможете создать деревянную заготовку различного размера в соответствии с требуемой толщиной изделия.
3. Надежность. Такое оборудование достаточно устойчиво к внешнему воздействию. Например, если вы производите работы во влажном, сыром помещении или же там, где палит яркое солнце.
4. 100% качество. Рейсмусовые станки обеспечивают высокоточную калибровку различных изделий, без шероховатостей и дефектов.
Решив купить рейсмус, вы однозначно не прогадаете. Ведь теперь у вас появится новейшее модернизированное оборудование от ведущих производителей. Главное, если вы хотите, чтобы такое устройство прослужило долго на вашем предприятии, необходим тщательный и правильный уход. Например, перед тем, как приступить к работе, хорошо было бы проверить состояние ножей: во-первых, правильно ли они установлены; во-вторых, не затупились ли они. Если быть к этому внимательным, то можно избежать множество проблем и неприятностей в процессе деревопереработки.
Не откажите себе в высокопродуктивном дерево перерабатывающем станке!
Похожие статьи:
www.litw.ru