



Изготовление точечной сварки своими руками и ее использование. Как сделать точечную сварку своими руками
Точечная сварка своими руками | Лучшие самоделки
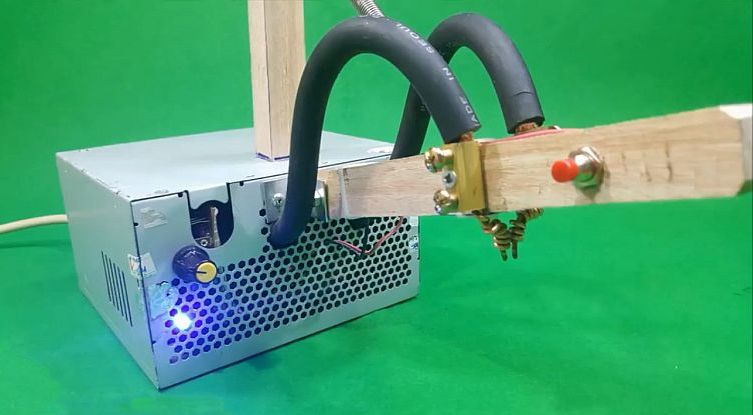
Мне очень понадобился аппарат для точечной сварки и я решил его сделать своими руками из старой микроволновой печи, в этой статье я опишу подробный процесс его создания. В основном он нужен для спайки между собой тонких листовых металлов, например для скрепления между собой аккумуляторных батарей используя шину из тонкого металла, так как они боятся перегрева то паять их просто паяльником нельзя. Данная точечная сварка из трансформатора от микроволновки способна выдавать ток до 800 Ампер.
Точечная сварка своими руками
Детали и инструменты:
- Старая ненужная микроволновка, а точнее трансформатор от неё;
- Клеммная колодка;
- Кусок медного провода диаметром 1,7 мм;
- Силовой многожильный кабель диаметром 8 мм;
- Модуль таймера;
- Адаптер питания на 12 В и 0,5 А;
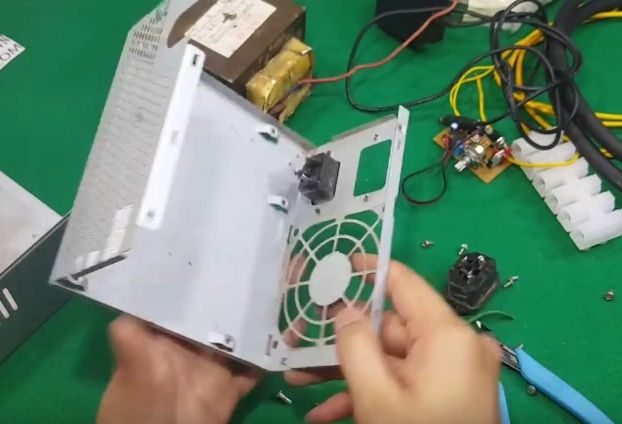
- Компьютерный БП, а точнее его металлический корпус;
- Выключатель на 220В;
- Кнопка без фиксации;
- Деревянная рейка;
- Пружина.

Точечная сварка своими руками

Точечная сварка своими руками
Точечная сварка своими руками

Точечная сварка своими руками

Точечная сварка своими руками
Как сделать точечную сварку своими руками, пошаговая инструкция:
Шаг 1
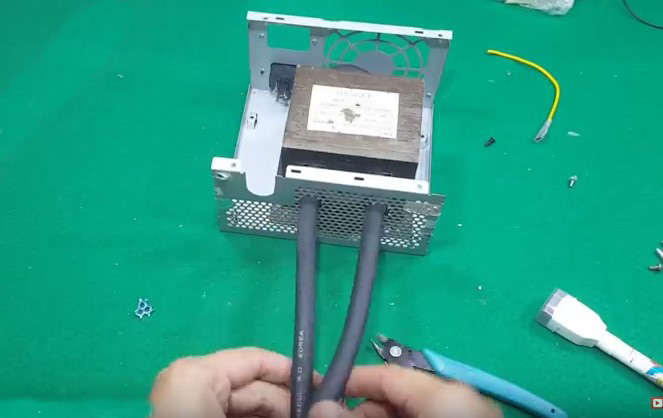
Нам нужна будет старая ненужная или нерабочая (ну естественно с рабочим трансформатором) микроволновая печь, чем крупнее она будет тем мощнее трансформатор может там стоять. Итак, достаём с неё эту необходимую нам деталь, у меня попался трансформатор на 800 Ампер.
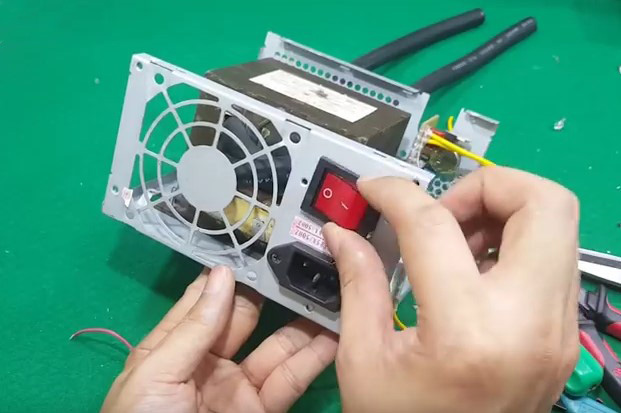
Затем разбираем компьютерный БП, оставляем только железный корпус, и разъём питания 220В, в него мы разместим всю начинку точечной сварки.
Точечная сварка своими руками

Точечная сварка своими руками
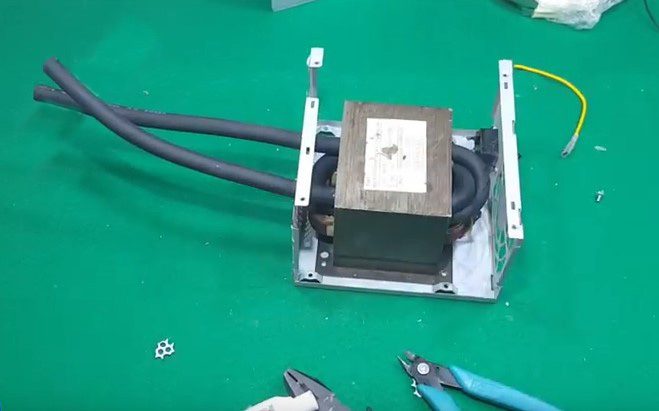
Размещаем в корпусе трансформатор, плату таймера и адаптер питания, примеряем и размечаем все необходимые отверстия которые нужно будет в дальнейшем просверлить.
Шаг 2
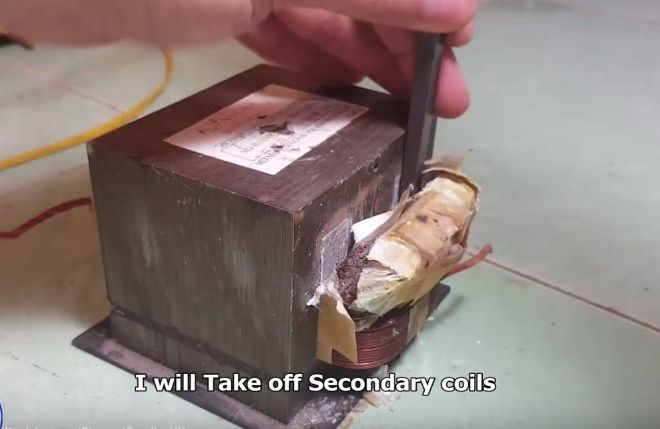
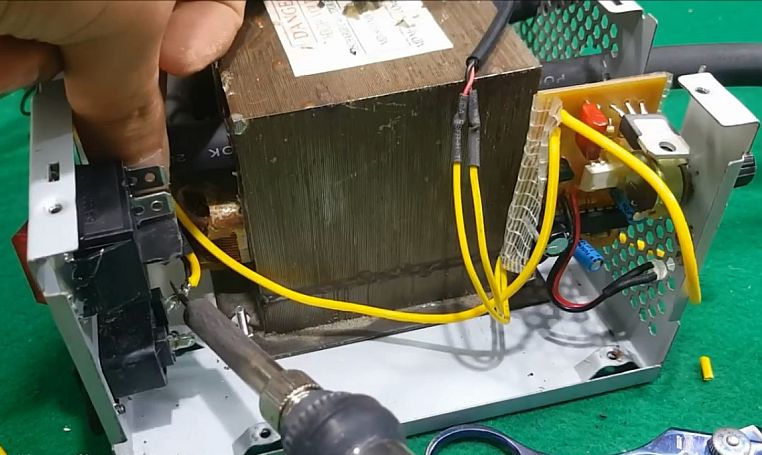
Нам нужно будет избавится от вторичной обмотки (та, обмотка у которой более тонкий провод) трансформатора микроволновки и намотать силовым кабелем свою новую обмотку. Для того, чтобы не разбирать пластины трансформатора то обмотку можно сначала с одной стороны срезать стамеской ударяя по ней молотком, затем проделать тоже самое с другой стороны. Потом просто выбить оставшиеся волоски проволоки, я это делал с помощью сверла.
Точечная сварка своими руками

Точечная сварка своими руками

Точечная сварка своими руками
Шаг 3
Теперь вместо старых обмоток наматываем новые силовым кабелем, у меня получилось 2 витка. Ставим этот трансформатор в корпус, там, где решётка проделываем два отверстия под выводы катушки, продеваем их, делаем также отверстия в дне корпуса под крепления транса.

Точечная сварка своими руками
Точечная сварка своими руками
Точечная сварка своими руками
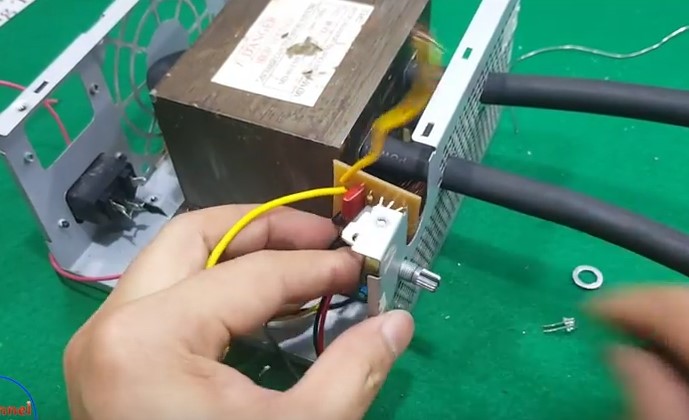
Далее нам нужно закрепить на передней панели модуль таймера и чуть ниже продеваем светодиод в просверленное отверстие выпаянный за ранее из этой платы и удлинили его проводками.
Точечная сварка своими руками
Точечная сварка своими руками
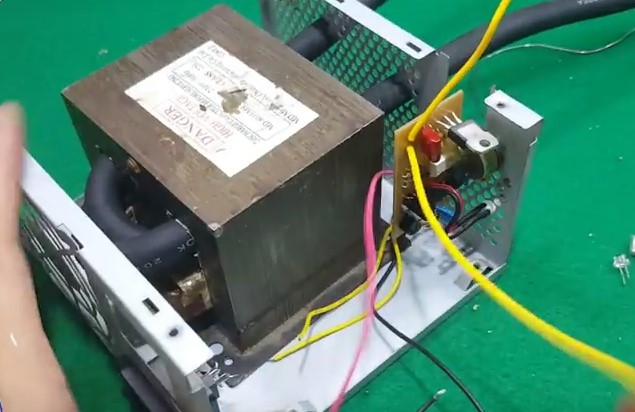
На заднюю панель добавляем выключатель питания.
Точечная сварка своими руками
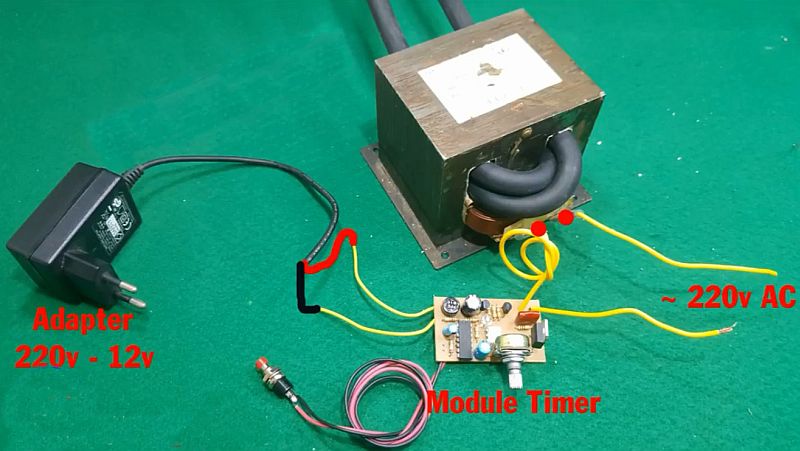
Покажу полную схему подключения всех частей:
Точечная сварка своими руками
У адаптера питания отпиливаем вилку, так как она занимает лишнее место и мы припаяемся к разъёму питания напрямую проводками. Припаиваем все части будущей точечной сварки проводками, от таймера к трансформатору я присоединился клеммами. К таймеру я подключил кнопку без фиксации. С помощью переменного резистора таймера выставляется время импульса для сваривания, подходящее время подбирается уже при сваривании деталей.

Точечная сварка своими руками

Точечная сварка своими руками
Точечная сварка своими руками
Точечная сварка своими руками
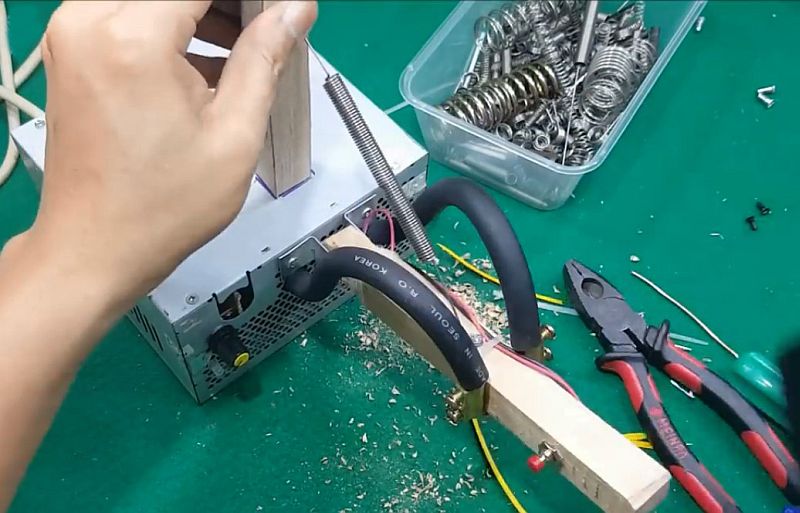
Шаг 4
С помощью металлических уголков крепим деревянную рейку к корпусу сварочника.

Точечная сварка своими руками
Точечная сварка своими руками

Точечная сварка своими руками
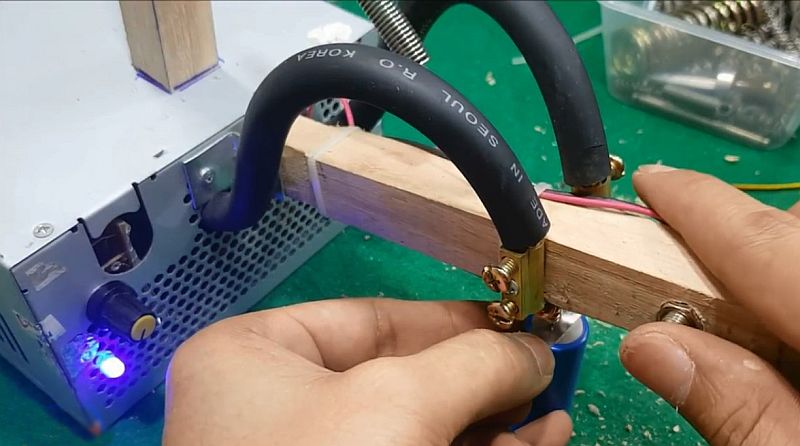
Достаём с клеммной колодки клеммники с винтиками и надеваем на зачищенные контакты кабеля, зажимаем винтами. Прикручиваем теперь их шурупами к рейке.

Точечная сварка своими руками

Точечная сварка своими руками
Точечная сварка своими руками
Точечная сварка своими руками

Точечная сварка своими руками
Спусковую кнопку размещаем тоже в этой же рейке для удобства, просверлив под него отверстие.

Точечная сварка своими руками
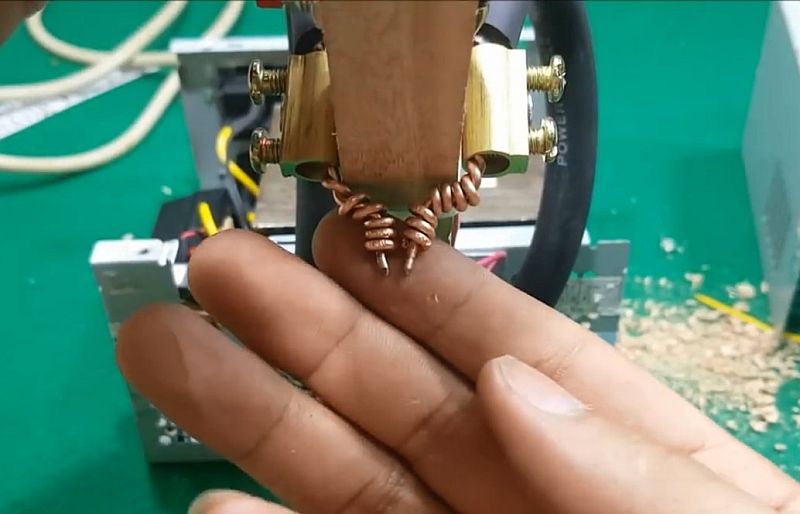
Из медной проволоки диаметром 1,7 мм делаем электроды, скручивая таким образом (но если есть толстая проволока то можно выточить из них более красивые контакты), обтачиваем из конец чтобы они были острыми:

Точечная сварка своими руками
Закрепляем их в клеммниках:
Точечная сварка своими руками
Точечная сварка своими руками
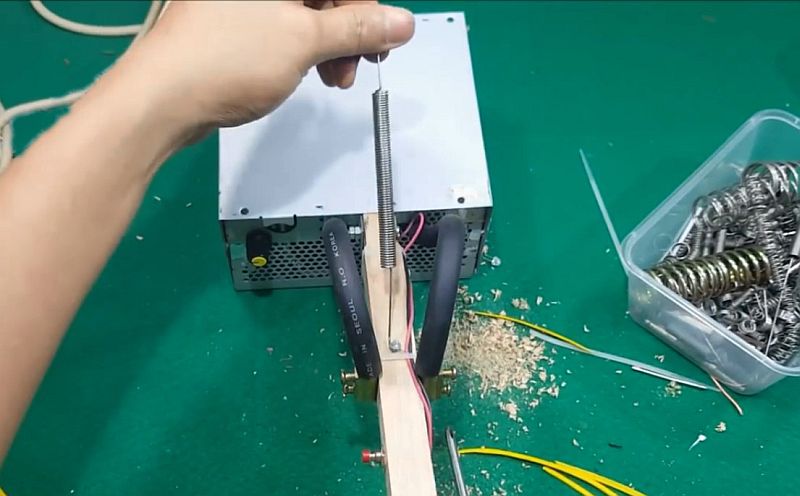
Шаг 5
Теперь нам нужно добавить пружину, которая будет возвращать контакты аппарата контактной сварки на место. Для этого прикрутим к верхней крышке ещё одну деревянную рейку.
Точечная сварка своими руками

Точечная сварка своими руками
Точечная сварка своими руками
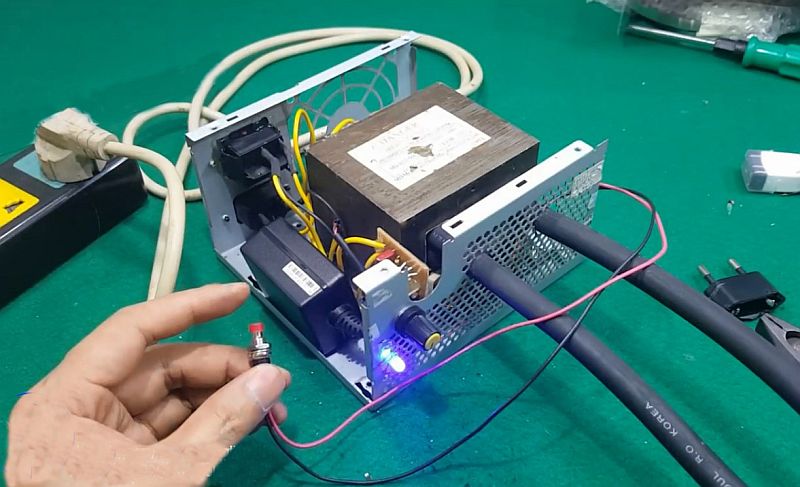
Всё, наша точечная сварка готова, этот аппарат довольно мощный и чтобы в тонких металлах не прожигалось отверстие то нужно выставлять меньшее время срабатывания на таймере. Аппарат для точечной сварки сделанный своими руками получился достаточно компактный и много места не будет занимать в Вашей мастерской.
Точечная сварка своими руками

Точечная сварка своими руками

Точечная сварка своими руками
bestdiy.ru
Делаем точечную или контактную сварку своими руками
 Часто сварка бывает необходимой во время работы на даче или ремонта дома. Но как быть, если нет собственной контактной сварки? Ответ прост: ее нужно изготовить собственноручно, что мы и сделаем прямо сейчас.
Часто сварка бывает необходимой во время работы на даче или ремонта дома. Но как быть, если нет собственной контактной сварки? Ответ прост: ее нужно изготовить собственноручно, что мы и сделаем прямо сейчас.Начнем изготовление точечной или контактной сварки с просмотра авторского видеоролика
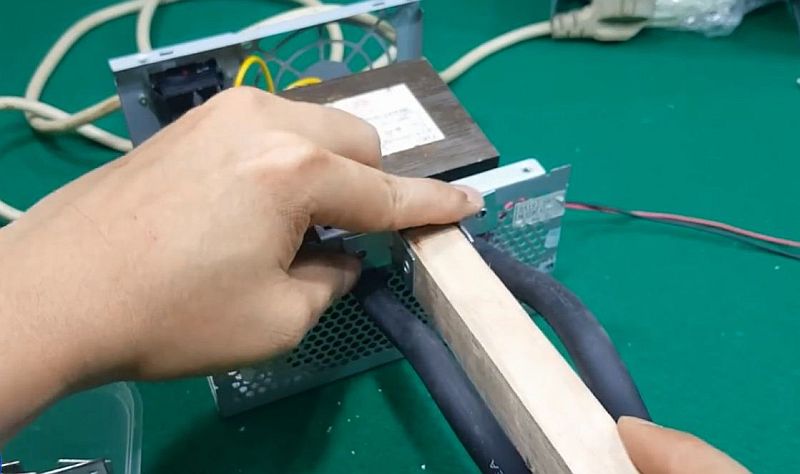
Итак, нам понадобится:- автомобильный аккумулятор;- многожильные провода;- изолента;- два куска медной проволоки сечением 2-3 мм и длиной 7-8 см;- деревянный брусок;- мелкая наждачная бумага.
Первым делом в деревянном бруске нужно проделать два углубления под медную проволоку.
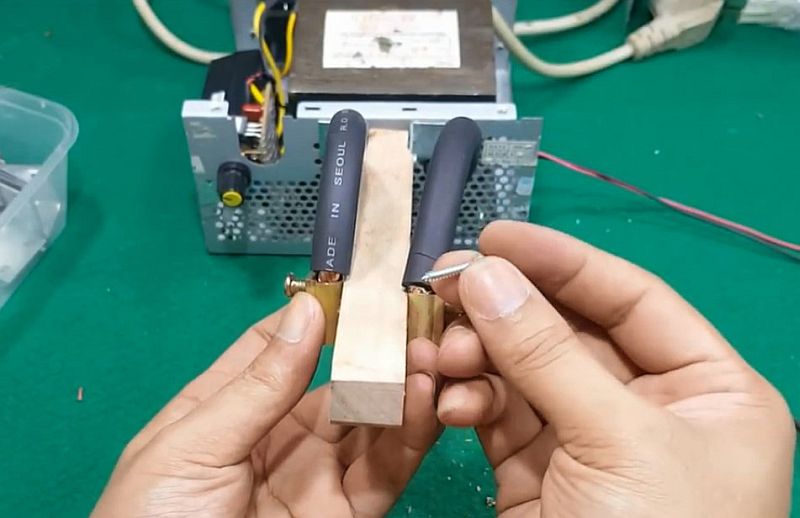
 Далее два кусочка проволоки необходимо подключить к проводам.
Далее два кусочка проволоки необходимо подключить к проводам. Теперь полученные заготовки из проволоки нужно установить в пазы, которые проделали ранее на деревянном бруске и хорошенько изолировать. Получится два контакта.
Теперь полученные заготовки из проволоки нужно установить в пазы, которые проделали ранее на деревянном бруске и хорошенько изолировать. Получится два контакта.
 Между этими контактами мы должны выставить зазор приблизительно в 2-3 мм.
Между этими контактами мы должны выставить зазор приблизительно в 2-3 мм.
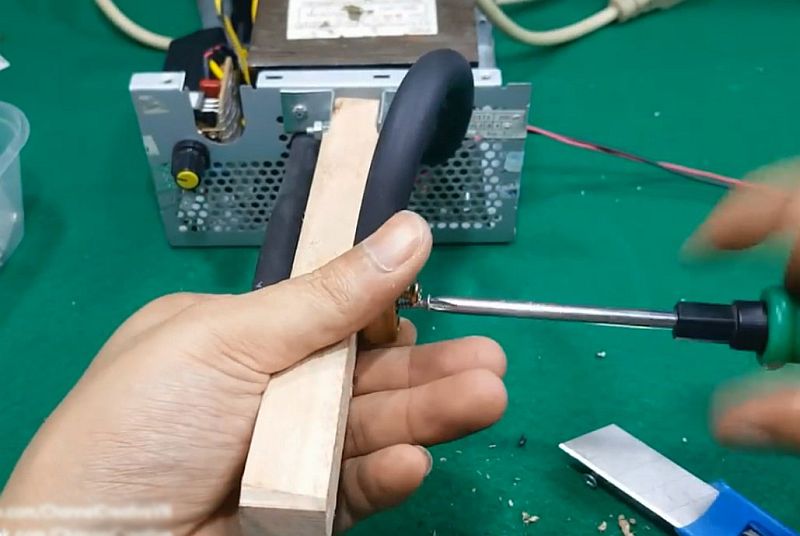
 Берем мелкую наждачную бумагу и хорошенько зашкуриваем концы проволок.
Берем мелкую наждачную бумагу и хорошенько зашкуриваем концы проволок.
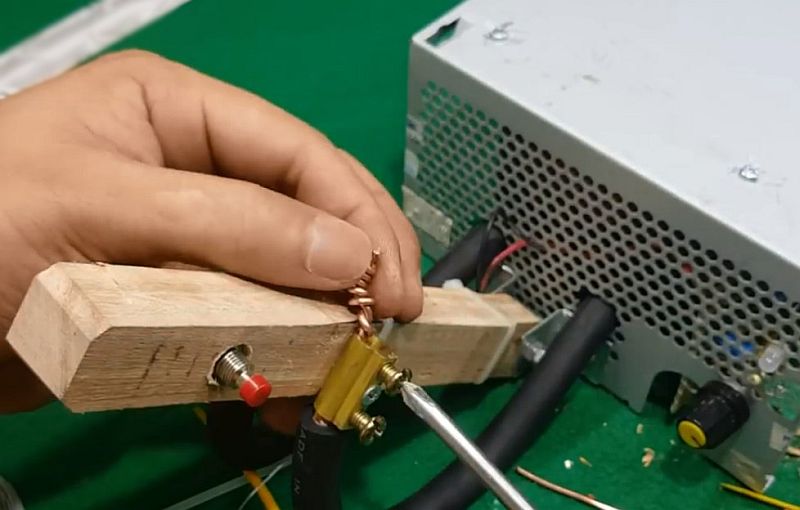
 Простейшая контактная сварка готова. Остается подключить провода к аккумулятору. По словам автора идеи, полярность в этом случае значения не имеет.
Простейшая контактная сварка готова. Остается подключить провода к аккумулятору. По словам автора идеи, полярность в этом случае значения не имеет. Удобна такая сварка тем, что для ее использования нет необходимости покупать электроды.
Удобна такая сварка тем, что для ее использования нет необходимости покупать электроды.usamodelkina.ru
Как делается точечная сварка своими руками и что нужно знать
Предисловие
Изготавливается точечная сварка своими руками буквально за несколько часов. Это не высокотехнологический механизм, который должен собираться только на заводе и скоро вы в этом убедитесь! Сейчас мы соберем аппарат, технические характеристики которого не будут уступать показателям купленного товара!
Собираем трансформатор
https://www.youtube.com/watch?v=NAPTuBiyT_U
Самой важной деталью, сердцем любого электроприбора такого типа является трансформатор, с помощью которого мы будет получать необходимое напряжение. Коэффициент трансформации должен быть очень большим, поэтому сразу обращаем свое внимание на мощные и объемные микроволновые печи – именно там можно раздобыть необходимый элемент. Мощность должна быть около 1 кВт – это идеальный вариант, но, при отсутствии такового, подойдет и на 700-800 Вт. В микроволновке трансформатор повышающего типа, выдает до 4 кВт для питания магнетрона. Именно то, что нам надо. Рассматриваем пошаговую инструкцию по изготовлению необходимого трансформатора.
Шаг 1Достаем трансформатор из микроволновки.
Не стоит ее сразу разбирать при помощи молота – она нам пригодится целиком. Откручиваем основу, снимаем все крепления, достаем.
Шаг 2Сбиваем вторичную обмотку.
Нам надо только первичная (это та, что внутри, на ней провод намного толще и его меньше). Можно сделать это зубилом, молотком, ножовкой, даже высверлить углы элект рической дрелью – чем угодно, лишь бы результат был тот, что надо. Ваша задача: не повредить первичную обмотку и магнитопровод, а со всем остальным можете поступать как захотите, хоть на металлолом.
Шаг 3Наматываем вторичную обмотку.
Нам надо получить в результате ток около 1000 А, поэтому идем на рынок и покупаем провод диаметром от 1 см. Он дорогой, но без него никак не обойтись. Если хотите сэкономить – покупайте его пучком, а не один цельный – на ход дела это не влияет.
Шаг 4Делаем 2-3 витка.
Делаем 2-3 витка вторичной обмотки, на выходе получаем около 2В. Чем больше всунете в окно, тем больше напряжение будет, хотя после 3 витков в окне уже не остается места. Если нужен мощный аппарат, тогда можно разобрать еще 1 микроволновку или найти дополнительный трансформатор и соединить 2 вместе. Можно будет работать с металлом до 5 мм толщиной.
Шаг 5Проверяем направление обмоток.
При помощи вольтметра проверяем направление обмоток, а также наличие коротких замыканий. Если таковых не прослеживается, можно переходить к дальнейшим работам.
Шаг 6Проверить силу тока.
При соединении 2 и более трансформаторных обмоток надо проверить на выходе силу тока. Если она будет более 2000 А – уменьшайте ее. Это приведет к перепадам напряжения сети и вы просто не отобьетесь от соседей, которые будут бегать с жалобами на вас.
Теперь трансформатор можно считать готовым. Осталось просто промерять все амперметром, проследить короткие замыкания, просмотреть все соединения.
Делаем электроды
Здесь все проще пареной репы. Электроды покупаем на металлоломе или рынке, для этого подойдут прутики из меди диаметром от 1.5 см. Главное запомнить принцип – диаметр электрода не должен быть меньше диаметра провода и все. Если сварка ваша слабая, тогда можно уничтожить 2 паяльника и взять с них жала – идеальные и стойкие электроды, которые прослужат долго!
Провод, который подходит к электроду, должен иметь минимальную длину, чтобы уменьшить потери тока. Для соединения используется медный наконечник или отверстие, которое можно проделать эле ктрической дрелью и сверлом на 8. Затягиваем болтовое соединение и стержень уже никуда не убежит. Можно спаять наконечник с проводом, чтобы избежать окисления, которое возникнет при первом запуске аппарата. Неспаянные контакты могут создавать дополнительное сопротивление, которое очень заметно при малой мощности аппарата.
Единственное преимущество болтовых соединений – электроды можно будет удалить быстро, а так придется полностью перепаивать. Делают это часто при интенсивной эксплуатации, поэтому есть смысл скреплять именно так. Болты и гайки проще купить медные – результат будет намного лучше. Самодельная контактная сварка получится «веселая», снять электрод можно за минуту, вместо того, чтобы полдня их паять.
Управление процессом и «инфраструктура»
Сюда можно отнести рычаг и выключатели. Без хорошей силы сжатия вам просто не обойтись, особенно, при сваривании толстых листов металла. Именно поэтому надо позаботиться о качественном рычаге. В производственных масштабах сила может достигать 50-100 и даже 1000 кг, но нам достаточно будет 30 кг, поэтому рычаг делаем в меру длинным, чтобы сделанная контактная сварка своими руками отличалась удобством.
Лучше всего начало плеча рычага вытянуть из стола, чтобы упор был именно на него, а не на аппарат (подходит для стационарных сварочных устройств). Длина ручки должна быть около 60 сантиметров с креплением на ¾ снизу, чтобы плечо на зажим было равно не менее как 1:10. Тогда, при оказании 2 кг на ручку, вы будете давить до 20 кг на металл, прислоняющийся к рабочей поверхности.
Что касается выключателя, то здесь все просто: ставим его на первичную обмотку, поскольку на вторичной обмотке будет очень большой ток, сопротивление выключателя будет мешать работать аппарату. Можно вынести рычаг на ручку – оригинально и очень практично. Вы сможете включать аппарат только после контакта металлов, что снизит затраты электроэнергии и обезопасит от искр.
Точечная сварка самодельная уже готова и теперь достаточно просто испытать ее в работе, чтобы проверить всю правильность сборки. Она подойдет для сваривания металла толщиной до 2-3 миллиметров при использовании трансформатора на 1 кВт и до 5 мм при последовательном соединении двух и более!
Оцените статью: Поделитесь с друзьями!grounde.ru
Точечная сварка своими руками | Строительный портал

О процедуре сварки слышали даже дети. Однако не все знают, что существует много разновидностей сварочных процессов с применением различных энергоносителей, без которых невозможно обойтись. Существует один вид сварки, используемый чаще всего домашними мастерами – точечная сварка. Качество сварочного соединения будет зависеть от приобретенного опыта, который в основном состоит в выдерживании необходимой длительности токового импульса на основе визуального наблюдения за сварной точкой.
Содержание:
- Процедура точечной сварки
- Режимы точечной сварки
- Требования к электродам
- Самодельный сварочный аппарат
Процедура точечной сварки
Точечную сварку используют в промышленности и домашних условиях. В промышленности точечная сварка применяется при сваривании листовых заготовок из стали разных марок, цветных сплавов и металлов различных толщин, профильных заготовок (швеллеров, двутавров, уголков) и пересекающихся стержней. В быту самодельная точечная сварка незаменима при ремонте бытовой техники, разнообразных работах с кабелем, алюминием или починкой кухонной утвари.
Процесс точечной сварки состоит из нескольких этапов. В нужном положении совмещаются соединяемые детали, помещаются между электродами и прижимаются между собой. После этого детали нагревают до состояния пластичности и подвергают пластическому деформированию.
При применении автоматического оборудования в промышленных условиях частота сварки нередко достигает 600 точек в минуту. Для качественной точечной сварки в домашних условиях рекомендуется поддерживать на неизменном уровне скорость перемещения электродов и обеспечивать определенную величину давления и контакт соединяемых деталей.
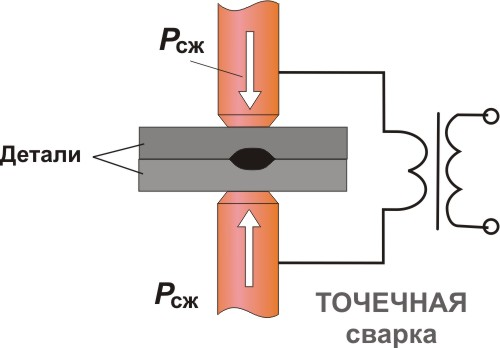
Детали нагреваются благодаря прохождению сварочного тока в качестве кратковременного импульса, что отличается длительностью около - 0,01- 0,1 секунд, зависимо от условий сварки. Подобные импульсы отвечают за расплавление металла в области действия электродов и формирование общего жидкого ядра деталей, диаметр которого составляет 4 - 12 миллиметров.
После того, как импульс тока детали прекратит действие, детали будут удерживаться в течение некоторого времени, чтобы расплавленное ядро смогло остыть и кристаллизоваться. Как и любые технологические процессы, технология точечной сварки характеризуется достоинствами и недостатками.
К её преимуществам относят механическую прочность точечных швов и высокую экономичность, а также возможность автоматизации сварочной работы. Значительным недостатком служит невозможность обеспечения герметичности сварочного шва.
Режимы точечной сварки
Продолжительность нагрева изменяется от тысячных долей до нескольких десятков секунд и зависит от мощности аппарата и условий сварки. При сварке изделий из сталей, которые склонны к закалке и образованию трещин, к примеру, углеродистой стали, рекомендуется увеличить время нагрева, чтобы замедлить последующее охлаждение металла.
Сварку изделий из нержавеющих аустенитных сталей рекомендуется выполнять наоборот, с небольшой продолжительностью нагрева. Это принято делать для предотвращения риска нагрева наружной поверхности точек соединения до определенных температур структурных превращений, что влечет за собой нарушение антикоррозионных свойств наружного слоя металла.

Определенное давление между электродами обеспечивает надежный контакт деталей в местах соединения. Значение давления зависит от разновидности свариваемого металла и толщины деталей, что соединяются. Уровень давления после нагрева имеет большое значение, потому что его величина отвечает за обеспечение мелкозернистой структуры металла в месте сварки, а прочность точек соединения становится идентичной прочности базового металла.
С помощью прижима деталей во время прохождения сварочного импульса можно обеспечить формирование около расплавленного ядра уплотняющего пояска, который препятствует выплеску расплавленного материала из области сварки. Чтобы улучшить кристаллизацию расплавленного металла, рекомендуется разжимать электроды с небольшой задержкой после того, как прошел сварочный импульс.
Требования к электродам
Электроды, которые применяются для точечной сварки своими руками, должны гарантировать прочность в интервале рабочей температуры, высокую тепло- и электрическую проводность, а также легкость процесса механической обработки.
Соответствуют подобным требованиям специальные бронзы с включением кадмия или кобальта, холоднокатаная электролитическая медь, сплавы меди с содержанием хрома и сплавы на вольфрамовой основе.
Медь по значениям электрической и теплопроводности существенно превосходит бронзу и её сплавы, но по показателю износостойкости хуже в 5 — 7 раз. Поэтому для изготовления электродов самым лучшим сплавом выступает сплав вида ЭВ, который из себя представляет практически чистую медь, в составе которой присутствует около 0,7% хрома и близко 0,4% цинка.
Для уменьшения износа электродов, которые применяются при точечной сварке, рекомендуется практиковать их интенсивное охлаждение водой. Качество ручной точечной сварки зависит от выбора диаметра электродов. Диаметр точек соединения должен в 2-3 раза превышать толщину наиболее тонкого элемента соединения.
Самодельный сварочный аппарат
Для точечной сварки в домашних условиях необходимо изготовить специальный аппарат. Самодельные сварочники обладают самой разной конфигурацией — от небольших переносных моделей до достаточно габаритных аппаратов точечной сварки. В домашних условиях обычно принято использовать настольные версии, применяемые для сварки цветных и черных металлов.

Схемы сборки аппарата
Основная масса схем сборки аппарата – небольшие схемы точечной сварки, которые содержат минимальное количество нужных деталей. Правда, изготовленные таким способом аппараты не отличаются высокой мощностью, но два листа железа, толщина которых 0,2 миллиметра, или металлических провода, они смогут сварить.
Перед изготовлением аппарата для точечной сварки необходимо вспомнить закон Ленца-Джоуля: когда электрический ток проходит по проводнику, количество тепла, что выделяется в проводнике, является прямо пропорциональным сопротивлению проводника, квадрату тока и времени, на протяжении которого ток протекал по проводнику. Это значит, что если ток составлял 1000 Ампер, на плохо выполненном соединении и тонких проводах будет теряться больше энергии приблизительно в 10000 раз, чем при электрическом токе 10 Ампер. Поэтому качеством электрической цепи пренебрегать нельзя.
Основой всей работы подобного аппарата является создание электрического импульса, проваривающего 2 части металлической детали. Для этого вам понадобится небольшой трансформатор, подсоедините к его нижней обмотке свариваемую деталь, а к вторичной - электрод.
Нельзя соединять трансформатор с питанием напрямую, для этого применяется специальный выпрямительный мост с тиристором. Для создания необходимого импульса в аппарат нужно дополнительно установить ещё один источник, состоящий из еще одного выпрямительного моста и трансформатора. Электрический ток будет собираться в конденсаторе, который и служит сборником и создателем импульса.
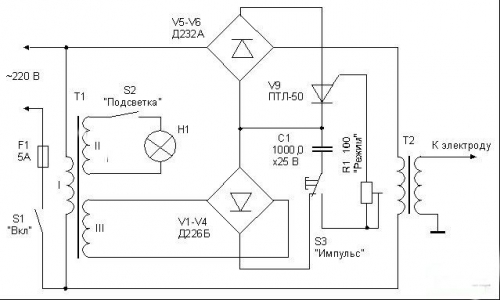
Чтобы сработал самодельный аппарат точечной сварки, нажмите на рукоятке пистолета кнопку «импульса», которая отвечает за открытие цепи конденсатора-резистора, что спровоцирует их разряжение через электрод. Посмотрите видео о точечной сварке, чтобы понять, как это делается правильно.
Тиристор в этой цепи будет выступать в качестве катода, замыкающего выпрямительный мост трансформатора №1. Пока конденсатор не разрядится полностью, тиристор находится в открытом состоянии. После этого отпустите кнопку «импульс» отпустить, и конденсатор зарядится заново. И все будет повторяться по этой же схеме.
Если нужен более мощный аппарат точечной сварки, то вы сможете его изготовить своими руками с помощью все тех же деталей и узлов: тиристора полупроводникового, трансформатора сварочного и реле времени. Правда, понадобится для этого более мощный трансформатор. А определенные узлы должны иметь совершенно другие технические характеристики.
Основной агрегат
Самым простым в изготовлении является сварочный аппарат переменного тока с нерегулируемым показателем силы тока. Управление рабочим процессом осуществляется с помощью изменения длительности электрического импульса - с применением реле времени или с помощью выключателя вручную.
Основной составляющей частью любого оборудования для точечной сварки является силовой трансформатор, который обладает большим коэффициентом трансформации, помогающим обеспечить большой сварочный ток. Лучше всего для этого воспользоваться прибором серийного производства, к примеру, ОСМ — 1.
Оставьте первичную обмотку трансформатора без изменения, помните, что она должна содержать не менее 200 витков. Замените вторичную обмотку на более мощную, рекомендуется использовать провод ПВ З — 50 или ПЭВ 2/1,9.

Также подобный трансформатор вы сможете сделать из трансформатора от микроволновой печки. Такие трансформаторы характеризуются большой мощностью и доступностью. К тому же цена точечной сварки получится низкой. Одного трансформатора от микроволновки хватит для самодельного аппарата точеной сварки, что будет сваривать исключительно стальные листы, толщина которых составляет 1 миллиметр.
Если вам нужен более мощный аппарат, то вы можете использовать два трансформатора или больше. Если имеется два одинаковых трансформатора, можете их объединить в один источник тока для работы с толстыми металлами. Подобным образом можно соединять и больше, чем два трансформатора, если это позволяет сеть.
Но помните, что слишком мощный трансформатор вызывает значительное падение напряжения в сети, приводит к миганию лампочек, срабатыванию предохранителей и жалобам соседей. Поэтому мощность самодельного аппарата для точечной сварки обычно ограничивается значениями, обеспечивающими силу сварочного тока в пределах 1000-2000 Ампер. Нехватку силы тока можно компенсировать с помощью увеличения времени сварочного цикла.
Конструкция электродов
В качестве электродов принято использовать стержни из меди. Чем толще вы возьмете электрод, тем лучше. Хорошо, если диаметр электрода будет не меньше диаметра провода. Для самодельных не слишком мощных аппаратов подходят жала от паяльников большой мощности. Периодически рекомендуется подтачивать электроды, потому что они теряют свою форму. Электроды со временем полностью стачиваются и требуют замены.
Длина провода, который идет от трансформатора к электроду, должна быть минимальной. Помните, что должно быть минимальное количество соединений, потому что на каждом соединении осуществляется потеря мощности. На оба конца кабеля желательно надеть медные наконечники для соединения с электродами и установки точечной сварки.

Наконечники спаяйте с проводом, его жилы тоже спаяйте. Дело в том, что в месте контактов со временем, а может и при первом запуске, совершается окисление меди, которое приводит к росту сопротивления и большим потерям мощности, из-за чего ваш аппарат точечной сварки может и вовсе перестать сваривать.
Из-за большого диаметра наконечника для провода и самого провода их непросто спаять, однако эту задачу можно облегчить с помощью покупки луженных наконечников для пайки. Неспаянные соединения наконечников и электродов тоже создают сопротивление и окисляются, но так как нужны съемные электроды, то при замене каждый раз отпаивать старые наконечники и припаивать новые неудобно.
Сделайте нижний электрод неподвижным и изолируйте его от крепежных болтов и щечек шайбами и клейкой лентой. Чтобы закрепить электроды в держателях, можно использовать два болта или латунные шайбы. Держатели с электродами разведите пружиной в исходное положение. Самодельный сварочный аппарат для точечной сварки в сеть подключается при помощи автоматического выключателя, который рассчитан на ток не меньше 20 Ампер.
Органы управления
Единственные органы управления – выключатель и рычаг. Между электродами силы сжатия должно быть достаточно для обеспечения контакта деталей между электродами. Помните, что чем толще листы, которые вы свариваете, тем сила сжатия должна быть больше. Слишком большое усилие прижима у самодельных приборов можно создать зажимом - рычажным и рычажно-винтовым. Возможны и прочие методы, которые требуют разного оборудования.
Выключатель необходимо устанавливать в цепь первичной обмотки, так как в цепи вторичной обмотки присутствует большой ток, а выключатель дополнительно создает сопротивление. Выключатель в ситуации рычажного прижимного механизма необходимо монтировать на рычаге, чтобы можно было давить на рычаг одной рукой и включать ток. А второй рукой будете придерживать свариваемые детали.
Выключать и включать сварочный ток нужно исключительно при сжатых электродах, иначе возникнет интенсивное искрение, которое приводит к подгоранию электродов. Рекомендуется использовать процедуру принудительного охлаждения аппарата при помощи вентилятора. При отсутствии вентилятора необходимо постоянно осуществлять контроль температуры трансформатора, электродов, токопроводов и делать перерывы для предотвращения их перегрева.
Таким образом, сегодня покупка сварочного аппарата - небольшая проблема. В любом специализированном магазине вы сможете отыскать аппарат точечной сварки различной мощности от разных производителей. Однако не все аппараты отвечают требованиям, которые предъявляемым домашними мастерами. А чтобы собрать самостоятельно такой аппарат, достаточно всего лишь поинтересоваться, как сделать точечную сварку, приготовить схему аппарата, узлы и детали для сборки, а также паяльник.
strport.ru
Контактная сварка своими руками. Технология изготовления сварочного аппарата.

Содержание статьи
Общая информация
Процесс любой контактной сварки основывается на использовании электрического тока. Он перемещается по всему участку соединения двух свариваемых деталей и образует дугу, которая расплавляет их. На мощность этой дуги оказывает влияние показатель величины тока, время его воздействия и сжатие металлов, от которой зависит размер дуги. Самодельная контактная сварка подразделяется на: стыковую, точечную, шовную и рельефную.

Сварочный аппарат
Чтобы осуществить контактную сварку своими руками надо сконструировать специальный аппарат. Перед тем, как приступить к процессу изготовления устройства, надо ознакомиться с рядом требований, которые необходимо соблюдать в процессе работы. Чаще всего для проведения сварки деталей в бытовых условиях, применяются аппараты точечной или стыковой сварки. Далее нужно определиться с видом сварочного аппарата, который вы будете использовать : переносной или стационарный, а затем надо задать основные параметры прибора:
- напряжение в самом участке (зоне) сварки,
- ток (переменный или постоянный) и его сила,
- продолжительность сварочного импульса,
- число и размеры электродов.
Определяющим условием в том, как же сделать контактную сварку своими руками является простота сварочного аппарата. Он сконструирован из двух блоков: контактного и источника сварочного тока. В первом расположена непосредственно сама зона сварки. В ней металлы контактируют между собой, посредством электродов к ним поступает электрический импульс и в итоге они соединяются. Источник сварочного тока отвечает за то, чтобы этот импульс попал в зону сварки.
Схема представлена на рисунке 3.
 рис. 3
рис. 3
Конструктивные составляющие источника тока
Основу контактной сварки своими руками составляет электрическая схема с использованием конденсаторов. Импульс сварочного тока образуется за счет разряда конденсатора.

Импульс тока создается во вторичной обмотке трансформатора. К первичной обмотке трансформатора подключены конденсаторы С8-С9. Именно благодаря им образуется разряд, необходимый для получения импульса. Управление разрядом конденсаторов осуществляется в тиристорах Т1 и Т2. По цепочке от входного трансформатора «Ток», заряжается конденсатор. Также в схеме отображено выпрямление тока диодами D6-D7.
Функционирование подобного конденсаторного источника осуществляется по следующему принципу. Когда основная цепь отключается, конденсаторы С8-С9 заряжаются от цепи трансформатора «Ток». В момент, когда система запускается, происходит их разрядка на вторичную обмотку выходного трансформатора Тр3. За контроль продолжительности импульса отвечают цепи Ru1-Ru2 R34 и C10. После того как цепь выключается – процесс повторяется.
Изготовление выходного трансформатора своими руками
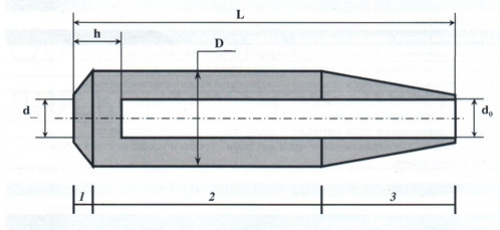
Выходной трансформатор является очень важным и неотъемлемым звеном конструкции источника питания, поскольку от него зависит сила задаваемого тока. Чтобы обеспечить сварку требуемыми параметрами, наиболее оптимальным решением будет изготовление трансформатора самостоятельно. Первое, что необходимо сделать – это найти наборный сердечник. Можно позаимствовать эту деталь у любого силового аппарата. Главное, чтобы он был выполнен из стали, а показатель его сечения был не менее 60 см². Далее, стальные пластины надо плотно укомплектовать и стянуть с помощью болтов, диаметр которых составляет 8 мм. Чтобы придать устройству большую прочность, с боковой стороны сердечник укрепляется П-образным профилем или уголком.
Обмотка первичного типа производится проводом ПЭВ (диаметр – 2,9 мм). Нужно намотать 20 витков. Сам сердечник надо обвить кабельной или трансформаторной бумагой. После чего, нужно намотать витки провода с натягом. Важно, как можно ровнее распределить витки по всей длине стойки сердечника. Сверху на провод нужно положить бумажную обмотку и зафиксировать тесьмой.
 электросхема выходного трансформатора
электросхема выходного трансформатораВторичная намотка осуществляется на второй стойке сердечника. Она создается из самодельной шины плоского сечения, которая собирается из 14-16 небольших шинок из меди. Ширина общего сечения равняется 200 м². Нужно сделать два витка. Перед тем как накладывать на сердечник, шину нужно обернуть фторопластовой или изоляционной лентой. Все окончания обмотки направляются на верхнюю часть сердечника, в них делается отверстие, в котором при помощи болта будет крепиться кабель, соединяемый с контактным блоком сварочного аппарата.
| Характеристики трансформатора | |
| Мощность | 3000 Вт |
| Напряжение обмоток | первичной – 220 В, вторичной – 15 В |
| Сварочный ток | до 200 А |
Исходя из вышеописанного следует, что без трансформатора, функционирование аппарата для выполнения сварочных работ — невозможно, т.к. основные функции лежат на нем.
Устройство контактного блока
Самый простой вариант используется при стыковой сварке. В данном случае ток подается прямо на участки, подвергающиеся сварке. Другими словами, это означает, что окончания вторичной обмотки контактируют со свариваемыми металлами. Один конец – примыкает к одной заготовке, второй – к другой.
Для точечной сварки характерным является применение контактного блока с электродами. Подойдут конструкции с одним или двумя стержневыми электродами. Если использовать один электрод, ток будет попадать на одну из свариваемых деталей, а второй конец вторичной обмотки выходного трансформатора будет контактировать с электродом.
Совет! В процессе работы используйте пистолетный держатель электрода.
Процесс сборки аппарата
Сборка сварочного аппарата требует четкой последовательности выполнения действие. Процесс включает в себя несколько этапов.
В первую очередь, нужно уложить источник сварочного тока в металлический корпус. Электрическое плато собирается на текстолите. Затем его нужно поместить внутрь корпуса источника и вертикально зафиксировать в нем. После чего, готовый выходной трансформатор устанавливается на основание корпуса и фиксируется на нем. Далее, посредством болтов сверху к шине вторичной обмотки прикрепляется сварочный кабель. Другой его конец находится в непосредственном контакте с электродом в контактном пистолете. К контактной колодке, которая расположена на электрическом плато, подсоединяется входной кабель от электрической сети.
 готовый аппарат
готовый аппаратДля того, чтобы сконструировать аппарат для контактной сварки своими руками, необходимо иметь в наличии все необходимые инструменты, среди которых: болгарка; электродрель; ножовка по металлу; метчик; напильник; зубило; молоток; отвертка; тиски; штангенциркуль; плоскогубцы; нож; ножницы; плашка.
Не забывайте, что контактная сварка, как и любой другой вид соединения деталей предполагает наличие некоторого опыта. Это важно, т.к. качество и надежность сварочного шва зависит от умений сварщика. Обязательным условием является соблюдение правил техники безопасности. Выполнять сварочные работы нужно только в специальном защитном костюме, в перчатках и с защитной маской на лице, поскольку велика опасность попадания раскаленного металла на оголенные участки тела.
Подводя итог, отметим, что контактная сварка своими руками – процесс непростой. Но если соблюдать технологию выполнения работы и подойди к ней со всей ответственностью и серьезностью, то результат не заставит себя ждать. Контактная сварка характеризуется широкой сферой применения. Ее можно использовать для соединения деталей металлических изделий, составляющих элементов автомобиля, кузовных деталей, а также для ремонта всевозможных устройств.
[Всего голосов: 0 Средний: 0/5]
svarkaed.ru
Точечная сварка своими руками
Точечная сварка, своими руками изготовленная, позволяет осуществлять соединение путем сваривания небольших заготовок из разнообразных металлов и их сплавов в домашних условиях.

Схема точечной сварки.
Использование сварочника для точечной сварки
Точечную сварку в промышленных условиях используют для проведения сваривания листов из цветного металла, заготовок из разнообразных материалов, стержней и профилированных заготовок. В быту ее применяют для проведения ремонтных работ с бытовой техникой и починки кабелей. Процесс сварки включает в себя несколько этапов. Сначала делается совмещение заготовок в нужном положении, затем они помещаются межу электродами, которые прижимаются.

Схема создания сварочного аппарата на основе старого трансформатора.
Детали разогревают, пока они не приобретут пластичность. Это достигается тем, что сварочный ток действует, как кратковременный импульс (всего 0,01-1 с). Благодаря короткому импульсу в области действия металл расплавляется, формируется жидкое ядро, имеющее диаметр от 4 до 12 мм. После прекращения действия электроимпульса начинают деформацию деталей: их удерживают до тех пор, пока ядро не кристаллизируется.
В промусловиях удается сделать до 600 свариваний в минуту. Если точечная сварка проводится в домашних условиях, необходимо поддерживать на одном уровне скорость движения электродов, оптимальное давление и постоянный контакт деталей, подвергающихся сварке. Как и любой другой вид работ, точечная сварка имеет свои недостатки. Основной из них — нет возможности обеспечить оптимальную герметичность шва. К положительным моментам относятся прочность швов, экономичность, а также возможность автоматизации сварочных работ.
Время нагрева деталей может варьироваться от сотой доли секунды до десятка секунд. Этот показатель напрямую зависит от условий процесса и мощности сварки. При работе с углеродистой сталью (или сталью другого вида, склонной к образованию трещин или закалке) время нагрева должно быть больше — за счет этого увеличится и время остывания жидкого ядра.
Вернуться к оглавлению
Режимы точечных сварочных работ
Изделия из нержавеющей стали долго нагревать не рекомендуется: при превышении определенной температуры произойдут структурные превращения, что может плохо сказаться на антикоррозийных свойствах детали. Поддержание оптимального давления позволяет создать в местах соединения деталей надежный контакт. При выборе давления нужно ориентироваться на:

Схема изготовления точечной сварки.
- вид металла;
- толщину деталей.
После нагрева давление определяет образование в месте сварки мелкозернистой структуры. При правильно подобранном давлении прочность точек будет такой же, как у металлов до сварочных работ. Прижатие деталей позволяет получить уплотняющий пояс вокруг расплавленного металла. Этот пояс не дает металлу вытекать из места сварки. Чтобы улучшить процесс кристаллизации металла, электроды нужно удалять не сразу, а через некоторый период времени после прохождения электроимпульса.
Изготовленный самостоятельно аппарат для точечной сварки вполне подойдет для работы в домашних условиях. С его помощью можно быстро отремонтировать бытовую технику или некоторые детали автомобиля. При работе не стоит забывать о технике безопасности: обязательно нужно надевать специальные защитные очки и перчатки. Ток нужно включать только тогда, когда электроды сварочника прижаты, иначе возникает искрение, и электроды будут подгорать.
Не стоит допускать перегрева электродов, трансформатора и других деталей. Желательно иногда охлаждать сварочник вентилятором. Если вентилятора под рукой нет, температуру элементов аппарата нужно контролировать.
Вернуться к оглавлению
Изготовление сварочника для проведения точечной сварки

Принцип работы точечной сварки.
Для проведения сварных работ понадобится специальный инструмент, который можно приобрести в магазине или изготовить самостоятельно. Процесс сборки аппарата для точечной сварки своими руками не представляет особой сложности. В домашних условиях можно сделать сварочный аппарат разной конструкции — от небольшого агрегата до весьма габаритного аппарата. Обычно для работы дома достаточно настольного устройства, с помощью которого можно проводить сварку черных и цветных металлов.
Перед тем как начать сборку, нужно вспомнить закон Ленца-Джоуля. При движении по проводнику тока количество выделяемой теплоты прямо пропорционально сопротивлению проводнику, квадрату тока и времени протекания тока. То есть, при токе 10 А будет теряться в 10000 раз меньше энергии, чем при токе 1000 А. Это значит, что качеством электроцепи пренебрегать не следует. Для агрегата следует подготовить набор электродов. Электроды в первую очередь должны гарантировать:
- высокую теплопроводность;
- прочность, электропроводность;
- легкий и быстрый процесс обработки.
Этим качествам соответствуют электроды с включением кобальта и сплавов вольфрама. Самым лучшим вариантом станет сплав ЭВ, состоящий из меди с небольшим включением хрома и цинка. Чистая медь отличается хорошими показателями электропроводности, но износостойкость значительно ниже, поэтому чистую медь для электродов использовать не рекомендуется. Чтобы продлить срок службы электродов, необходимо охлаждать их водой.
Вернуться к оглавлению
Изготовление трансформатора сварочного агрегата
Основная часть, которую имеет самодельная установка для проведения контактной сварки — трансформатор.
Сделать его можно из электротрансформатора микроволновки. Лучше всего выбирать печь большого размера, так как в них обычно устанавливается более мощный электротрансформатор. Взятого из микроволновки электротрансформатора вполне достаточно, чтобы сварить лист толщиной 1 мм. Если такой мощности недостаточно, можно взять не один, а два и более трансформатора. Разбирать микроволновку нужно очень осторожно, в ней установлено несколько элементов, которые могут нанести сильный электроудар, даже если сам агрегат выключен.
Сердечник и электротрансформатор скреплены швом. Чтобы его удалить, нужна болгарка. Добраться до электрообмотки можно при помощи молотка и долота. Извлекать обмотку электротрансформатора нужно очень осторожно, чтобы не повредить, т.к. в дальнейшем она пригодится для работы. Вторичная обмотка наматывается обычно очень плотно, поэтому ее можно удалить по частям. В итоге должны получиться следующие детали: разделенный надвое сердечник и первичная обмотка. Далее нужно сделать вторичную обмотку. Для этого понадобится медный провод толщиной 7 мм, т.е. диаметром как отверстия в сердечнике. Провод наматывается в 2 витка. Сердечник крепится к основанию. Это можно сделать с помощью эпоксидной смолы. После приклейки сердечник нужно сжать в тисках и оставить на некоторое время.
Вернуться к оглавлению
Сборка корпуса устройства
Последний этап — изготовление корпуса. Его можно сделать из дерева или другого подходящего материала. Все части корпуса вырезаются, концы затачиваются с помощью фрезы. На верхнем рычаге нужно сделать выемку, тогда он не будет упираться в корпус сварочного аппарата. На задней части корпуса нужно вырезать отверстия для провода и включателя. Наконец все детали нужно загрунтовать и покрасить. Чтобы краска хорошо просохла, нужно подождать хотя бы 2 дня. После этого можно переходить к сборке аппарата.
Для изготовления электродов нужно отрезать 2 куска медного провода, каждый по 2,5 см. Вставить электроды в держатель и затянуть как можно плотнее с помощью отвертки. На панели в отверстия вставляются провод и выключатель. Трансформатор закрепляется с помощью саморезов. Можно прикрепить клемму на один из них и присоединить к заземлению. На каждую сторону прикручивают по 6 саморезов, закрепляют рычаги. На торцах рычагов устанавливаются контактные электроды. Обратите внимание, что электроды после сборки должны становиться точно друг на друга. В случае, если этого не происходит, то положение можно исправить путем подгибания электродов.
При наличии определенного объема знаний в области электротехники можно собственными руками изготовить споттер. Это устройство, обеспечивающее проведение процесса точечной сварки за счет электрического импульса, получаемого от конденсатора большой емкости. При использовании этого устройства разряд тока, обеспечивающий процесс сварки, является настолько коротким, что не происходит даже обгорания красящего покрытия на обратной стороне заготовки.
www.parnikiteplicy.ru
общие сведения и технология, изготовление сварочного аппарата своими руками
Нередко встречаются ситуации, в которых необходимо соединить металлические изделия или отремонтировать различные конструкции. Чтобы справиться с этим, нужно знать, как сделать точечную сварку своими руками. Аппарат для её проведения можно собрать самостоятельно в домашних условиях. Это значительно упростит весь процесс и убережёт от больших финансовых затрат.
Общие сведения
Самодельная точечная сварка — это довольно трудное мероприятие, которое требует наличия специального оборудования и навыков подобной работы. Однако при правильном подходе можно значительно упростить процесс и выполнить работу в кратчайшие сроки.
Основные преимущества
Такой способ соединения металлических деталей имеет большое количество преимуществ. Все они делают точечную сварку одной из самых часто используемых. Среди положительных моментов стоит выделить следующие:
- прочность шва;
- дешевизна процесса;
- уменьшение затрат времени;
- простота оборудования;
- возможность выполнения в условиях домашней мастерской;
- автоматизация на предприятиях.
Среди большого количества преимуществ, есть и один недостаток. Специалисты считают такой вид соединения негерметичным.
Краткая технология
Сварка любых изделий происходит по одному и тому же принципу. При этом важно внимательно проводить все операции и не упустить даже самый незначительный нюанс. Только в этом случае можно добиться идеального шва и его прочности.
Вся технология состоит из нескольких этапов:
- Соединяемые детали совмещаются в нужном положении и надёжно фиксируются.
- Затем они помещаются между электродами сварочного аппарата и плотно сжимаются.
- После этого обрабатываемые детали нагреваются. Это нужно делать до тех пор, пока материал не станет пластичным и легко деформируемым.
- Устройство передаёт кратковременный импульс, благодаря которому металл плавится в местах контакта с электродами.
- Как только действие тока прекращается, расплавленный материал застывает и надёжно скрепляет детали между собой.
Подготовительные мероприятия
Основой успешного проведения любого вида работ считается правильно проведённая подготовка. Она позволяет взять всё необходимое для осуществления бесперебойного процесса. Для успеха проведения контактной сварки из сварочного аппарата своими руками необходимо правильно выбрать электроды и все необходимые инструменты.
Выбор электродов
Главный атрибут контактной сварки — электрод. С его помощью выполняется весь процесс, поэтому очень важно купить оптимальный вариант для проведения определённой работы.
Электрод выполняет функцию подводки тока к свариваемым деталям и сжатия металла. Как правило, он изготавливается из сплавов, обладающих высокой теплопроводностью. Наибольшему воздействию подвергается наконечник. Он разогревается до огромных температур и очень быстро изнашивается. Из-за этого во время работы необходимо постоянно его подтачивать. Наиболее часто используемая форма наконечника — конус.
Как правило, электроды стоят довольно дорого, поэтому очень важно максимально продлить срок их службы. Для этого нужно соблюдать такие условия:
- Для сварки изделий из того или иного материала необходимо подбирать оптимальные для него виды электродов.
- Не использовать тонкие наконечники для тяжёлой сварки.
- Пользоваться водяной рубашкой.
- Соблюдать условия хранения электродов и избегать их механических повреждений.
Специалисты не рекомендуют подпиливать их, так как это может привести к трещинам и неровностям. Из-за таких дефектов процесс сварки усложнится, а полученный шов будет некачественным.
Материалы и инструменты
Для проведения контактной сварки своими руками нужно изготовить соответствующий агрегат. Делается он при помощи определённого набора инструментов и минимального количества доступных каждому материалов. В процессе работы над устройством понадобится:
- электрическая дрель;
- болгарка;
- фрезер;
- ножовка по металлу;
- напильник;
- паяльник;
- молоток;
- зубило;
- острый нож;
- отвёртка;
- ножницы по металлу;
- металлическая линейка;
- штангенциркуль;
- гаечные ключи.
Изготовление оборудования
После того как выполнены все подготовительные мероприятия, можно приступать к работе над устройством. Его сборка выполняется в несколько этапов и может занять значительный промежуток времени.
Источник питания
Аппарат для точечной сварки делается на основе источника импульса, использующего принцип разряда конденсатора. Благодаря ему можно соединять детали толщиной до 0,5 миллиметров.
Особенности работы такого источника питания:
- Нужная сила тока создаётся на выходе вторичной обмотки трансформатора.
- Управление разрядом осуществляется за счёт тиристоров.
- Необходимый заряд накапливается на обкладках конденсаторов. При этом вспомогательная цепь трансформатора должна быть отключена.
- В качестве выпрямителей сигнала используются диоды.
В случае необходимости можно воспользоваться схемой применяемого устройства. С её помощью новичкам будет проще добиться желаемого результата.
Разряд конденсаторов осуществляется так:
- Во время размыкания главной цепи происходит зарядка установленных конденсаторов.
- После включения сварочного аппарата они разряжаются на обмотку. Сила разряда меняется при помощи тиристоров.
- Весь цикл повторяется при выключении устройства.
При сварке более крупных заготовок (толщиной до 4 миллиметров) необходимо в несколько раз усилить мощность разряда.
Намотка трансформатора
Одна из главных составляющих аппарата для точечной сварки — выходной трансформатор. С его помощью на электрод подаётся нужная сила тока. Такой прибор можно делать своими руками и использовать его в общей конструкции. Для этого нужно выполнить несколько простых действий:
- Из поломанного трансформатора изымается сердечник. Необходимо выбирать тот, который будет состоять из стальных пластинок с поперечным сечением не менее 60 квадратных сантиметров.
- На одну из его стоек наматывается первичная обмотка. Для этих целей лучше всего применять медные провода диаметром не более 3 мм.
- Поверх обмотки кладётся специальная бумага для трансформаторов. Она выполняет функцию электроизоляции и помогает уберечь устройство от преждевременного выхода из строя.
- Края провода фиксируются на контактной колодке, которая располагается в верхушке сердечника.
- На другую стойку наматывается вторичная обмотка. Делается она в виде двух витков шины, которая собирается из медных проводов.
- Для дополнительной безопасности она обматывается любым видом изоляции.
- Сверху также кладётся трансформаторная бумага, а концы провода выводятся на колодку.
Если всё правильно сделать, то получится трансформатор мощностью 3 тысячи ватт.
Сборка блоков контакта
Для изготовления аппарата точечной сварки чаще всего используется блок контактов пистолетной формы. Процесс его сборки довольно трудоёмкий и может занять немало времени.
Пошаговая инструкция:
- Первым делом берутся 2 пластины из текстолита или гетинакса. Их толщина должна варьироваться в пределах 8−10 миллиметров.
- Из них выпиливаются две заготовки, которые по форме напоминают пистолет. Их длина не должна превышать 25 сантиметров.
- В передней части деталей выполняются полукруглые проточки для установки электродов. Их радиус должен быть примерно 6 мм, а длина — 6 см.
- Отступив от крайнего среза треть метра, вытачивают паз прямоугольной формы для установки гайки, которая будет крепить электрод.
- В месте изгиба исходной заготовки просверливаются необходимые отверстия для крепления пускового выключателя.
- По всей поверхности двух частей пистолета проделываются отверстия для их соединения друг с другом.
- Затем выполняются проточки, которые обеспечат беспрепятственный подвод кабеля.
- Из медного прутка диаметром 8 миллиметров делается электрод длиной не менее 60 мм.
- На одном из краёв нарезается резьба под используемую в устройстве гайку.
- Верхушка электрода затачивается в виде конуса с закруглённым концом.
- На следующем этапе работы выполняется сборка всех деталей. Для этого на электрод накручивается гайка.
- Затем к торцу припаивается провод, соединяющийся с пусковым механизмом.
- После этого вставляется и подключается выключатель.
- Обе половинки пистолета прочно скрепляются между собой.
Техника безопасности
Любой процесс сварки, даже в случае микросварки своими руками, должен выполняться с соблюдением мер безопасности. Это позволит не только сохранить здоровье, но и предотвратить множество негативных последствий. Кроме этого, сварщик должен использовать специальные средства защиты, которые уберегут его от воздействия раскалённого металла и электрического тока.
Среди основных требования безопасности стоит выделить следующие:
- Заземление всех потенциально опасных частей оборудования. Такая мера поможет избежать поражения током.
- Перед началом работы необходимо проверять исправность устройства.
- Надевать защитные средства, которые помогут избежать удара током.
- Все элементы управления не должны быть под высоким напряжением.
- В устройстве должны быть использованы провода с большим сечением.
- Использовать рукавицы, которые уберегут руки от случайно отлетевших брызг металла, а также специальный головной щиток. Последний убережёт глаза сварщика от негативного воздействия яркой вспышки.
- Применять защитные средства для органов дыхания или выполнять работу в хорошо вентилируемом помещении. Это нужно для того, чтобы выделяющиеся во время работы вредные пары не попадали в лёгкие.
- Все кнопки аварийного отключения должны находиться в рабочем состоянии. При этом доступ к ним нельзя загораживать какими-либо предметами.
- Место проведения работы желательно отгородить щитками, чтобы избежать различных негативных последствий, возникающих в случае непредвиденной ситуации.
- Необходимо максимально снизить вероятность получения травмы от движущихся частей аппарата.
Точечная сварка — это довольно трудоёмкое мероприятие, которое требует не только специальных устройств, но и определённых навыков в работе. При этом весь процесс можно производить в домашних условиях и получать требуемый результат с минимальными затратами. При правильном подходе к делу и соблюдении техники безопасности можно увеличить вероятность положительного исхода дела и снизить риск получения каких-либо травм.
220v.guru










