Отличительные особенности плазменной сварки. Что такое плазменная сварка
Отличительные особенности плазменной сварки
Отличительные особенности плазменной сварки

Плазменная сварка – это сварка плавлением металла, нагрев которого проводится направленным потоком сжатого ионизированного газа (плазмы).
Данная технология известна еще с советских времен - 80-х годов прошлого столетия, существенное развитие получила на Западе и за время своего существования претерпела множество изменений в лучшую сторону.
Так, например, источники стали производить инверторными, программируемыми, плазматроны заметно уменьшились в габаритах, технологические возможности расширились, сильный шум, который присутствовал раньше при сварке, отсутствует.
Промышленный источник плазменной сварки состоит из двух инверторов – вспомогательного и основного. Именно это является, в том числе причиной, почему плазменные источники дороже аргонодуговых. НО при этом они имеют большие преимущества по сравнению с ТИГ.
Вспомогательный инвертор зажигает дугу между вольфрамовым электродом и соплом, которая затем выдувается и в работу включается основной инвертор, который уже обеспечивает поддержание и регулировку сварочного процесса. Именно благодаря наличию малоамперной 3-15 А вспомогательной дуги поджиг осуществляется на плазме всегда стабильно в отличие от аргонодуговой ТИГ сварки. Особенно это заметно при сварке алюминия и при сварке/пайке оцинкованных сталей, где при ТИГ сварке электрод разрушается и загрязняется, а при плазме он имеет стойкость в 30-40 раз большую, т.к. «спрятан» за плазменным соплом и помимо этого обдувается сжатым газом аргоном.
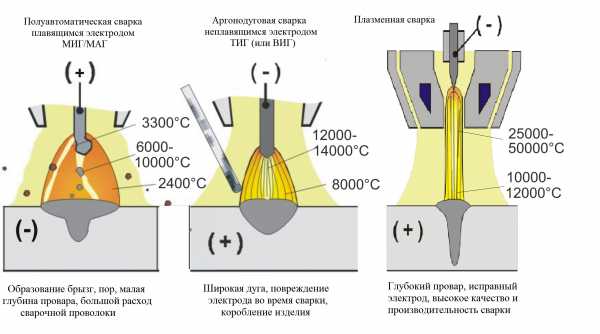
Благодаря наличию плазменного сопла и подачи сжатого газа аргона, сварочная дуга сжимается, становится узконаправленной, а не свободно горящей как при ТИГ, поэтому иногда плазменную сварку называют «аргонодуговая сварка сжатой дугой». Из-за того, что дуга при ТИГ сварке является свободной, при ТИГе существуют проблемы, когда при нахлесточном шве дуга переходит на верхнюю кромку, то же происходит и при стыковой сварке, когда один лист в зажатом состоянии выше другого, в этом случае - прожог или непровар. При плазме же такого не происходит из-за сжатой дуги.
По сути дела, говоря простым языком, плазменная сварка – это доработанная аргонодуговая сварка. По качеству плазменная сварка по праву занимает положение между аргонодуговой и лазерной сваркой.
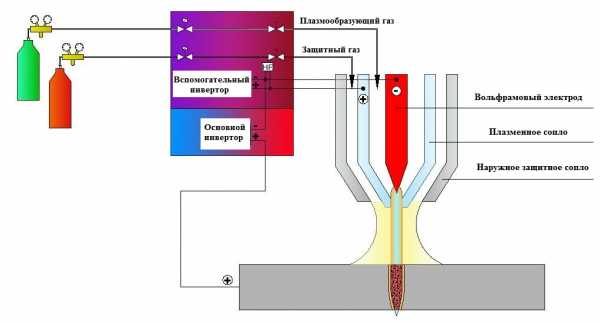
Схема классического промышленного аппарата плазменной сварки
Отличия от других видов сварки
Свариваемые материалы
-
нержавеющие стали;
-
низкоуглеродистые стали;
-
оцинкованные стали;
-
титан;
-
медь, бронза, латунь;
-
сплавы алюминия;
-
для оцинкованных сталей также возможен процесс плазма-пайки.
Преимущества технологии плазменной сварки
-  повышение производительности процессов сварки в 2-3 раза, скорость сварки до 4 м/мин
повышение производительности процессов сварки в 2-3 раза, скорость сварки до 4 м/мин
- повышение качества сварочных швов, швы более узкие, можно варить с усилением и без;
- отсутствие брызг в отличие от полуавтоматической МИГ/МАГ сварки и большая экономия на сварочной проволоке, т.к. варим без разделки и ток и скорость подачи проволоки при плазме независимы;
- малая зона термического влияния, благодаря механическому сжатию плазменным соплом, вследствие этого незначительный нагрев основного металла и минимизация коробления после и во время сварки;
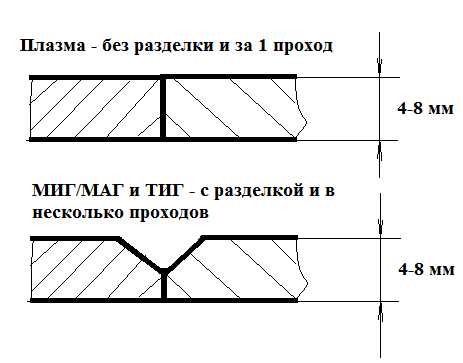
- глубокое проплавление в стыковом соединении, сварка проникающей дугой без разделки до 8 мм. По сравнению с МИГ и ТИГ плазменная сварка не имеет конкурентов по качеству и производительности на диапазоне толщин от 3 до 8 мм;
- гладкая поверхность швов, не требующая дополнительной обработки;
- высокая надёжность зажигания основной дуги благодаря наличию вспомогательной;
- отсутствие включений вольфрама в сварном соединении;
- высокая стойкость расходных материалов.
Особенности и преимущества шовной плазменной сварки
- Сварка металлов толщиной от 0,05 до 1 мм производится с помощью аппаратов для микроплазменной сварки, которые позволяют тонко регулировать сварочные параметры и успешно управлять процессом сварки.
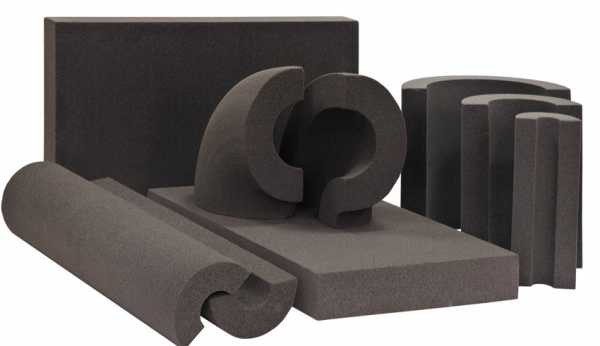
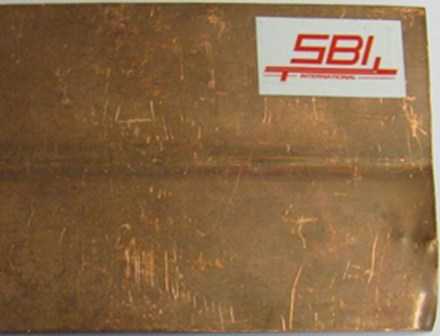
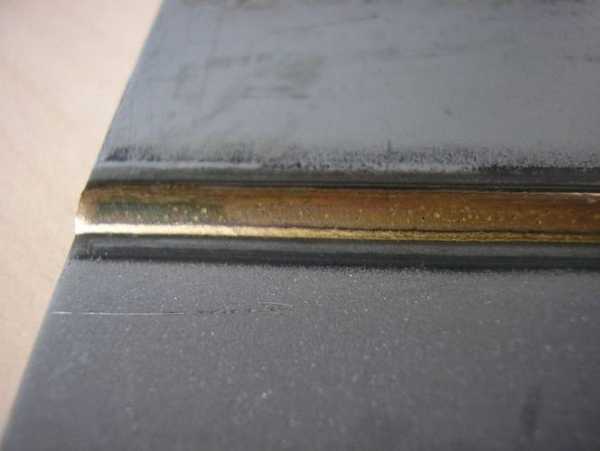
- Плазменная сварка металлов толщиной от 0,5 до 3 мм отличается от аргонодуговой сварки более высокой скоростью (до 4 м/мин) и качеством шва. На рисунке – образцы из нержавеющей стали, меди, бронзы.


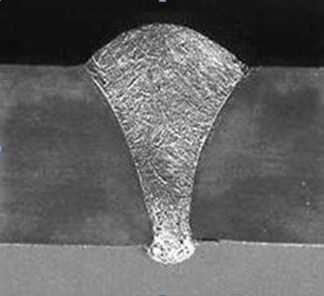
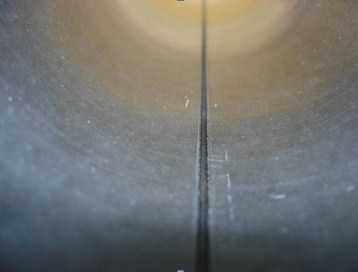
- Плазменная сварка нержавеющих, низкоуглеродистых сталей, титана и алюминиевых сплавов толщиной от 3 до 8 мм производится по методу «проникающая плазменная дуга» за один проход, без разделки кромок. Эта особенность значительно выделяет плазменную сварку на этом диапазоне толщин среди других видов сварки, позволяя экономить производственное время. При ТИГ и МИГ/МАГ сварке при таких толщинах требуется производить предварительную разделку кромок перед сваркой и варить в несколько проходов. Также из-за необходимости заполнения разделки возникают большие затраты на сварочную проволоку.

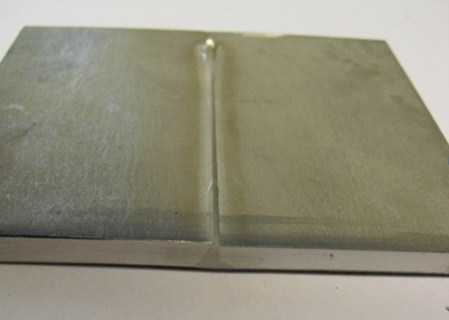




На рисунке - образцы из нержавеющей, низкоуглеродистой стали и титана.
- Плазменная сварка алюминиевых сплавов характеризуется по сравнению с аргонодуговой ТИГ большей стойкостью электрода, т.к. электрод находится внутри сопла и менее подвержен разрушению, это уменьшает количество простоев из-за смены расходных материалов, обеспечивает стабильность дуги и стабильность поджига. По сравнению с ТИГ у плазмы более глубокое проплавление. По сравнению с полуавтоматической сваркой, плазма не дает брызг и пор.


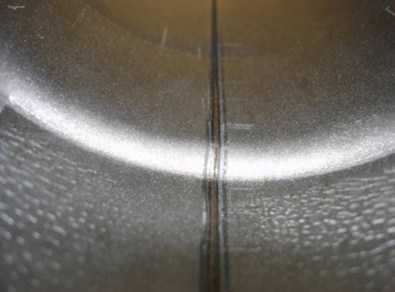
- Оцинкованные стали успешно и стабильно варятся плазмой. Налипание паров цинка на электрод минимально, поэтому, как и при сварке алюминия, процесс очень стабилен. Цинк при сварке выгорает, но в узкой зоне.

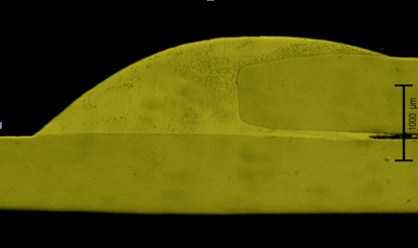
- В случае, когда необходимо сохранить цинковое покрытие, применяют процесс плазма-пайки. При этом получается прочное, стойкое к коррозии соединение. Процесс может быть произведен вручную и автоматически. Скорость плазма-пайки в автоматическом режиме – до 1,5 м/мин.
www.elmid.ru
Что такое плазменная сварка? — Сварочное оборудование и материалы для сварки
Плазма представляет собой газ, который частично или полностью ионизирован. В его составе также содержатся электрически заряженные электроны и нейтральные молекулы и атомы. В сравнении с обычной дугой плазменная дуга имеет более высокую температуру и обладает более значительным запасом энергии. Чтобы повысить температуру и мощность обычной дуги, превратив ее в плазменную, необходимо: 1) сжать дугу; 2) принудительно вдуть в нее плазмообразующий газ.
Процесс сжатия дуги осуществляется в плазмотроне (специальном устройстве, стенки которого интенсивно охлаждаются водой). В результате достигается уменьшение поперечного сечения дуги и возрастает количество энергии на единицу площади – то есть ее мощность. Сравним: если температура обычной дуги, горящая в атмосфере аргона и паров железа, составляет от 5 до 7 тысяч градусов по Цельсию, то аналогичный показатель плазменной дуги на порядок выше и достигает 30 тысяч градусов.
Вдувание плазмообразующего газа в область дуги осуществляется одновременно со сжатием последней. Дуга его нагревает, в ходе чего он ионизируется. Результатом теплового расширения газа становится его увеличение в объеме от 50 до 100 раз, что заставляет его с высокой скоростью истекать из сопла плазмотрона. При этом в дуге выделяется тепловая энергия, которая дополняется кинетической энергией движущихся ионизированных частиц плазмообразующего газа. Вот почему плазменная дуга – это более мощный (в отличие от обычной дуги) источник энергии.
«Плазма» и ее разновидности
Существует три разновидности плазменной сварки: 1) микроплазменная, 2) на средних токах, 3) на больших токах. Разница между ними – в силе тока: в первом случае I св равно 0,1–25А, во втором – 50–150А, а в третьем 1 св превышает 150 А.
Микроплазменная сварка. Высокая степень ионизации газа в плазмотроне позволяет плазменной дуге гореть даже при весьма незначительных уровнях тока (начиная от 0,1 А). Это позволяет использовать микроплазменную сварку в качестве эффективного способа для сварки изделий небольшой толщины (в пределах 0,05-1,5 мм). Преимущества малоамперной сжатой дуги – энергия высокой концентрации и иглоподобной форма вкупе с малой зоной термического влияния. Все эти факторы способствуют снижению показателей деформации изделий, если сравнивать с аргонодуговой сваркой, на 25-30%.
Возможности микроплазменной сварки таковы, что позволяют сваривать тонкие листы цветных металлов, а также никеля, циркония и титана, нержавеющей стали, сплавов золота и серебра. Она же нашла свое успешное применение в области производства тонкостенных емкостей и труб, при приварке к массивным деталям сильфонов и мембран, соединении термопар, фольги. Трудно переоценить возможности микроплазменной сварки в производстве электроники и медицинского оборудования, изготовлении ювелирных изделий.
Плазменная сварка на средних и больших токах. Эти разновидностиво многом идентичны аргонодуговой сварке с вольфрамовым электродом. Вместе с тем они значительно эффективнее, поскольку имеют более высокую мощность дуги, а площадь нагрева при этом ограничена.
Если сравнивать плазменную дугу с обычной дугой и лазерным либо электронным лучом, то она по своим энергетическим характеристикам находится в промежуточном положении между ними. Обеспечивая в отличие от обычной дуги (и это при меньшей ширине шва!) более глубокое проплавление. Сварочные работы могут осуществляться как с применением присадочной проволоки, так и без нее.
Плазменная сварка на токах более 150A, будучи эквивалентной 300-амперной дуге сварки неплавящимся электродом, оказывает на металл еще большее силовое воздействие. Данный способ называют «сваркой проникающей дугой», поскольку при нем свариваемые элементы полностью проплавляются по толщине и образуется небольшое отверстие. Через него происходит удаление раскаленных газов и пара за нижние края свариваемых элементов. Расплавленный дугой металл при стекании по стенкам свариваемых элементов удерживается на них силами поверхностного натяжения. Подобная технология позволяет обходиться без применения подкладок.
Способ сварки проникающей дугой на токах от 100 до 300 ампер особенно эффективен при сварке металлических поверхностей с повышенным натяжением – к примеру, нержавеющей стали и титановых сплавов толщиной 3-15 мм.
Плазменная сварка с использованием роботов
Максимальная производительность и качество плазменной сварки возможны только в том случае, если используются автоматические системы и комплексы, поскольку высокая скорость сварочного процесса накладывает свои ограничения при ее использовании в ручном режиме (исключение – микроплазменная сварка).
Плазменная технология широко применяется для сваривания на стыковых соединениях продольных либо кольцевых швов различных изделий из нержавеющей стали, сплавов из алюминия и титана. Использование здесь соответствующих автоматических установок представляет собой идеальное технологическое решение, так как на них можно осуществлять сварку, не обрабатывая предварительно кромки материалов и металлов с ограниченной свариваемостью. При этом обеспечиваются как высокая производительность, так и качество получаемого продукта.
Новые возможности плазменной сварки
Если говорить о востребованности технологии плазменной сварки, то большую распространенность она получила при производстве трубопроводного оборудования, а также в нефтехимической промышленности. Совместное применение сварки проникающей дугой и сварочных колонн консольного типа дает отличные результаты, а именно: обеспечиваются высокая производительность и качество в процессе изготовления реакторов, теплообменников, емкостей и ряда других изделий из низко- и высоколегированных видов стали, в том числе и алюминия.
Благодаря современным роботизированным технологиям применение плазменной сварки получает поистине новые возможности. Ведь сложные сварные соединения, прежде выполнявшиеся только вручную, теперь отданы «на откуп» роботизированным системам и, как показывает практика, они справляются с этими задачами более чем успешно. Использование роботов позволяет добиться высокой скорости и точности при выполнении операций, что позволяет плазменной сварке выходить на новую, более эффективную степень производительности.
Информация с сайта —
https://www.autowelding.ru/publ/1/1/plazmennaja_svarka_i_primenenie_robotizirovannykh_sistem/1-1-0-560
xn--31-6kcai3c0bf.xn--p1ai
Самодельная сварка: плазменно-дуговая и воздушно-плазменная технологии
Промышленность развивается с высокой скоростью, это влечет возникновение новых методик, которые обретают популярность. В качестве одной из них выступает плазменная сварка, а также плавление металлов. Плазменную сварку используют при необходимости пайки нержавеющей стали и иных металлов. Данная технология предполагает локальное расплавление металла с помощью плазменного потока. Плазма — это ионизированный газ с заряженными частицами, способными проводить ток. Газ в момент нагрева ионизируется сжатой высокоскоростной дугой, поступающей из плазмотрона.
Плазменная сварка используется для пайки нержавеющей стали и иных металлов с помощью плазменного потока.
Принцип плазменной сварки
Особенностью плазменной сварки можно назвать применение в роли плазмообразующего газа аргона, в ряде случаев с добавкой гелия, заменить который с успехом можно водородом. В основе электрода лежат медь, гафний, вольфрам, последний активирован торием, лантаном и иттрием.
Процесс сжатия при самодельной сварке происходит за счет положения ее в плазмотроне, стенки которого активно охлаждаются водой.
В область плазменной дуги параллельно с сильным сдавливанием нагнетается плазмообразующий газ, который нагревается дугой, он ионизируется, а его объем становится больше в 100 раз.
Ионизированные частицы обладают кинетической энергией, дополняющей тепловую, образуемую в дуге осуществляемых электрических процессов.
Микроплазменная сварка
Схема плазменной сварки открытой и закрытой плазменной струей.
Микроплазменную разновидность сварки можно назвать одной из наиболее популярных. Технология предполагает применение малоамперных специсточников питания, работающих за счет постоянного тока. В процессе мастер пытается извлечь дежурную дугу, горящую бесперебойно между электродом и охлаждаемым соплом из меди.
После того как к элементам подходит плазмотрон, возникает главная дуга, получаемая от источника. Газ, способствующий образованию плазмы, поступает сквозь сопло плазмотрона диаметром до 1,5 мм.
Если процесс самодельной сварки осуществляется на средних показателях токах, то она является более эффективной из-за ограниченной поверхности площади нагревания и значительной мощи.
Если процесс производится при еще более высоком показателе тока, то на металл осуществляется еще большее воздействие. Подобные условия позволяют получить хорошее проплавление, а в ванне возникает отверстие.
Инструменты и материалы для проведения плазменной сварки:
- сварочный аппарат;
- электроды.
Плазменно-дуговая и воздушно-плазменная сварка
Схема работы воздушно-плазменной сварки.
Эта технология предусматривает сопряжение элементов за счет их нагревания посредством дуги, образуемой между электродом и поверхностью, над которой работает мастер. Тогда как если нагревание происходит между электродом и соплом резака, то возникшая дуга является неперемещаемой.
Защитная атмосфера образуется за счет высокотемпературного ионизированного газа вокруг электрода.
Воздушно-плазменный процесс — это резка с помощью интенсивного проплавления в области дуги. Расплавленный материал, на который воздействует струя сжатого воздуха, устраняется из области реза.
Сегодня сварка методом плазменной резки используется все чаще. Она применяется при необходимости работать не только с нержавейкой, но цветными металлами, а также их сплавами.
Технологию такой сварки сегодня с успехом используют вместо газовой, где требуется соединять элементы на основе стали толщиной в пределах 1-2 мм. В качестве источника теплоты сварки выступает дуга, температура которой может быть равна пределу до 50000°С.
Плазма возникает после поступления газа через столб электродуги. В ограниченном канале сопла этот столб оказывается под сильным гнетом, что влечет в нем довольно скорое и сильное увеличение показателей плотности.
Самодельная сварка по описанной технологии наиболее эффективна, если есть необходимость работать с тонколистовыми металлами. Сжатие дуги происходит поперечно, что влечет рост ее мощи.
Помимо того, что самодельная сварка по плазменной технологии сопровождается значительными температурными показателями, в качестве главных особенностей, отличающих от традиционной дуги плазменную, выступают:
- незначительный диаметр дуги;
- повышенное в 6-9 раз давление дуги на материал, если проводить сравнение с традиционным аналогом;
- возможность удержания дуги на незначительных показателях токов, ограниченных пределом от 0,2 до 30 А.
Перед тем как начинать самоделки, вы должны определить, какая сварка будет использоваться в работе — посредством дуги или струи. Первый метод предполагает образование дуги в области между элементом и электродом, второй вариант предусматривает возникновение струи между соплом и электродом. Наиболее популярна в последнее время именно первая схема.
moyasvarka.ru