



Трубогиб профильной трубы сделанный своими руками: виды конструкций, фотографии, чертежи. Профилегиб ручной своими руками как сделать
| Иллюстрация | Описание действий |
 | Подготавливаем материалы. Чтобы собрать самодельный профилегиб, потребуется:
|
 | Два длинных продольных куска, как показано на фото, обрезаем по торцам под углом 70°. |
 | Размечаем и сверлим отверстия под подшипниковые узлы. К верхней части продольных швеллеров прикладываем подшипниковые узлы и размечаем место под болтовое крепление. Пробойником, как показано на фото, накерниваем место под сверление, а затем делаем сквозные отверстия. |
 | Изготавливаем боковые крепления для прижимного вала. Боковые крепления как показано на фото, делаем из швеллера. Размеры крепления не указаны специально, так как они подбираются в соответствии с тем валом, который есть в наличии. Под ось вала в креплениях высверливаются сквозные отверстия. На прижимной вал будет оказываться существенная нагрузка, место отверстия укрепляем вставками из стальной полосы, так чтобы толщина металла в этом месте была не менее 10 мм. |
 | Изготавливаем верхнюю часть прижимного узла. Из того же швеллера режем кусок по ширине вала и, как показано на фото, обрезаем его боковины под углом 45°. В итоге, из двух боковин и верхней части можно сложить П-образную рамку, которая будет удерживать вал. |
 | Подготавливаем направляющие для прижимного узла. Из швеллера нарезаем две стойки высотой 500 мм. |
 | Ввариваем пластины для болтового соединения. Нарезаем из стальной полосы две пластины, так, чтобы они свободно входили в полость швеллера. В каждой пластине с отступом в 10 мм от края сверлим отверстия под болты с диаметром 12 мм. Подготовленные пластины вставляются с края швеллеров и привариваются. |
 | Собираем прижимной узел с подвижным роликом. Из двух ранее надрезанных боковин и верхней части свариваем единый узел, в который в ходе сборки вставляем вал. |
 | Собираем раму и вертикальные стойки. Из ранее нарезанных продольных и поперечных частей собираем и свариваем основание трубогиба. К основанию привариваем вертикальные направляющие, по которым будет передвигаться прижимной узел. |
 | Крепим болт. В верхней части прижимного узла размечаем центр, по которому сверлим отверстие диаметром 22 мм. В отверстие пропускаем болт М20. На конце болта навариваем два наплава, так, чтобы болт свободно прокручивался в отверстии, но из него не выходил. |
 | Изготавливаем верхнюю перекладину для направляющих. Отрезаем кусок швеллера по размеру расстояния между направляющими. По краям сверлим по два отверстия, которые должны совпасть с отверстиями уже просверленными в направляющих. По центру сверлится отверстие, поверх которого наваривается гайка для болта. |
 | Крепим верхнюю перекладину болтами. В отверстия в верхней перекладине и в направляющих вставляем по два болта, которые затягиваем гайками через гроверные шайбы. |
 | Крепим подшипниковые узлы. Поверх основания рамы прикладываем подшипниковые узлы с уложенными в них валами. Подшипниковые узлы, через совпавшие отверстия, крепим болтами и гайками. Гайки затягиваем, предварительно установив гроверные шайбы. |
 | Привариваем ступицу к шестеренкам. По центру шестеренок под цепь ГРМ наваривается ступица, по диаметру соответствующая шпинделю вала. В ступице делается наплавка, а на валу проточка. Это сложная конструкция и, если захотите ее упростить, шестерни можно просто приварить к валам. |
 | Устанавливаем шестерни на валы. Одеваем шестерни на шпиндели и затягиваем двумя гайками — одна основная, а другая контрящая. |
 | Привариваем ось под ворот. Посредине вертикально расположенной направляющей, со стороны уже установленных шестерёнок, приваривается ось для ворота с шестерёнкой. Расположение оси на направляющей определяется таким образом, чтобы цепь была натянута, но в то же время ее можно было накинуть, а при необходимости — снять. |
 | Делаем ворот. Отрезаем кусок полосы длиной 40-50 см. С одного края ворота привариваем металлический пруток, который будет ручкой. С другой стороны, навариваем ступицу из обрезка трубы. Внешний диаметр трубы должен соответствовать внутреннему диаметру заготовленных шестерёнок. |
 | Напрессовываем шестерню на рукоятку. На ступицу рукоятки, с помощью тисков, напрессовываем шестерню для цепи ГРМ. Чтобы напрессовка прошла быстрее и проще, шестерню нужно нагреть как минимум до 120 градусов. В итоге посадочное отверстие расширится. После того, как деталь остынет, она плотно обхватит ступицу. |
 | Делаем ворот для прижимного узла. На конце болта высверливается сквозное отверстие. В отверстие просовывается обрезок прутка, чтобы получилась рукоять. |
 | Установка бокового ворота. На предварительно приваренную ось крепим ступицу ворота и затягиваем первой и контрящей гайками. Через все три шестерни накидывается цепь. |
 | Покраска. После изготовления профилегиба, детали, которые не будут подвергаться трению во время работы, можно окрасить, чтобы замедлить коррозию. |
kursremonta.ru
Профилегибочный станок своими руками: ручной, электрический, гидравлический

Если без воды и ни туды, и ни сюды, то без трубы вообще и ни туды, и ни сюды. По трубам не только текут вода, стоки, хладоагент. По трубам поступает газ, проходят коммуникации, тяги управления механизмами. В строительстве и ремонте нельзя обойтись без разного рода профилей, стандартных и фасонных. Все это нужно гнуть, и не как попало, а по форме и в размер. Можно ли сделать хороший профилегибочный станок своими руками? Можно, а как – посмотрим. Принципы изгибания труб и профилей одни и те же, т.к. труба – разновидность профиля.
Требования к изгибам
Прежде чем браться за принципы и конструкции, нужно знать, до какой степени трубы и профили можно изгибать. Изгиб на угол – это уже не изгиб, а надлом: нести нагрузку и пропускать поток он не способен. Требования к изгибам труб таковы:
- При толщине стенки трубы до 2 мм и диаметре d=5-20 мм минимально допустимый радиус изгиба R=4d; при d=20-35 мм R=5d; при d более 35 мм трубу гнуть нельзя, изгиб нужно делать сборным из секций.
- Если толщина стенки более 2 мм, то при d до 35 мм R=3d; d=35-60 мм R=4d и d=60-140 мм R=5d. Трубы еще шире гнуть опять же нельзя.
- Трубы особо тонкостенные, толстостенные и особо толстостенные гнуть нельзя.
Указанные значения касаются труб из конструкционной стали, латуни и титана. Для меди и металлопластика их можно принять такими же: малая прочность металла компенсируется его высокой пластичностью. Для алюминия значения минимального радиуса изгиба, выраженного в диаметрах трубы, нужно увеличить на единицу (если для стали R=4d, то для такого же алюминия будет R=5d), а для дюраля – не менее чем на 2 единицы. То же касается труб стальных хромированных и никелированных (хром и никель очень хрупки). Бронзовые трубы гнуть, как правило, нельзя, за исключением труб из бериллиевой бронзы. Кадмированные стальные трубы гнутся как обычные.
Примечание: у особо тонкостенных труб нормируется толщина стенки трубы в зависимости от диаметра просвета; скажем, при диаметре просвета в 5 мм стенка может быть 0,3; 0,4; 0,5 мм, а при диаметре просвета в 80 мм – 1,2; 1,4; 1,6; 1,8; 2,0 мм. Для толстостенных и особо толстостенных труб нормируется отношение диаметра просвета к толщине стенки трубы 6-12,5 для толстостенных и менее 6 – для особо толстостенных.
Допустимые радиусы изгиба и его способы для профилей указываются в спецификациях на них. В первом приближении можно считать d равным НАИБОЛЬШЕМУ размеру сечения профиля. Важно знать, что нажим на профиль при изгибании должен быть на его сплошную или выпуклую сторону, иначе противоположная пойдет складками. Любой гибочный станок должен конструироваться и изготовляться с учетом этих обстоятельств.
Классификация гибочных станков
Не промышленные гибочные станки классифицируются по следующим признакам:
- По способу изгибания – см. соотв. раздел.
- По мобильности – стационарные, переносные и носимые.
- По типу привода – ручной, электрический, гидравлический.
- По кинематике передаточного механизма – толкатель, винт, шестерни, зубчатая рейка с храповиком.
Пояснения к п. 2: стационарный станок требует установки на прочной устойчивой опорной поверхности, слева на рис. Переносной (в центре) не дает реакции на опору и может быть установлен где угодно. Носимый кроме того и не дает момента отдачи, им можно пользоваться на весу, справа на рис.

Стационарный, переносной и носимый трубогибы
Примечание: торговое обозначение «мобильный гибочный станок» может обозначать любой, кроме стационарного на отдельном фундаменте. Поэтому при покупке руководствуйтесь приводимыми ниже сведениями, особенно что касается опорной поверхности. К примеру, ручным гидравлическим трубогибом на обычном столе пользоваться нельзя – качать рукоятку домкрата приходится со значительным усилием, и оно передается на стол.

Настольный гидравлический трубогиб с автомобильныи домкратом
Любой профилегиб может быть большим и маленьким, легким и тяжелым, предназначенным для тонкой и грубой работы, развивающим усилие в пару килограмм или несколько тонн. Взгляните на рис. слева: простейшая сварная рама, автомобильный домкрат, который не потерял пригодности для использования по прямому назначению. Такой самодельный профилегибочный станок поместится на верстаке, а гнуть им можно все, что в принципе гнется.
Рекомендации самодельщикам
Чтобы сделать профилегиб своими руками, который будет гнуть трубы с уголками, а не сам себя, нужно правильно подобрать по усилию изгибания размеры деталей станины. Предполагается, что изготовлена она будет из обычной конструкционной стали.
Толщину металла деталей станины следует брать не менее 1/6 диаметра изгибаемой трубы. К примеру, если нужно гнуть трубы до 35 мм, то металл станины нигде не должен быть тоньше 6 мм, иначе туда пойдет концентрация напряжений. Вспомним первейший из законов сопромата: где тонко, там рвется.
Толщина опорной плиты должна быть вдвое больше, так же как наименьшая толщина пуансона с матрицей. Диаметры роликов выбираются не менее трех диаметров трубы для изгибания прокатом, и по допустимому радиусу изгиба во всех остальных случаях.
Размеры полок уголка, из которого сваривается станина, должны быть не меньше трех диаметров трубы, а размер полки швеллера – не менее 2 его диаметров. Например, при тех же 35 мм максимум изгибаемых для станины нужен либо уголок 100х6, и это на пределе, либо швеллер 70х6.
Как гнут трубы и профили?
Пластичной изгибной деформации без надрыва вытянутых деталей, сплошных и полых, можно добиться такими способами:
- выгибанием по шаблону;
- выдавливанием;
- прессованием;
- прокаткой;
- комбинированным способом – обкаткой по ложементу.
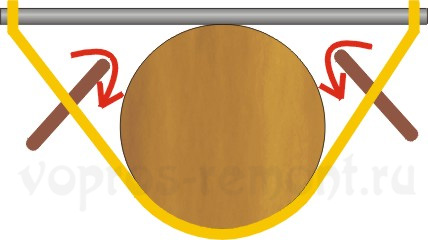
Лучковый трубогиб
По первому способу действует простейший и древнейший лучковый трубогиб, см. рис. Все, что для него нужно – круглая деревяшка, веревка, два прочных прутка или палки-воротка и хорошо прокаленный, а затем промытый песок. Песком набивают трубу, обстукивая молотком для усадки, а воротками закручивают веревку. Из изогнутой трубы песок выковыривают проволочным крючком.
Лучковый способ имеет существенный недостаток: практически на протяжении всего процесса изгибания векторы усилий на концах трубы имеют касательную к ее оси составляющую. Поэтому хорошей точности таким способом добиться невозможно, и в сегодняшних серийных трубогибах он не применяется.
При разовой работе без особых требований к точности лучковый трубогиб может выручить и в наши дни. Если требуется большой радиус изгиба, например, для дуг теплицы, шаблон делают из вбитых в деревянный щит штырей. Но для работ более точных и ответственных лучше поискать чертежи профилегибочного станка, а какая конструкция для какой цели лучше подходит, мы разберемся далее. Заодно посмотрим, какой из готовых покупных для чего годится.
Выдавливание
Выдавливание только внешне похоже на лучковое изгибание, вывернутое наизнанку. На самом деле выдавливание – прессовка без матрицы, одним пуансоном. Роль матрицы играют две жесткие опоры по концам изгиба: вращающиеся ролики или поворотные башмаки. Поэтому вектор усилия всегда перпендикулярен трубе и можно получить точный изгиб.
Выдавливание как способ гнутья хорошо тем, что никогда не дает складок, скорее труба порвется. Но для выдавливания нужно постепенно и плавно нарастающее усилие, чтобы металл изгибаемого профиля успевал течь, из-за чего в промышленности выдавливание применяется нечасто: мала производительность. Но в бытовых трубогибах превращается в достоинство неповоротливость ручной гидравлики и ее небольшая отдача на руку, позволяющая чувствовать материал, а компактный гидродомкрат дает усилие в тонны.

Ручной гидравлический трубогиб
Гидравлический профилегиб с ручным приводом – наиболее частое исполнение переносных мощных трубогибов (см. рис): вес – несколько кг, электропитание не требуется, а гнуть можно стальные трубы до 76-100 мм. Домкрат может быть как встроенным собственным, так и автомобильным; под него делают седло с оголовком. Радиус изгиба меняют заменой пуансона-башмака из комплектного набора.
Однако мобильный гидротрубогиб со сменными башмаками требует установки на прочную опору из-за существенного усилия отдачи, и нельзя получать фигурные изгибы. Поэтому выгибающие профилегибы применяются в основном для монтажа водопроводной и газовой разводки от магистрали до квартиры, а также в мастерских, производящих гнутые детали штучно или мелкой серией.
Часто используется мелкий давящий трубогиб для монтажа тонкостенных медных или металлопластиковых труб: такой ручной инструмент с реечно-храповой подачей пуансона размером чуть больше пассатижей, но тонкие трубы гнет очень точно. Особенно пригоден такой для монтажа сплит-систем, там из-за свойств хладоагента складки на трубках недопустимы.
Изгиб прессованием
При изгибании прессованием обрабатываемая деталь зажимается между не вращающимися пуансоном и матрицей. Сделать профилегиб – пресс также можно самому из обычных слесарных тисков, куска негодного тормозного барабана и половинки шкива: в губках тисков сверлят отверстия, нарезают в них резьбу и крепят на болтах пуансон с матрицей. Изгибание сводится к сдавливанию тисками; его точности много способствует консистентная смазка рабочих поверхностей. Важное условие – подобрать друг к другу по сечению матрицу с пуансоном, как показано на рисунке; особенно это важно для гнутья уголков.
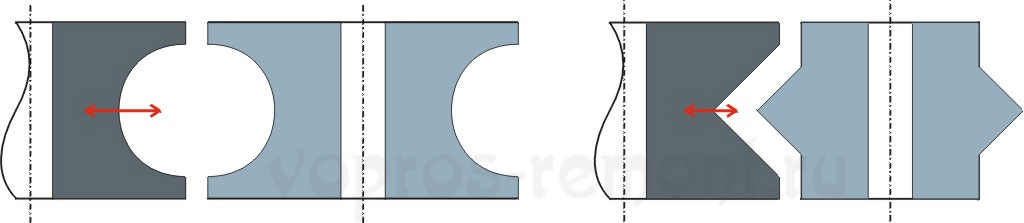
Пуансоны и матрицы для изгибания прессованием
Точный изгиб прессом требует тщательной разработки профиля матрицы и пуансона с учетом остаточных деформаций металла детали. Но зато одним ударом штампа можно получить изгиб очень сложной конфигурации, поэтому гнутье прессованием применяется в основном в промышленности.
Изгиб прокаткой
При гнутье прокаткой деталь протаскивают между двумя опорными роликами и вращающимся роликом-пуансоном, подачу которого можно менять зубчатой рейкой с храповиком, гидравликой или винтом. Ручной профилегибочный станок такого типа – конструкция довольно сложная, см. рис. справа, и требует прочной опоры из-за больших усилий отдачи. Но прокатной профилегиб имеет следующие важные преимущества:
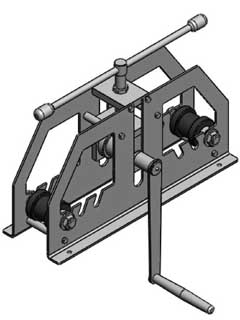
Ручной станок для изгибания прокаткой
- Высокая производительность – скорость ручного гнутья может быть до 3 м/мин и более.
- Капролактамовыми или фторопластовыми роликами с прямоугольными канавками можно гнуть тонкостенные профили сложного сечения, как показано на рис. слева.
- Скосом роликов, как показано стрелками там же, можно получать цилиндрические спирали.
- Меняя в процессе работы подачу пуансона, можно получать детали с переменным радиусом изгиба, в т.ч. плоские спирали.
- Комбинируя два последних способа, можно получать спирали конические и другие детали с пространственным изгибом.
Сложное гнутье в домашних условиях на прокатном (или еще – протяжном) профилегибе лучше всего получается при работе вдвоем: подручный крутит ворот протяжки, а мастер регулирует скос и подачу. Таким способом удается получать сложные большие пружины или декоративные детали, которые потом вполне сходят за высококачественную художественную ковку, и по соответствующей цене. В промышленности прокатные гибочные станки с микропроцессорным управлением также используются очень широко.

Профилегибочный станок с перекашиваемыми фторопластовыми роликами
Роликовая гибка
Роликовое изгибание – комбинация изгиба с прокаткой: ролик-пуансон обкатывается по закрепленной с одного конца трубе, прижимая ее к ролику-ложементу или башмаку. Поскольку коренной конец трубы закреплен неподвижно, касательная составляющая вектора усилия на нем не возникает, длинный рычаг дает возможность создать изгибающее усилие, сравнимое с гидравликой, а под катящимся пуансоном металл хорошо и быстро течет.
Роликовый трубогиб дает приемлемую точность и неплохую для ручной работы производительность: изгиб производится одним движением рычага. Но гнуть им можно только трубы – профили мнутся из-за неравномерного давления пуансона на поверхность детали, и металл начинает течь волнами.

Роликовый трубогиб для тонкостенных труб
Однако гнутье роликом стальных труб требует прочной опоры и значительных усилий, а гнутье мелких тонкостенных достаточно серьезного навыка: слишком быстро или резко дернув рычаг, можно трубку или сплющить, или погнать по ней складки. Опытные мастера с набитой рукой для монтажа сплитов, квартирного газа или металлопластика предпочитают пользоваться именно роликовыми мелкими трубогибами (см. рис. справа): по размерам и весу они лишь немногим больше реечно-храповых с выдавливанием, а производительность труда за счет скорости изгибания получается в 2-3 раза выше.
Видео: ручной трубогиб
Об электроприводе

Электрический трубогиб
Бытовой электрический профилегиб (см. рис) вовсе не машина для лентяев, как его иногда называют. Он имеет важное достоинство: не дает отдачи ни на опору, ни на руки, а усилие дает как гидравлический. Поэтому электрический гибочный станок можно поставить на мягкую землю, на ветхий пол веранды на даче и т.п.
Но его нужно подключить к электросети, а потребленную электроэнергию оплатить по тарифу. Кроме того, для пользования простым электрическим профилегибом необходим навык: отдачи на руку нет, не успел выключить – профиль пошел складками, или надломился, или потянулся.
Видео: самодельный профелегибочный станок с электроприводом
Итог
Теперь вы знаете о бытовых профилегибочных станках и инструменте все основное и существенное. Надеемся, что данный материал поможет вам выбрать сообразно цели использования конструкцию для самостоятельного изготовления или модель для покупки.
что еще почитать:
Вывести все материалы с меткой:vopros-remont.ru
виды, принцип работы и конструкция, как сделать профилегиб своими руками
Для того чтобы согнуть какой-либо металлический профиль, иногда используют различные гибочные станки, но лучшим вариантом для такой процедуры, конечно же, является профилегиб. Именно это устройство создано как раз для сгибания металлических профилей и обладает всеми достоинствами и преимуществами, которые помогают выполнять эту работу качественно.
Профилегибочные станки с лёгкостью можно приобрести в специальных магазинах, но при этом придётся столкнуться с одним неприятным обстоятельством. Дело в том, что стоят такие профилегибы довольно-таки дорого, что означает, что некоторым пользователям приобретение таких станков может быть не по карману.
Выйти из такой проблемы можно, используя свои собственные силы. Профилегиб можно сделать своими руками. Существует несколько видов профилегибочных станков, что позволяет пользователю выбрать и сделать именно тот вариант, который подойдёт ему для его работы.
В статье ниже будут описаны разные варианты профилегибов, их конструкция и принцип работы таких станков. Каждый пользователь сможет ознакомиться с приложенными данными, чтобы впоследствии использовать их в работе и создании своего собственного профилегибочного станка своими руками.
Использование профилегибов в работе
Для начала следует сказать пару слов о том, где используются профилегибы. Они широко применяются в изготовлении различных труб: алюминиевых, стальных, медных, а также ПВХ труб из металла. К тому же профилегибочные станки используются в прокладывании систем водоснабжения или газоснабжения, при установке различных кабелей. Используя это устройство, можно без проблем производить сгибание металлических профилей.
Профилегибочные станки используются для того, чтобы сгибать следующие заготовки:
- балки;
- цельные заготовки прямоугольного сечения;
- цельные заготовки квадратного сечения;
- трубы;
- уголки;
- двутавры;
- швеллеры;
- металлические прутки.
Когда требуется согнуть металл под нужным углом, чаще всего используется самодельный ручной профилегиб. Это полезное устройство позволяет производить сгибку металлических профилей без предварительно нагрева деталей, путём холодного проката. Также, если потребуется, профилегиб способен помочь в получении изделий одинарного и знакопеременной кривизны с симметричными и несимметричными контурами.
Одним из главных достоинств профилегибочных станков является то, что они способны выполнить изгиб всего за один прокат. Также существует возможность обработки металлических профилей в вертикальной и горизонтальной плоскостях. С помощью профилегибов пользователь может делать окружности из имеющихся металлических заготовок. Также использование таких станков позволяет выполнять и ряд других полезных работ с заготовками.
Профилегибы используются в таких областях, как:
- строительство;
- морская промышленность;
- нефтехимическая промышленность;
- автомобильная промышленность;
- спортивная промышленность;
- мебельная промышленность;
- электрическая промышленность;
- энергетическая промышленность.
Процесс сгибания заключается в выполнении станком всего двух основных движений. Они состоят в том, что заготовка прокатывается между роликами, при этом поджимаясь верхнего или боковых роликов.
Конструкция профилегиба
Оборудование, предназначенное для сгиба заготовок, является легко транспортируемым станком с электрическим, механическим или ручным приводом. Обычно они компактные и относительно немного весят. Предназначены они для сгиба металла посредством холодного проката. Для того, чтобы добиваться получения оптимальных параметров кривизны, потребуется использовать специальные насадки, которые позволят пользователю выполнять обработку самых разных изделий.
Существует четыре варианта систем роликовых профилегибочных станков. Самым простым из всех является вариант с верхним подвижным роликом, так как во всём устройстве двигается только верхний ролик, что можно понять уже по самому названию. Исполнение такого механизма различается: верхний ручной ролик — с помощью редуктора, а гидравлический — при управлении гидросистемой самого верхнего ролика. Благодаря такому расположению роликов, можно добиться результатов с очень небольшими погрешностями. Такая конструкция является самой распространённой на данный момент.
Устройства с левым подвижным роликом используются для завивки спиралей, а также для такой же работы, которую выполняют и профилегибы, описанные выше, но только с учётом отличия в механизме бокового привода. Такие модели оснащены ЧПУ, что позволяет контролировать градиент сгибания, и имеют управление с предустановленными функциями гибки.
Существуют также механизмы с подвижными нижними боковыми роликами. Их используют, в основном, для сгибания больших профилей, так как конструкция это позволяет. Привод у таких станков является гидравлическим. Из-за того, что ролики способны перемещаться по сегменту окружности, такие профилегибы являются самыми употребляемыми.
Модели, конструкция которых предполагает наличие роликов, которые все подвижны, считаются самыми сложными, что неудивительно. Такие станки собрали в себе все достоинства всех предыдущих профилегибов. Они способны проделывать ту работу, сегменты которой другие профилегибы способны выполнять лишь по отдельности.
Принцип работы профилегиба
Между профилегибами и другими трубогибочными станками есть одно отличие, которое и заключается в специфике принципа работы профилегибов. Дело в том, что если трубогибочные станки работают, загибая заготовки, то профилегибочные станки осуществляют работу, деформируя металл посредством проката.
Принцип работы у всех профилегибов является схожим. Чтобы начать работу с таким станком, следует для начала его установить и закрепить анкерными болтами, для чего имеются специальные отверстия, проделанные в раме устройства. Перед началом работы с профилегибом следует его заземлить, а также произвести обязательную проверку всех механических и электрических соединений на целостность.
Для того чтобы станок работал корректно и без отклонений, следует сначала сухой тряпкой прочистить ролики от консервирующей смазки, а затем запустить профилегиб для того, чтобы он 30 минут проработал вхолостую. Это делается для того, чтобы обнаружить какие-либо отклонения и неисправности. Если такие обнаруживаются в процессе холостого хода, то станок следует остановить и устранить имеющиеся неисправности.
Сгибка заготовки происходит вследствие прокатки её между валами профилегибочного станка. Процедура происходит под высоким давлением. Для того чтобы регулировать кривизну, нужно просто поднимать или опускать верхний вал.
Классификация профилегибов
Профилегибочные станки существуют нескольких типов. Они отличаются между собой качеством, ценой и техническими характеристиками.
Электрические профилегибы
Обычно электрические профилегибы представляются из себя довольно большие устройства, поэтому чаще всего бывают стационарными. Это оборудование отличается высокой точностью, но в то же время может ударить по карману покупателя. Устройства, на которых параметры можно задавать цифровым способом, стоят довольно дорого. Используются электрические профилегибы чаще всего в домашних мастерских или же на небольших производствах.
Гидравлические профилегибы
Такие устройства используются для работы в промышленных масштабах. Работают на этих станках профессионалы. Такие профилегибочные станки работают только от сети. Используют гидравлические устройства такого типа для устройства систем водоснабжения или канализаций.
Ручные профилегибы
Профилегибочные станки такого типа являются самыми доступными и дешёвыми. Также такие профилегибы отличаются небольшими размерами, что позволяет их даже носить с собой. У такого устройства существует несколько недостатков, которые заключаются в том, что такие станки не способны работать с толстыми трубами. К тому же они не способны обеспечить контроль радиус прогиба.
Но, если требуется загнуть тонкие трубы или прутья, которые впоследствии пригодятся, например, при установке водопровода или отопления, то ручной профилегиб является наиболее подходящим. Ручной вариант такого станка, созданный своими руками, превосходно может справиться с такой работой.
Как изготовить профилегиб своими руками
Если требуется профилегибочный станок для очень большого объёма работы, конечно лучше приобрести уже готовый профилегиб, который будет выполнять больше функций. Но, если предполагается выполнение небольшого объёма работы, то ручной профилегиб подойдёт для таких целей, и его можно спокойно изготовить самому.
Конструкция профилегиба зависит от диаметра трубы, которую впоследствии придётся согнуть. Дело в том, что если диаметр составляет 20 мм и менее, то трубу можно будет согнуть, используя очень просто устройство, которое будет состоять из бетонной плиты с отверстиями, в которые будут помещены стальные штыри. Труба может быть согнута в нужную сторону под нужным углом, если расположить её между штырями. Но, если труба толще, чем 25 мм, то придётся изготовить более сложный профилегиб.
Для начала следует выполнить точный чертёж, по которому своими руками будет собираться самодельный профилегибочный станок. Он обязательно должен быть как можно более точным и максимально подробным.
Ниже приведены несколько советов, которые помогут пользователю изготовить профилегиб своими руками:
- Сначала на большую пластину с помощью болтов крепятся вспомогательные ролики, а также уголковые направляющие. Их крепят сварными швами.
- Для того чтобы повысить прочностные характеристики основания, следует снизу к нему приварить два отрезка стального уголка.
- На направляющих следует приварить ещё одну металлическую пластину со специальным отверстием, диаметр которого должен быть больше сечения винта. Винт предназначается для того, чтобы оказывать нагрузку на рабочий вал самодельного профилегибочного станка.
- При сильном давлении существует большая вероятность поломки резьбы винта либо опорной гайки. Чтобы предотвратить такие неприятные моменты, рекомендуется использовать детали с прямоугольной, либо же с трапециевидной резьбой.
- Использовать профилегиб можно уже после того, как будут смонтированы направляющие ролики.
Для того чтобы собрать свой профилегибочный станок, можно посмотреть следующее видео, которое поможет пользователю разобраться во всех тонкостях и действиях, которые следует выполнить, что получить в пользование самодельный профилегиб, способный выполнять требуемую работу:
Это довольно подробная видеоинструкция, которая сможет помочь пользователю в изготовлении станка-профилегиба своими руками. Рекомендуется внимательно следить за всеми инструкциями, чтобы избежать ошибок и неточностей.
При изготовлении станка следует соблюдать все необходимые меры безопасности для того, чтобы избежать неприятных последствий для своего здоровья.
Выводы
Ручной самодельный профилегиб вряд ли подойдёт для большого объёма работы, но если требуется его использование для относительно несложных целей, он может стать настоящим полезным помощником в мастерской.
Профилегиб можно сделать своими руками даже, если у пользователя нет определённых навыков и опыта. Главное — это иметь правильный, конкретный чертёж и грамотно следовать всем имеющимся инструкциям. Положительный результат не заставит себя долго ждать.
Оцените статью: Поделитесь с друзьями!stanok.guru
Трубогиб профильной трубы сделанный своими руками: виды конструкций, фотографии, чертежи

Одним из металлических материалов, нашедших широкое применение в последние годы на территории нашей страны стали профилированные прямоугольные трубы различного сечения. Их используют и для установки забора из профлиста или сетки–рабицы, и для изготовления садовой мебели, и для монтажа навесов для автомобилей или гаражей. Часто технология производства тех или иных изделий требует получения загиба профильной трубы под тем или иным углом, а также по дуге окружности различного диаметра. Для этих целей целесообразно изготовить трубогиб для профильной трубы из подручных материалов. Основные конструкции профилегибов и технологию их самостоятельного производства рассмотрим в рамках данной статьи.
Ручной профилегиб своими руками
Первый вариант изделия позволяет получить радиальный загиб прямоугольной трубы вплоть до получения кольца.

Принцип работы данного трубогиба основан на использовании двух опорных и одного рабочего ролика, который и оказывает постепенное деформирующее давление на заготовку. При этом, основной рабочий стальной вал имеет определенный свободный ход, ограниченный размером направляющих.
Для изготовления направляющих трубогиба необходимо приготовить четыре отрезка стального уголка 50×50 длиной по 300 миллиметров, а также несколько стальных пластин толщиной 5-8 миллиметров. Большая пластина будет играть роль основания всей конструкции, поэтому к ней будут крепиться с помощью сварных швов уголковые направляющие и на болтах вспомогательные ролики.

Значительно облегчить процесс сборки направляющих трубогиба, обеспечить необходимое их взаимное расположение и зафиксировать непосредственно при выполнении соединения между собой и присоединения к стальному основанию могут помочь деревянные шаблоны, выпиленные из доски толщиной 25-30 миллиметров. А усилить механическую прочность основания, призваны привариваемые снизу два куска стального уголка, равные по длине нижней пластине. В верхней части направляющих необходимо приварить стальную пластину, в которой просверлено отверстие, диаметр которого больше диаметра винта, оказывающего давление на рабочий вал приспособления.

Для получения достаточного давления без опасения выхода из строя резьбы винта или опорной гайки можно использовать детали, имеющие кинематическую резьбу прямоугольного или трапециевидного сечения. Простейший вариант подобных детали можно найти от пришедших в негодность слесарных тисков. Имеющаяся у винта рукоятка значительно облегчит всю дальнейшую работу. После установки на болтах направляющих роликов, приспособление может быть использовано для выполнения гибки профильных труб различного сечения. Для удобства работы по изготовлению трубогиба своими руками приводим сборочный чертеж изделия.
Чертежи трубогиба для профильной трубы

Сталь, как и другие сплавы отличается высокой прочностью. При этом она имеет и другое очень важное свойство – пластичность. Именно благодаря ей материал может изменять первоначальную форму не разрушаясь и сохранять полученную форму в дальнейшем. Еще одним существенным свойством металлов и сплавов, присущим им в той или иной степени является упругость. Под ее действием профильная труба стремится вернуться в первоначальную форму. Таким образом, весь процесс деформации (гибки) металла связан с использованием пластичности и преодолением упругости без использования ударных нагрузок, которые могут привести к образованию на поверхности материала вмятин или разрывов.

Простое приспособление для гибки профильной трубы
Второй вариант трубогиба основан на использовании физической силы человека и использовании различной формы оправок для получения загиба того или иного радиуса. Его основой является достаточно большой стол-верстак, имеющий покрытие в виде стального листа. На одной из кромок установлен упор для фиксации свободного торца профилированной заготовки квадратного сечения со сторонами 20×20 или 25×25 миллиметров.

Рядом с упором, на расстоянии, примерно равном ширине обрабатываемой заготовки крепится оправка, фиксирующаяся на крышке верстака с помощью струбцин и стальных стержней, устанавливаемых в соосно просверленные отверстия. После предварительной подготовки противоположный конец заготовки перемещается по дуге большого диаметра вокруг оправки и деформируется в дугу.

Данный принцип формования профильных заготовок не возможен без обеспечения необходимого свободного пространства вокруг рабочего стола, а так же без жесткой фиксации самого верстака к полу помещения, в котором он установлен.
При выполнении большого количества стандартных дуг, имеющих тот или иной радиус закругления, следует позаботиться об изготовлении в достаточном количестве оправок. Рассмотрим строение одной из них.

Основой детали является уголковый прокат с посадочными отверстиями для фиксации на кромке верстачной крышки. Рабочая поверхность выполнена из двух сваренных между собой квадратных профилей. Петля в левой части данного профилегиба позволяет надежно зафиксировать один край деформируемой трубы, а приваренные между уголком и гнутым профилем ребра жесткости обеспечивают необходимую жесткость, позволяющую противостоять образующимся рабочим нагрузкам достаточно большой величины. Как правило, на каждый вид работ сложно заготовить заранее необходимые приспособления. Но в мастерской, работающей с гибкой профильных труб долгое время, скапливается большое количество различных оправок.

Кроме металлических оправок могут быть использованы приспособления из плоских листовых заготовок большой прочности. Для удобства дальнейшей эксплуатации лучше промаркировать каждую рабочую кромку, указав радиус закругления.

Трубогиб - третий вариант
Кроме радиальных сгибов может возникнуть необходимость получения гибки деталей под теми или иными углами.

Для этих целей может быть использовано следующее приспособление, представляющее собой небольшой стальной столик на стойки с расположенными на нем рабочими узлами.

Основанием для получения загиба трубы является стальной валик диаметром 80-100 миллиметров. Особенностью его является приваренный по кромке стальной стержень, который позволяет частично вдавливать внутреннюю поверхность профиля. Фиксация заготовки выполняется при помощи болта большого диаметра, устанавливаемого в соответствующее отверстие.

Такое приспособление вполне может быть изготовлено в рамках небольшого гаража или сарая.

Для облегчения преодоления сопротивления заготовки деформации внутрь нее до места гибки можно вставить квадратный стальной стержень подходящего размера. Используя подобный трубогиб, возможно получение сгиба в любой точке детали.
Для примера напоследок профилегиб с электроприводом:
Уважаемые читатели, комментируйте статью, задавайте вопросы, подписывайтесь на новые публикации - нам интересно ваше мнение :)
Статьи, которые Вам будут интересны:
nashakrepost.ru
инженер поможет - Ручные профилегибы
Что такое профилегиб?
Прежде всего этот инструмент используется при создании разного рода профилей и для укладки труб под воду и газ. Его можно применять для гибки большого количества материалов под разные нужды. Это могут быть швеллеры, балки, трубы и многое другое. С помощью этого устройства можно выгибать продолговатый твердый предмет на 360 градусов. Могут захватывать как часть заготовки, так и всю ее целиком, если она, конечно, не огромная.
Если требуется изогнуть что-либо под нужным углом, то чаще всего в ход идет ручной профилегиб. С его помощью можно прокатывать заготовку без нагрева, что весьма полезно в некоторых ситуациях. Могут получаться как симметричные детали, так и несимметричные. Все зависит от профессионализма человека, работающего на таком устройстве.Можно даже сделать из трубы, например, или из профиля окружности нужного диаметра, если это, конечно, необходимо. Проще говоря, профилегиб это инструмент, с помощью которого можно создавать, выгнутые под нужным углом, детали из разного рода материалов.
Если рассматривать классификацию таких устройств, то можно привести такой перечень
- электрические профилегибы;- гидравлические профилегибы;- ручные профилегибы.
Все они различаются конструкцией, но цель у всех одинакова.
Какие бывают ручные профилегибы
Стоит рассказать и об устройстве такого аппарата. Чаще всего это станок с любым возможным видом привода. Конструкция делается мобильной, облегченной и как можно меньших размеров. Эти свойства будут полезны в быту, ведь не всегда найдется место под огромнейший заводской станок для прокатки. Могут применяться специальные насадки для достижения определенных целей. Расположение и формы верхнего ролика также могут изменяться в зависимости от потребностей.
Виды верхнего ролика профилегиба
подвижный только верхний ролик. Чаще всего применяется при создании спиралей;
передвигающимися являются нижние боковые ролики. Основная цель- изгибание профилей больших размеров;все ролики могут двигаться. Такой род станков очень сложен по структуре. Он обладает всеми плюсами вышеназванных и является универсальным инструментом;
Все зависит от фантазии специалиста, создающего аппарат. Такие устройства можно сделать самостоятельно или же купить в магазине.
Можно классифицировать ручные профилегибы и по другому критерию:
Методика первого варианта заключается в том, что по заготовке двигаются ролики, которые выдавливают ее нужным способом. Обрабатываемые профиль или труба выгибаются вокруг неподвижной оправы. Угол чаще всего составляет не более 180 градусов.
Суть второго заключается в том, что они изгибают трубу специальным устройством в определенном месте. Оправа в этом случае движется к заготовке. Шанс появления складок и ненужных выгибаний стремится к нулю. Пользоваться таким устройством можно даже одной рукой.
Третий вариант - гидравлической профилегиб. Применяется для изгибания очень толстостенных материалов. При работе на помощь приходят гидравлические поршни, создающие давление на заготовку в несколько десятков тонн. Угол при такой обработке составляет около 180 градусов.
Где используются ручные профилегибы?
Если ответить коротко на такой вопрос, то - в большом количестве сфер. Если перечислить, то это строительство, спорт, нефтехимическая промышленность, мебельное производство, создание электрических аппаратов, автомобилестроение. На производстве чаще всего используются огромные автоматические станки, но не обходится и без ручных, которые являются уникальными и незаменимыми помощниками.
При использовании профилегибов можно сделать замечательные конструкции. Это могут быть и каркасы парников, и навесы для автомобилей, домой и беседок. Сфера применения просто огромна и ограничивается только лишь фантазией. Если, к примеру, необходимо создать какую-либо деталь, содержащую выгнутости, профилегиб станет незаменимым инструментом.
Нюансы
Стоит сказать и о том, что при использовании ручных аппаратов будут наблюдаться недостатки. В первую очередь - это радиус выгибания. Его при неавтоматическом аппарате проконтролировать практически невозможно. Отметить нужно и тот факт, что требуется применение огромного количества усилий, если гидравлического ручного профилегиба под рукой нет. Очень часто умельцы создают подобного рода устройства своими руками. Они имеют различную структуру, но принцип работы приблизительно одинаков. Отличие заключается чаще всего в прикладываемых усилиях. Стараются снизить прикладываемую силу любыми способами: меняется размер роликов, ручка перемещается в разные позиции, меняется положение оправы.
Если сравнивать автоматические и ручные профилегибы, то сложно будет сказать, какой из них лучше. У каждого имеются свои преимущества и недостатки.
Устройства, использующиеся на производстве, чаще всего имеют огромные размеры и стоят довольно-таки много. Ручные приборы могут поместиться, например, в багажнике автомобиля и им легко пользоваться в гараже или любых других маленьких помещениях. Цена таких устройств может варьироваться от нуля и до нескольких тысяч. Все зависит от того, где приобретать или же из какого материала делать самостоятельно. Благо, в интернете можно найти огромное количество пособий и наглядных видео-инструкций на эту тематику. Можно найти даже чертежи с подробным разъяснением. В итоге все получается уже готовым для создания самого профилегиба, за исключением, конечно, материала.
Самые простые конструкции, благодаря своей бесхитростности и дешевизне их изготовления в короткие сроки позволяют мгновенно приступить к гибке.
Изготовление профилигеба для обработки профилей или труб меньше 19 мм
Профилегибы для профиля меньше 19 мм имеют до безобразия элементарную конструкцию. Можно сделать простую конструкцию в которую входят бетонного основания, а также зафиксированные в ней стальные штыри. Именно между штырями будет осуществляться гибка металла.
Перед началом работ, нужно уплотнить участок грунта маленького размера. Далее этот участок засыпают его щебенкой и заливается раствором бетона, состоящего из замеса песка и цемента (в пропорции 4:1). Перед тем как залить раствор из бетона, нужно закрепить пару швеллеров или труб диаметром не менее 60 мм. под 90° с поверхностью основания, с расстоянием между ними 3,5–4,5 см. Дать бетону высохнуть 2–3 дня.
Метод пользования полученным профилегибом
Сгибаемый профиль вставляют между выходящим над бетонным основанием штырем и гнут на нужный угол. Очень удобно что, такой трубогиб, который мы с Вами сделали своими руками, очень хорошо используется для гибки деталей из нержавеющей стали.
Изготовление профилигеба для сгибания профилей или труб больше 19 мм
Для таких диаметров самодельный профилегиб будет маленько сложнее в изготолвении. Его изготовления также связано с заливкой бетонного основания (по принципу как в примере выше), а далее закрепления в нем двух металлических штыря с круглым сечением. Прутки в этом случае являются осями для крепления на них роликов с размерами желобков соответствующих диаметру сгибаемого профиля.
Метод пользования полученным профилегибом
Профиль ставят между роликами и фиксируют за конец. Другой конец при помощи троса закрепляют к лебедке. Лебедка создает нужное усилие для выполнения процесса гибки.
Чертежи для изготовления самодельного гибочного станка
По этому чертежу можно сделать своими руками станок для гибки труб почти любого сечения.
Это устройство состоит из трех роликов, два применяются для опоры, а последний в этом случае является рабочим валом. Рабочий ролик деформирует профиль постепенно, до получения изгиба с нужными параметрами. Плавное действие на сгибаемый профиль создается тем, что рабочий ролик имеет некоторый свободный ход, который специально ограничивается направляющими.
Конструкция самодельного станка для гибки
1 несколько пластин толщиной от 4 до 7 мм;
2 несущая пластина;
3 четыре уголка с длиной 29 см, с размером полок 4,9 см;
4 основной ролик;
5 вспомогательные ролики.
Изготовление профилигеба по чертежу
К пластине (1) приваривают два уголка (3), которые в дальше будут иметь функцию направляющих. К пластине (1) при помощи болтов крепят вспомогательные ролики (5). К нижней части основания для увеличения жесткости приваривают два уголка (3). А к верхним торцам направляющих уголков приваривают пластину с отверстием, диаметр которой больше, чем сечение Вашего винта, применяемого для получения нужного давления на сгибаемый профиль.
Далее выполняется монтаж рабочего винта. Нижняя часть винта жестко соединяется с рабочим роликом (5), формирующим требуемый изгиб профиля.
Обрабатываемый профиль перемещается при помощи рукоятки или с помощью электрического привода.
После того как профилегиб собран по чертежу, нужно провести пробную гибку металла, для регулировки всех элементов приспособления, и только после этого его можно применять по назначению.
В заключение можно сказать о том, что ручные профилегибы имеют большое количество плюсов и они достаточно мобильны. Популярность таких аппаратов растет с каждым годом.
engcrafts.com










