Как можно сделать контактную сварку своими руками? Как сделать контактную сварку
Как сделать контактную сварку
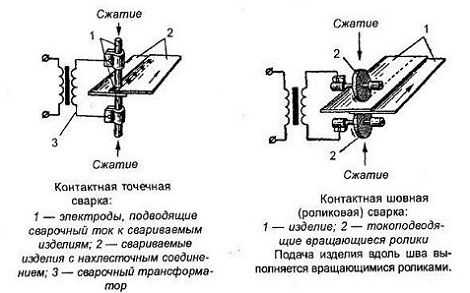
- Принцип действия точечной сварки
- Трансформатор для контактной сварки
- Самостоятельная сборка контактной сварки
- Самодельная контактная сварка на конденсаторах
- Видео
Довольно часто возникает необходимость сварить между собой какие-либо детали небольших размеров при проведении ремонта в домашних условиях. Идеальным вариантом для выполнения такой задачи будет точечная или контактная сварка. Она обладает существенными преимуществами, одним из которых является устойчивость швов к значительным механическим нагрузкам. Однако покупать подобное оборудование для выполнения одноразовых работ нецелесообразно. Поэтому многие хозяева стараются самостоятельно решить вопрос, как сделать контактную сварку своими руками. В итоге получается недорогой и эффективный инструмент, позволяющий качественно выполнять основные сварочные работы. Перед изготовлением аппарата рекомендуется заранее изучить его общее устройство и принцип работы.
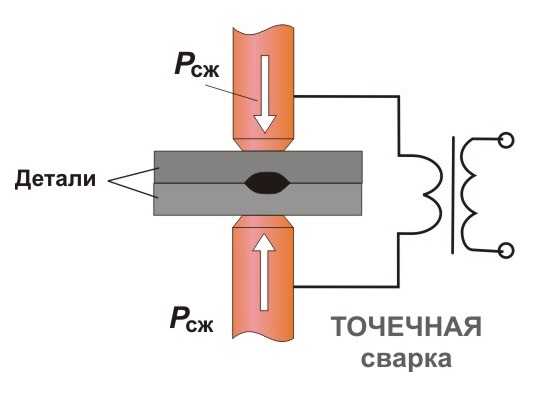
Принцип действия точечной сварки
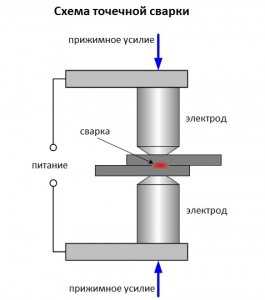
Принцип действия контактной сварки довольно простой. Между электродами зажимаются заготовки, заранее приведенные в необходимое положение. После этого на электроды осуществляется кратковременная подача сварочного тока большой величины. В результате, между ними происходит образование электрической дуги, под действием которой металлические заготовки начинают плавиться. Зона плавления может составлять от 4 до 12 мм в диаметре. Именно в этом месте заготовки соединяются между собой. Таким образом, вполне возможна контактная сварка в домашних условиях.
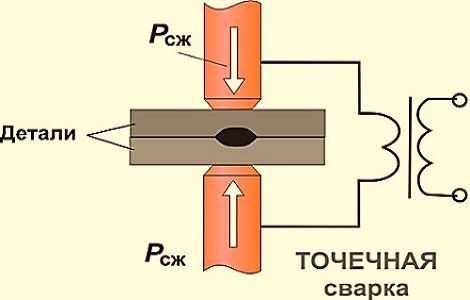
Продолжительность воздействия сварочного импульса составляет от 0,01 до 0,1 секунды. Это способствует образованию общего ядра расплава у обоих свариваемых металлов. После прекращения токового импульса, заготовки продолжают испытывать влияние сдавливающей нагрузки. За счет этого образуется единый сварной шов. Зона расплавления ограничивается за счет контакта металлов между собой, что приводит к отводу излишков тепла.
Для подачи импульса на электроды используется вторичная обмотка, в которой появляется большой ток при незначительном напряжении. Импульс, подаваемый на первичную обмотку, возникает при разрядке одного или нескольких конденсаторов. Накопление зарядов в конденсаторах происходит в промежутках между импульсами, подаваемыми на электроды, при перемещении на другую сварочную точку.
Точечная сварка нашла широкое применение в промышленности и домашних условиях. Она особенно эффективна при сваривании цветных металлов, например, медных и алюминиевых заготовок. Единственным ограничением является толщина листов, которая не должна превышать 1,5 мм.
Трансформатор для контактной сварки
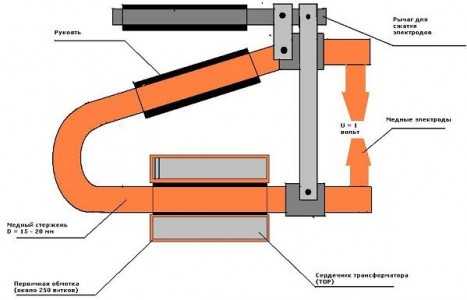
Трансформатор является основной деталью любого сварочного аппарата, в том числе и для точечной сварки. За счет высокого коэффициента трансформации достигается необходимое значение сварочного тока. Минимальная мощность трансформатора находится на уровне 1 кВт. Такими качествами в полной мере обладают устройства, применяемые в конструкциях микроволновых печей. Трансформатор нужного типа можно приобрести в сервисном центре или снять с неисправной печки. Его мощность позволяет сваривать стальные листы, толщиной до 1 мм.

Более мощные сварочные аппараты изготавливаются с применением сразу нескольких трансформаторных устройств. Иногда может быть изготовлена контактная сварка своими руками из старого телевизора, откуда можно взять трансформатор в рабочем состоянии. Для обеспечения нормальной мощности, их нужно несколько штук.
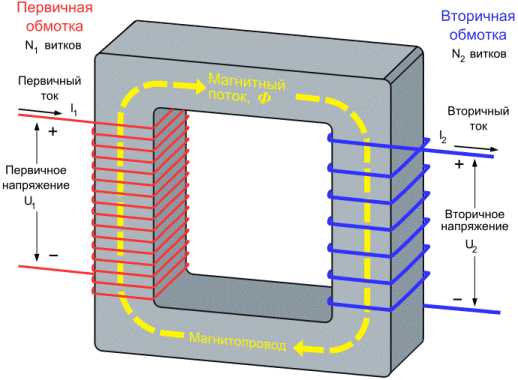
Основными элементами трансформатора являются магнитопровод, первичная и вторичная обмотка. Первые два элемента будут использованы без изменений, а вот вторичная обмотка должна быть удалена. Обычно она срезается ножовкой или другим удобным инструментом. Во время этой процедуры нужно соблюдать осторожность, чтобы случайно не повредить магнитопровод и первичную обмотку. Из трансформатора также убираются и шунты, ограничивающие ток.
После удаления лишних элементов можно приступать к созданию новой вторичной обмотки. Для обеспечения высокого значения тока рекомендуется использовать толстый медный провод, диаметром не менее 1 см, в количестве трех витков. При изготовлении более мощного сварочного аппарата с использованием нескольких трансформаторов, следует учитывать технические характеристики и возможности домашней электрической сети.
Самостоятельная сборка контактной сварки
Изготовление электродов является такой же ответственной операцией, как и сборка трансформатора. Необходимо заранее запастись медными прутьями, стержни должны иметь диаметр не меньше, чем толщина провода. Для изготовления сварки с невысокими техническими характеристиками, подойдут рабочие элементы от мощных паяльников. В процессе работы, особенно при частом использовании точечной сварки, происходит интенсивный износ электродов. Поэтому рекомендуется сразу же изготовить запасной комплект. При сборке всей конструкции должна использоваться схема контактной сварки.
Провод, соединяющий трансформатор и электроды, должен быть как можно короче, а количество соединений – минимальным. Это связано с тем, что на стыках происходит частичная потеря мощности. Соединения наконечников и проводов осуществляются методом пайки. Это достаточно сложный процесс из-за большого диаметра элементов. Если же использовать скрутки, то во время сварочных работ произойдет быстрое окисление медных контактов. Поэтому не редкость, что контактная сварка, изготовленная самостоятельно, очень быстро выходит из строя. Процесс соединения можно значительно облегчить, если заранее приобрести в специализированном магазине луженые наконечники, предназначенные для пайки.
В некоторых случаях возникает дополнительное сопротивление, вызываемое сварочной аппаратурой. Причина этого заключается в соединениях электродов и наконечников, которые не спаяны между собой. Пайка не допускается поскольку периодически возникает необходимость в снятии электродов для ремонта или замены. Однако подобные соединения довольно легко очищаются от окисления, по сравнению с многожильными проводами, обжатыми наконечниками.
Большое значение придается управлению точечной сваркой. Для этих целей применяется выключатель и рычаг. Необходимый контакт между свариваемыми деталями обеспечивается достаточным усилием, возникающим между электродами. При сваривании более толстых листов, сила сжатия должна соответственно увеличиться. Рычаг должен обладать достаточной прочностью и не быть слишком коротким. Основание аппарата выбирается массивное, с возможностью его крепления к столу.
С целью увеличения прижима электродов, кроме рычага применяется рычажно-винтовой зажим. Он представляет собой винтовую стяжку, расположенную между рычагом и основанием. Можно применить и другие способы сжатия, но они потребуют специального оборудования. Выключатель устанавливается в цепь первичной обмотки. Вторичную обмотку нельзя использовать для этих целей, поскольку в ней слишком большой ток, образующий дополнительное сопротивление.
При использовании рычажного прижимного механизма, выключатель рекомендуется устанавливать и закреплять на рычаге. Это дает возможность управлять рычагом и включать ток одной рукой. Другая рука в это время будет придерживать детали, предназначенные для сварки.
Рекомендации по эксплуатации самодельного аппарата
- Одним из основных требований является сжатое состояние электродов во время включения и выключения сварочного тока. В противном случае может возникнуть сильное искрение, что в конце концов приведет к подгоранию электродов. В некоторых случаях применяется реле времени для контактной сварки.
- В процессе работы сварки рекомендуется использовать принудительное охлаждение с помощью вентилятора. Иначе понадобится постоянный контроль над температурой токопроводов, трансформатора, электродов и других элементов.
- Во избежание перегрева сварки, необходимо периодически устраивать перерывы в работе.
- В процессе эксплуатации нужно обязательно учитывать возможности самодельного сварочного аппарата, иначе качество точечных швов будет низким или они не получатся вовсе.
Самодельная контактная сварка на конденсаторах
Стоит отдельно рассмотреть контактную сварку, в конструкцию которой входят конденсаторы. Принцип действия этих устройств основан на расплавлении металла под действием электроэнергии, накопленной в конденсаторах. К основным методам такой сварки относятся контактная, ударная и точечная. При решении вопроса, как сделать контактную сварку своими руками, предпочтение отдается одному из них.

При контактной сварке разрядка конденсатора осуществляется на две металлические заготовки, предварительно сжатые между собой. В точке контакта происходит возникновение дуги, расплавляющей и соединяющей металлические заготовки на ограниченном участке. Величина сварочного тока в зоне дуги может достигать 15 кА, а период воздействия составляет до 3 мс. Ударная сварка воздействует на заготовки кратковременным ударом в виде электрического разряда. Дуга появляется всего лишь на 1,5 мс, еще более уменьшая размеры сварочного участка. Во время точечной сварки подача разряда производится на два медных электрода, прикасающихся к поверхностям заготовок с двух сторон. Время действия дуги регулируется и составляет от 0,01 до 0,1 с. Сварочный ток может достигать величины в 10 кА.
Качественная работа конденсаторной сварки обеспечивается возможностью подачи кратковременного импульса и последующей зарядки за очень короткое время. Давление электродов должно способствовать надежному контакту между свариваемыми деталями. После сварки они разжимаются постепенно, чтобы металл остывал под давлением и кристаллизировался в сварочном шве.
electric-220.ru
Контактная сварка своими руками. Технология изготовления сварочного аппарата.

Содержание статьи
Общая информация
Процесс любой контактной сварки основывается на использовании электрического тока. Он перемещается по всему участку соединения двух свариваемых деталей и образует дугу, которая расплавляет их. На мощность этой дуги оказывает влияние показатель величины тока, время его воздействия и сжатие металлов, от которой зависит размер дуги. Самодельная контактная сварка подразделяется на: стыковую, точечную, шовную и рельефную.
Сварочный аппарат
Чтобы осуществить контактную сварку своими руками надо сконструировать специальный аппарат. Перед тем, как приступить к процессу изготовления устройства, надо ознакомиться с рядом требований, которые необходимо соблюдать в процессе работы. Чаще всего для проведения сварки деталей в бытовых условиях, применяются аппараты точечной или стыковой сварки. Далее нужно определиться с видом сварочного аппарата, который вы будете использовать : переносной или стационарный, а затем надо задать основные параметры прибора:
- напряжение в самом участке (зоне) сварки,
- ток (переменный или постоянный) и его сила,
- продолжительность сварочного импульса,
- число и размеры электродов.
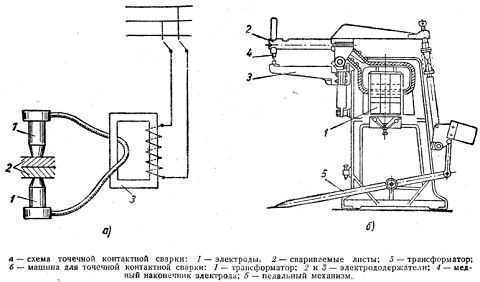
Определяющим условием в том, как же сделать контактную сварку своими руками является простота сварочного аппарата. Он сконструирован из двух блоков: контактного и источника сварочного тока. В первом расположена непосредственно сама зона сварки. В ней металлы контактируют между собой, посредством электродов к ним поступает электрический импульс и в итоге они соединяются. Источник сварочного тока отвечает за то, чтобы этот импульс попал в зону сварки.
Схема представлена на рисунке 3.
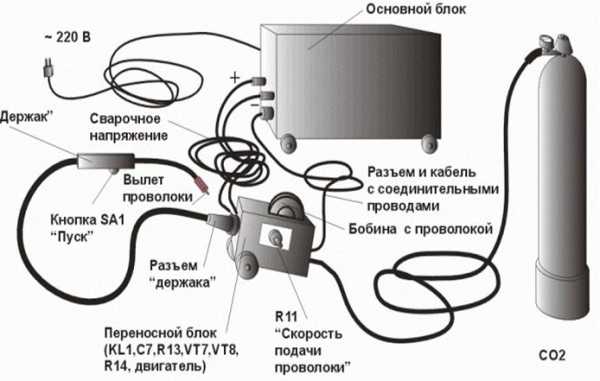 рис. 3
рис. 3
Конструктивные составляющие источника тока
Основу контактной сварки своими руками составляет электрическая схема с использованием конденсаторов. Импульс сварочного тока образуется за счет разряда конденсатора.
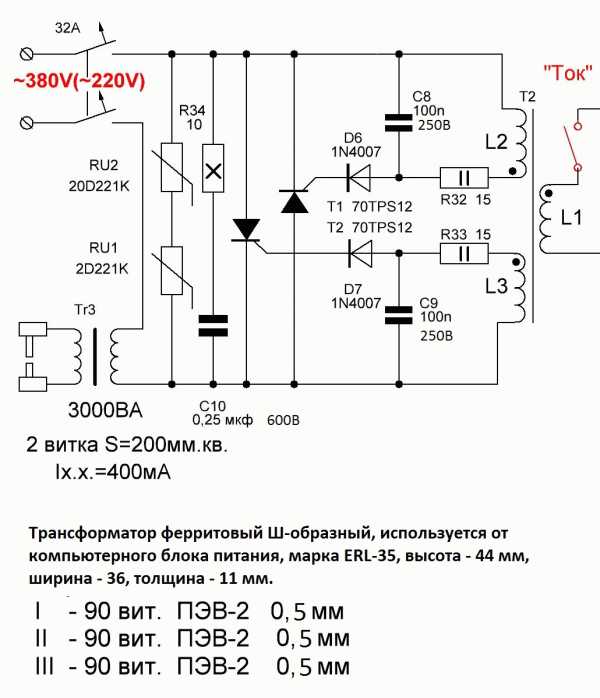
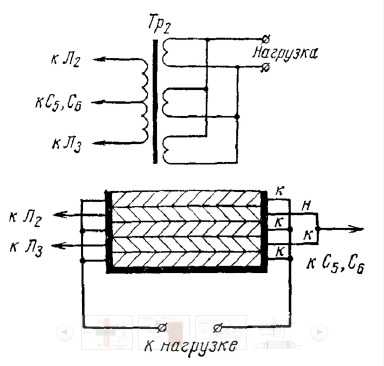
Импульс тока создается во вторичной обмотке трансформатора. К первичной обмотке трансформатора подключены конденсаторы С8-С9. Именно благодаря им образуется разряд, необходимый для получения импульса. Управление разрядом конденсаторов осуществляется в тиристорах Т1 и Т2. По цепочке от входного трансформатора «Ток», заряжается конденсатор. Также в схеме отображено выпрямление тока диодами D6-D7.
Функционирование подобного конденсаторного источника осуществляется по следующему принципу. Когда основная цепь отключается, конденсаторы С8-С9 заряжаются от цепи трансформатора «Ток». В момент, когда система запускается, происходит их разрядка на вторичную обмотку выходного трансформатора Тр3. За контроль продолжительности импульса отвечают цепи Ru1-Ru2 R34 и C10. После того как цепь выключается – процесс повторяется.
Изготовление выходного трансформатора своими руками
Выходной трансформатор является очень важным и неотъемлемым звеном конструкции источника питания, поскольку от него зависит сила задаваемого тока. Чтобы обеспечить сварку требуемыми параметрами, наиболее оптимальным решением будет изготовление трансформатора самостоятельно. Первое, что необходимо сделать – это найти наборный сердечник. Можно позаимствовать эту деталь у любого силового аппарата. Главное, чтобы он был выполнен из стали, а показатель его сечения был не менее 60 см². Далее, стальные пластины надо плотно укомплектовать и стянуть с помощью болтов, диаметр которых составляет 8 мм. Чтобы придать устройству большую прочность, с боковой стороны сердечник укрепляется П-образным профилем или уголком.
Обмотка первичного типа производится проводом ПЭВ (диаметр – 2,9 мм). Нужно намотать 20 витков. Сам сердечник надо обвить кабельной или трансформаторной бумагой. После чего, нужно намотать витки провода с натягом. Важно, как можно ровнее распределить витки по всей длине стойки сердечника. Сверху на провод нужно положить бумажную обмотку и зафиксировать тесьмой.
 электросхема выходного трансформатора
электросхема выходного трансформатораВторичная намотка осуществляется на второй стойке сердечника. Она создается из самодельной шины плоского сечения, которая собирается из 14-16 небольших шинок из меди. Ширина общего сечения равняется 200 м². Нужно сделать два витка. Перед тем как накладывать на сердечник, шину нужно обернуть фторопластовой или изоляционной лентой. Все окончания обмотки направляются на верхнюю часть сердечника, в них делается отверстие, в котором при помощи болта будет крепиться кабель, соединяемый с контактным блоком сварочного аппарата.
| Характеристики трансформатора | |
| Мощность | 3000 Вт |
| Напряжение обмоток | первичной – 220 В, вторичной – 15 В |
| Сварочный ток | до 200 А |
Исходя из вышеописанного следует, что без трансформатора, функционирование аппарата для выполнения сварочных работ — невозможно, т.к. основные функции лежат на нем.
Устройство контактного блока
Самый простой вариант используется при стыковой сварке. В данном случае ток подается прямо на участки, подвергающиеся сварке. Другими словами, это означает, что окончания вторичной обмотки контактируют со свариваемыми металлами. Один конец – примыкает к одной заготовке, второй – к другой.
Для точечной сварки характерным является применение контактного блока с электродами. Подойдут конструкции с одним или двумя стержневыми электродами. Если использовать один электрод, ток будет попадать на одну из свариваемых деталей, а второй конец вторичной обмотки выходного трансформатора будет контактировать с электродом.
Совет! В процессе работы используйте пистолетный держатель электрода.
Процесс сборки аппарата
Сборка сварочного аппарата требует четкой последовательности выполнения действие. Процесс включает в себя несколько этапов.
В первую очередь, нужно уложить источник сварочного тока в металлический корпус. Электрическое плато собирается на текстолите. Затем его нужно поместить внутрь корпуса источника и вертикально зафиксировать в нем. После чего, готовый выходной трансформатор устанавливается на основание корпуса и фиксируется на нем. Далее, посредством болтов сверху к шине вторичной обмотки прикрепляется сварочный кабель. Другой его конец находится в непосредственном контакте с электродом в контактном пистолете. К контактной колодке, которая расположена на электрическом плато, подсоединяется входной кабель от электрической сети.
 готовый аппарат
готовый аппаратДля того, чтобы сконструировать аппарат для контактной сварки своими руками, необходимо иметь в наличии все необходимые инструменты, среди которых: болгарка; электродрель; ножовка по металлу; метчик; напильник; зубило; молоток; отвертка; тиски; штангенциркуль; плоскогубцы; нож; ножницы; плашка.
Не забывайте, что контактная сварка, как и любой другой вид соединения деталей предполагает наличие некоторого опыта. Это важно, т.к. качество и надежность сварочного шва зависит от умений сварщика. Обязательным условием является соблюдение правил техники безопасности. Выполнять сварочные работы нужно только в специальном защитном костюме, в перчатках и с защитной маской на лице, поскольку велика опасность попадания раскаленного металла на оголенные участки тела.
Подводя итог, отметим, что контактная сварка своими руками – процесс непростой. Но если соблюдать технологию выполнения работы и подойди к ней со всей ответственностью и серьезностью, то результат не заставит себя ждать. Контактная сварка характеризуется широкой сферой применения. Ее можно использовать для соединения деталей металлических изделий, составляющих элементов автомобиля, кузовных деталей, а также для ремонта всевозможных устройств.
[Всего голосов: 0 Средний: 0/5]
svarkaed.ru
Как сделать контактную сварку


Варить на сварочном аппарате — полезное умение. Наличие навыков может подразумевать заинтересованность не только в самостоятельной контактной сварке, но и в изготовлении готового аппарата своими руками.
Технологический процесс контактной сварки
Организация работ по соединению металлоконструкций при помощи сварки доступна не только в промышленных масштабах или на специализированных предприятиях, но и вполне осуществимо в домашних условиях.
Необходимое оборудование:

- сварочный инвертор;
- электроды;
- мощный источник питания.

Принцип действия инвертора заключается в преобразовании электрической энергии в тепловую. Тем самым, металл электрода и рабочей поверхности расплавляется, закрепляя конструкционные элементы металлических деталей.
Главной особенностью дуговой сварки является правильное ведение шва. Традиционно наиболее надежной считается точечная сварка. Особенно это актуально вертикальных поверхностей.
Необходимо задать некоторое время для остывания поверхности шва. Точечное нанесение позволяет создавать надежный и ровный шов.

Для того, чтобы избежать сдвиги, и зафиксировать детали для закрепления необходимо закрепить их при помощи электродов. Происходит это путем подачи электрического тока через инвертор.
При проведении работ в домашних условиях требуется наличие мощных источников питания. Опасность заключается в возможном выходе проводки и бытовой техники.
Перед работой следует убедиться в наличии качественной медной проводки. Если такая отсутствует, то желательно заменить.
Две поверхности детали перед креплением зачищают от грязи и коррозии. В зоне прилегающих краев проводят работу по точечной сварке.

Технология применима для тонких металлов, маленьких деталей и прутов до 5 мм толщиной.
Существует 3 вида соединений.
- Прерывистое оплавление. Включает в себя мероприятия поочередного плотного и неплотного контакта рабочих поверхностей заготовок. Путем замыкания в месте соединения, происходит расплавление электрода. Образуется точечное металлическое соединение.
- Непрерывное оплавление. Способ нанесения, заключающийся в непрерывном воздействии электрода на скрепляемую поверхность. При этом получается сплошное металлическое соединение.
- Путем расплавления сопротивлением. Детали из низкоуглеродистой стали, цветных металлов, меди, латуни, стали, а также при совмещении различных металлов фиксируются. В дальнейшем производится нагрев до плавления. Таким образом, и происходит соединение деталей.

Для подготовки поверхности следует выполнить следующие шаги:
- зачистить и выровнять рабочие поверхности для сварки;
- совместить края, зафиксировать заготовки для сварочного аппарата;

- обеспечить подачу электрической энергии.
Далее проводится сам процесс сварки:

- прогреваемый электрод при соединении с рабочей поверхностью создаёт эффект оплавления;
- после проведения шва, требуется несколько минут для остывания;
- произвести очистку от шлака на поверхности;

- выключить питание сварочного инвертора.
Для контроля качества сварки, проводится постукиванием молотка. Некачественные элементы откалываются при небольшом усилии.
Контактную сварку в домашних условиях производят и при помощи самодельных аппаратов.

Основу конструкции самодельного аппарата составляют:
- блок подачи напряжения;
- трансформатор;

- сварочный зажим;
- низковольтная обмотка.
Как сделать сварочный аппарат из микроволновки
Данный трансформатор отлично подходит в качестве узла агрегата. Прежде чем браться за изготовление нового аппарата, стоит взвесить все вопросы по стоимости.
Остальные расходные материалы, корпус, крепления легко найти в любом хорошем хозяйственном магазине.
Мощность трансформатора должна составлять не менее 1 киловатта. При помощи какого устройства, появляется возможность легко проводить точечную сварку рабочей поверхности металлических листов, даже с толщиной менее 1 миллиметра.
Удвоив мощность трансформатор, появляется возможность работы с металлическим листом толщиной более 1,8 миллиметра.
Стоит отметить, что современные микроволновые печи достигают мощности 3 киловатт.
Для того, чтобы увеличить мощность сварочного аппарата, следует подключать несколько трансформаторов. Перед использованием трансформатора, необходимо освободить его из металлического кожуха. А также избавиться от шунтов ограничение тока.
Микроволновка работает под высоким напряжением, поэтому первичная обмотка трансформатора имеет меньшее количество петель, чем вторичная.
По этой причине появляется разность потенциалов. Нам необходимо использовать вторичную обмотку, сделав выводы под контактную сварку.
Необходимо зачистить трансформатор. Делать это нужно тщательно, с применением металлической щетки, освобождая от вторичной проводки и шунтов. Первичная обмотка не затрагивается, а вторичная перематывается заново.
Для этих целей используется многожильный электрическая проводка с сечением не менее 1,0 квадратных мм.
Если вы создаете мощный трансформатор из цепочки, то выводы вторичной обмотки соединяются в один провод. Корпус можно использовать на усмотрение, бывает так что подходит старый.
Вторичная обмотка состоит от 2 до 4 витков провода. Провод следует использовать без изоляции, в качестве таковой используется изолента.
Выключатель необходимо установить в цепь первичной обмотки. В качестве наконечника используется медный провод или наконечники, значительно превосходящих толщину провода обмотки.
Аппарат готов для проведения точечной сварки.
Источник питания в качестве аккумуляторов
Ни для кого не секрет, что бытовые сети терпят значительные перегрузки при проведении сварочных работ. Последствия большой нагрузки могут привести выгорание провода и поломки бытовых устройств.
Поэтому, разумнее всего, провести организацию автономного питания.
Кости альтернативы можно рассматривать генератор автономного питания, основанного на преобразовании дизельного топлива в электрическую энергию. Ну, как правило, такое оборудование достаточно дорого стоит.
Для работы нам понадобится несколько аккумуляторов от автомобиля. Идеальный вариант, когда емкость этих источников совпадает.
Подключение производится последовательно, с установкой дополнительного реостата. Удобство использования такого автономного источника питания заключается в его мобильности.
Таким образом, мы доказали, что точечную сварку можно производить самостоятельно с применением подручных средств.
svarkagid.com
Как сделать контактную сварку своими руками: технология
Домашним мастерам часто приходится пользоваться сварочными работами. Некоторые имеют свои сварочные агрегаты, многие мечтают обзавестись ими. Для соединения проводов и полосового металла рекомендуется использовать контактную сварку. Для этого оборудования требуется мощный источник питания, сила тока которого измеряется сотнями и тысячами ампер. Как сделать контактную сварку, об этом и пойдет речь.
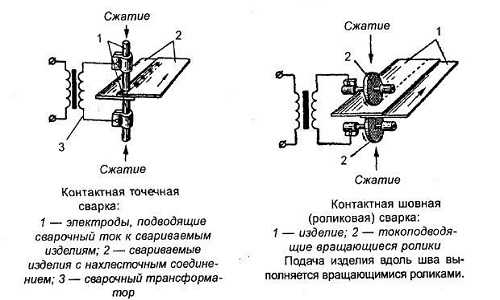
Схема и описание контактной сварки.
Виды контактной сварки
Контактная сварка может быть нескольких разновидностей:
- точечная;
- стыковая;
- шовная.
Классификация видов сварки.
Наиболее известна точечная контактная сварка. Заготовки накладываются друг на друга, прижимаются электродами, через них пропускают высокоамперный ток. Заготовка прогревается и сваривается. Метод подходит для соединения листового металла небольшой толщины.
При проведении стыковой сварки детали устанавливаются вплотную друг к другу. Через стык пропускается сварочный ток. Далее производится осадка деталей, в результате они прочно соединяются. Такой метод годится для сваривания деталей, выполненных из низкоуглеродистой стали. Сечение их может быть прямоугольное или круглое, имеющее площадь сваривания до 1000 квадратных мм. Используется для соединения трубчатых конструкций.
Электроды установки для шовной сварки похожи на ролики. Они во время работы прокатываются по шву. Поэтому данный вид контактной сварки называют роликовым. Применяются при изготовлении емкостей с особо прочными швами.
Соединение больших по площади изделий проводится методом прерывистого оплавления. Такой способ годится для сварки низкоуглеродистой стали.
Самодельный аппарат для сварки
Схема сварочного трансформатора.
Аппарат для проведения контактной сварки используется при соединении деталей из листовой стали толщиной до 0,9 мм и для соединения стальной проволоки диаметром до 1,5 мм. Он может иметь станину, может просто устанавливаться на столе или на верстаке. Основными внутренними частями агрегата является реле и сварочный трансформатор. Дополнительный небольшой трансформатор может использоваться для питания лампы подсветки.
Собирать установку своими руками рекомендуется с трансформатора. Именно от него зависят габаритные размеры всей установки. Конструкция этого устройства особого практического значения не имеет. Главное — сечение магнитопровода. Оно должно составлять более 60 квадратных см. Первичная обмотка содержит примерно 160 витков провода марки ПЭТВ диаметром 1,7 мм. Обмотка тщательно изолируется фторопластовой лентой. Выводы фиксируются тесьмой.
Вторичная обмотка наматывается так, чтобы на ее концах было напряжение 41 В. Для начала можно намотать витков 35, включить трансформатор в сеть и измерить напряжение на концах вторичной обмотки. Основной и вспомогательный трансформаторы, другие детали нужно закрепить на основании толщиной 3-5 мм. После этого разметить и вырезать детали корпуса аппарата и собрать их. После сборки можно испытать агрегат.
Испытание аппарата контактной сварки
Электрическая схема аппарата точечной сварки.
Обычно правильно собранный аппарат сразу же начинает работать. Правильность работы можно проверить так: к хорошо очищенной стальной заготовке нужно приварить несколькими точками стальную полоску, имеющую ширину 10-12 мм. После этого попытаться оторвать ее плоскогубцами. При правильной работе аппарата в точках соединения образуются небольшие отверстия диаметром примерно 0,5 мм. Если они значительно отклонились от данного размера, нужно подрегулировать длительность импульса сварки с помощью специально предусмотренного подстроечного резистора.
После нескольких проб аппарат можно считать готовым к работе. Следует запомнить, что при пользовании подобным аппаратом нужно стоять на резиновом коврике, на руках должны быть резиновые перчатки, на лице — защитные очки.
Технология точечной сварки
Технологический процесс сварки происходит в несколько этапов:
- Свариваемые детали помещаются между электродами.
- Детали нагреваются до нужной температуры.
- После прекращения действия тока детали должны остыть.
Свариваемые детали должны быть плотно прижаты друг к другу в точке сварки. Это предотвратит выплеск расплавленного металла, который появляется в зоне сварки. Диаметр зоны жидкого металла может достигать размеров до 12 мм. После остывания и кристаллизации расплавленного металла сварка считается выполненной. Сварка получается очень прочной, но герметичности добиться таким способом невозможно.
Практические советы
Электрическая схема работы точечной сварки.
- Для изготовления всевозможных клемм для присоединения кабелей хорошо подходит медная трубка диаметром 10-12 мм, длиной 30-40 мм.
- Во время работы контактная сварка не должна перегреваться.
- Электроды изготавливаются в форме конуса. Их следует беречь от механических повреждений.
- Собранную контактную сварку своими руками рекомендуется подключать к электрической сети дома через отдельный выключатель-автомат на 20 А. Особенно это касается установок, собранных на базе мощных трансформаторов. Не будет лишним в этом случае магнитный пускатель.
- Корпус прибора и вторичную обмотку трансформатора нужно заземлить.
- Можно использовать трансформатор от микроволновой печи мощностью от 1 кВт. Для увеличения мощности аппарата можно использовать 2-3 трансформатора, соединив одноименные концы их обмоток. Вторичная обмотка удаляется полностью. Вместо нее наматывается провод диаметром 1 см. Количество витков — 2-3.
- Для охлаждения частей установки рекомендуется устанавливать вентиляторы.
Контактную сварку своими руками сделать можно, используя различные схемы. Главное — выбрать хороший материал для трансформатора. Чем он будет мощнее, тем мощнее получится сама установка.
От размеров трансформатора зависит и размер готового аппарата.
Все остальное зависит от желания владельца. Можно установить разнообразные контрольные приборы, переключатели, подсветки. Самое главное — оборудовать рабочее место резиновыми ковриками и перчатками, а установку — заземлением.
moyasvarka.ru
Контактная сварка своими руками
- Самодельная точечная контактная сварка
- Аппарат контактной сварки своими руками
- Устройство и работа цепи управления
- Трансформатор для контактной сварки своими руками
- Изготовление и установка клещей
- Видео
У многих домашних мастеров возникают проблемы с проведением сварочных работ. Основной причиной является отсутствие практических навыков работы со сваркой, а также отсутствие сварочного аппарата. Наилучшим выходом из положения может стать контактная сварка своими руками, которую вполне возможно изготовить и освоить самостоятельно, без каких-либо особых теоретических знаний и навыков. С помощью контактной сварки можно соединять между собой стальные трубы, медные и алюминиевые провода, а также другие элементы и конструкции.
Самодельная точечная контактная сварка
Прежде чем приступать к непосредственному изготовлению аппарата, необходимо заранее уточнить, как можно самому сконструировать и собрать контактную сварку. Такая сварка может применяться не только в домашних условиях, но и в небольших мастерских.
Принцип действия устройства довольно простой. При использовании контактной сварки создаются сварные соединения деталей. Соприкасающиеся элементы в точке касания нагреваются электрическим током, проходящим через них. Одновременно к зоне соединения прикладывается сжимающее усилие. Параметры контактной сварки зависят от теплопроводности материала, размеров деталей, мощности сварочного оборудования. Напряжение в силовой сварочной цепи должно быть низким – от 1 до 10 вольт, время сварки составляет от 0,01 до 3-4 секунд. Работы проводятся при высоком токе сварочного импульса – от 1000А и более. Зона расплавления металла должна быть очень маленькой, а сжимающее усилие в точке сварки достигать значения 10-100 кг.
Соблюдение установленных параметров и технических условий является залогом высокого качества сварных соединений. Наиболее простой конструкцией считается сварочный аппарат с переменным сварочным током, сила которого не регулируется. В основе управления соединением деталей лежит изменяющаяся продолжительность поступающего электрического импульса. Для этой цели можно использовать простейшее реле времени, или вообще обойтись без него, регулируя подачу обычным выключателем.

В целом изготовить самому контактную точечную сварку достаточно легко. Основной узел – трансформатор – можно взять от старой микроволновой печи, телевизора, инвертора и других устройств. У выбранного трансформатора обмотки перематываются под необходимое рабочее напряжение и выходной сварочный ток.
Все виды электрических соединений должны выполняться качественно и обеспечивать хороший контакт. Используемые провода должны иметь сечение, соответствующее протекающему по ним току. Особое внимание следует обратить на силовую часть, расположенную между электродами клещей и трансформатором. В случае плохого контакта в этих местах возможны большие потери энергии, а также возникновение неисправностей, вплоть до искрения.
Аппарат контактной сварки своими руками
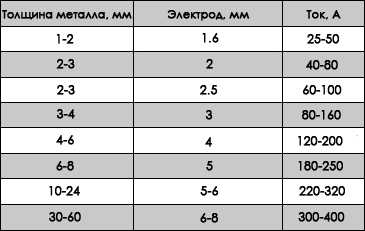
Большинство сварочных операций, выполняемых в домашних условиях, предполагают работу с листовым металлом, толщиной не более 1 мм. Диаметр прутков и проволоки не превышает 4 мм. Поэтому контактная сварка своими руками, схема которой будет рассмотрена ниже, должна быть рассчитана именно на эти параметры. Сварочные аппараты работают от сети переменного тока, напряжением 220 вольт, частотой 50 Гц. Выходное напряжение, образующееся на концах контактно-сварочного механизма, составляет 4-7 вольт. Максимальное значение импульсного сварочного тока – до 1500 ампер.
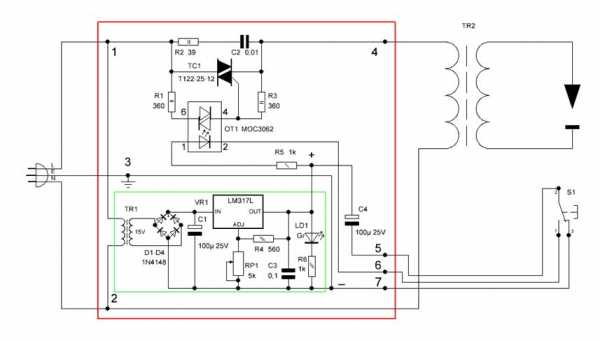
На принципиальной электрической схеме представлены основные части устройства. В состав аппарата входит силовая часть, цепь управления и автоматический выключатель (АВ1), с помощью которого включается питание и обеспечивается защита при аварийных ситуациях.
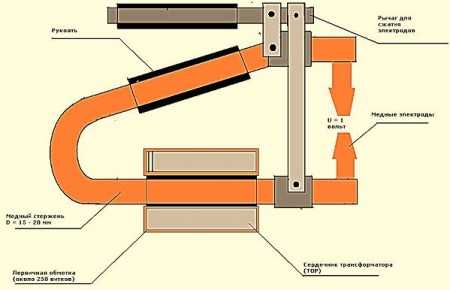
Все элементы схемы представлены на рисунке 1. Сюда же входит сварочный трансформатор Т2 включенный в цепь с бесконтактным тиристорным однофазным пускателем МТТ4К. С помощью этого пускателя первичная обмотка трансформатора подключается к питающей цепи.
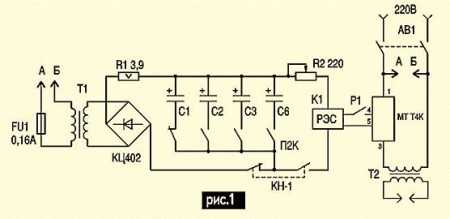
Схема обмоток сварки с указанием количества витков отображается на рисунке 2. В первичной обмотке имеется шесть выводов, которые можно переключать и регулировать выходной сварочный ток во вторичной обмотке ступенчатым способом. Самый первый вывод всегда подключен к сети, а остальные пять применяются для регулировочных процессов. После выбора нужного режима, к сети подключается только один из них.
Пускатель МТТ4К изображен отдельно на рисунке 3. Данный модуль выполнен в виде тиристорного ключа. Когда его контакты № 4 и 5 замыкаются, происходит коммутация нагрузки через контакты № 1 и 3, включаемые в разрыв цепи первичной обмотки трансформатора Т2. Максимальная нагрузка пускателя, на которую он рассчитан, составляет 800 вольт, а сила тока – до 80 ампер.
В состав схемы управления входит блок питания, сама цепь управления и реле К1. Для блока питания может применяться любой трансформатор с мощностью не выше 20 ватт. Он работает от сети 220В и выдает на вторичной обмотке значение напряжения от 20 до 25В. Функцию выпрямителя выполняет диодный мост, например, КЦ402 или другой элемент с такими же параметрами. Для создания выпрямителя можно использовать и отдельные диоды.
С помощью реле К1 выполняется замыкание контактов № 4 и 5 в ключе МТТ4К во время подачи напряжения от управляющей цепи на обмотку его катушки. Поскольку коммутируемый ток, протекающий через контакты ключа № 4 и 5, довольно слабый, не более 100 мА, то вместо реле К1 можно воспользоваться любым слаботочным реле, которое срабатывает при напряжении 15-20В.
Устройство и работа цепи управления
В сварочном аппарате цепь управления служит своеобразным реле времени. При включении К1 на заданный временной промежуток, задается, таким образом, время, в течение которого электрический импульс будет воздействовать на свариваемые детали. В состав цепи управления входят электролитические конденсаторы С1-С6, с напряжением заряда не менее 50 вольт, переключатели П2К с независимой фиксацией, а также кнопки КН1 и два резистора R1 и R2.

Емкость конденсаторов составляет: для С1 и С2 – 47 мкФ, С3 и С4 – 100 мкФ, С5 и С6 – 470 мкФ. Контакты кнопки КН1 должны быть: один – нормально-замкнутый, другой – нормально-разомкнутый. Когда включается автоматический выключатель АВ1 начинается зарядка конденсаторов, подключенных через П2К к блоку питания и цепи управления. С помощью резистора R1 выполняется ограничение начального зарядного тока, в связи с чем срок эксплуатации емкостей существенно увеличивается.
Зарядный ток в этот момент протекает через нормально-замкнутый контакт кнопки КН1. После нажатия на эту кнопку, происходит размыкание нормально-замкнутой контактной группы, после чего цепь управления отключается от блока питания. Далее замыкается нормально-разомкнутая контактная группа, в результате чего заряженные емкости подключаются к реле К1. В этот момент происходит разрядка конденсаторов и под действием тока срабатывает подключенное реле.

Поскольку нормально-замкнутые контакты находятся в разомкнутом состоянии, реле не может быть запитано напрямую от блока питания. От времени разряда конденсаторов зависит продолжительность замкнутого состояния контактов 4 и 5 в ключе МТТ4К и, соответственно, продолжительность сварочного импульса. После полной разрядки конденсаторов реле К1 отключается, и сварочный процесс прекращается. Для подготовки сварки к следующему циклу, кнопку КН1 нужно отпустить. Сама разрядка конденсаторов осуществляется через переменный резистор R2, с помощью которого более точно регулируется продолжительность сварочного импульса.
Трансформатор для контактной сварки своими руками
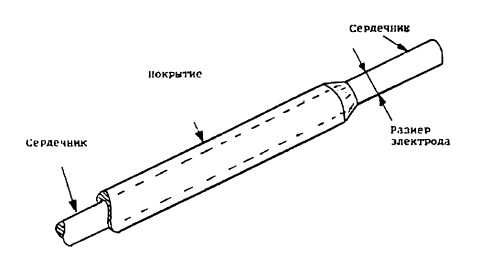
Основной силовой частью контактной сварки является трансформатор. За основу берется готовое трансформаторное устройство, используемое в различных приборах и оборудовании и рассчитанное на 2,5 А. Старая обмотка удаляется, а на торцах магнитопровода устанавливаются кольца, материалом для которых служит тонкий электрокартон.

Готовые кольца подгибаются по границам внутренней и внешней кромки, после чего поверх колец магнитопровод обматывается лакотканью в три слоя и более. Первичная обмотка изготавливается из проводов, диаметром 1,5 мм. Лучше всего использовать провода с тканевой изоляцией, чтобы обмотка более качественно пропиталась лаком. Для вторичной обмотки потребуется многожильный провод диаметром 20 мм в кремнийорганической изоляции.
Количество витков рассчитывается в зависимости от запланированной мощности сварочного аппарата. Первичная обмотка делается с промежуточными выводами, а после наматывания пропитывается лаком. Поверх нее наматывается один слой хлопчатобумажной ленты, который также пропитывается лаком. После этого сверху укладывается вторичная обмотка, для пропитки которой также потребуется лак.
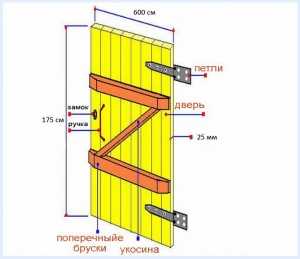
Изготовление и установка клещей
В большинстве случаев ручная контактная сварка оснащается специальными клещами. Они могут монтироваться стационарно, непосредственно в корпус устройства или делаться выносными, аналогично конструкции ножниц. Первый вариант обеспечивает более надежную изоляцию, хороший контакт во всей цепи, от трансформатора до самих электродов. Стационарные клещи изготавливаются и подключаются к аппарату значительно проще, чем выносные.

Однако без увеличения длины подвижного рычага прижимное усилие будет незначительным. Длинные ручки существенно легче сделать на выносной конструкции. Кроме того, выносные клещи более удобные, поскольку ими можно работать на определенном расстоянии от сварки. Усилие таких клещей развивается в соответствии с длиной ручек. Особое внимание следует обратить на качество изоляции в точке подвижного соединения. Обычно для этих целей используются текстолитовые втулки и шайбы.
При изготовлении клещей необходимо заранее рассчитать вылет их электродов. Этот вылет является расстоянием от корпуса аппарата или точки подвижного соединения до электродов. От него полностью зависит основная техническая характеристика, которой будет обладать самодельная контактная сварка: максимальное расстояние от кромки металлического листа до места сваривания. Для изготовления электродов клещей используется медь в прутках или бериллиевая бронза. Многие мастера пользуются жалами от мощных паяльников. Так или иначе, диаметр электродов не должен быть меньше чем у проводов, подводящим ток.
electric-220.ru
Контактная сварка своими руками из сварочного аппарата
Многие не желают зависеть от обстоятельств. Если вдруг потребовалась сварка, то хочется решить проблему в своей мастерской. Аппарат для контактной сварки своими руками — это решение в нужном направлении.

Для выполнения контактной сварки своими руками необходимо приобрести или изготовить самому специальный аппарат.
Конечно, если надо сварить большие металлические конструкции, то контактной сварке трудно конкурировать с другими видами. В то же время в домашних условиях велика потребность в сварке небольших деталей. Такие задачи становятся легко разрешимыми, если сделать свой аппарат контактной сварки.
Основы контактной сварки
В общем случае контактная сварка представляет собой сварку при помощи электрического тока, когда он проходит через зону контакта свариваемых металлов под действием сжимающего давления. Принцип контактной сварки основан на том, что в момент подачи электрического тока в месте контакта двух металлов возникает дуга, которая расплавляет их. Длительность воздействия сварочного тока очень мала (0,01-0,1 с). Основными параметрами любой контактной сварки являются: сила сварочного тока, время приложения тока и величина сжатия металлов в зоне контакта. Различают следующие основные виды контактной сварки: точечная, рельефная, шовная и стыковая сварка.
Основы конструирования аппаратов
Схема аппарата для контактной сварки.
Для проведения контактной сварки необходимо собрать аппарат контактной сварки. При изготовлении аппарата и приспособлений необходимо учитывать несколько основных правил. Обычно для бытовых целей используются аппараты точечной или стыковой сварки. Затем следует подумать, какой будет аппарат — стационарный или переносной, что определяет его массу и габариты. Необходимо определиться с основными параметрами аппарата:
- Вид сварочного тока (переменный, постоянный) и его сила.
- Напряжение в зоне сварки.
- Длительность сварочного импульса.
- Количество и вид электродов.
- Простота аппарата.
Любой аппарат контактной сварки содержит электрическую и механическую часть. Электрическая часть включает источник сварочного тока, систему регулирования основных параметров и контактный блок. Механическая часть должна обеспечить крепление свариваемых заготовок, а также приложение сжимающей нагрузки.
Источник сварочного тока
Главным элементом аппарата точечной контактной сварки является источник сварочного тока, т.е. короткого импульса тока. Наиболее распространены источники тока, использующие накопление энергии и разряд конденсаторов. Одна из простых схем такого источника основана на подаче постоянного тока с вторичной обмотки трансформатора, на первичную обмотку которого разряжается конденсатор (на рис. 1 — схема источника питания).
Рисунок 1. Схема источника питания.
Первичная обмотка выходного трансформатора Т2 связана с входной электрической сетью так, что одна ветвь схемы проходит через диагональ выпрямительного моста (диоды V5-V8). При этом управление осуществляется через тиристор V9, соединенный с пусковой кнопкой «Импульс», за счет его присоединения во вторую диагональ моста. Накопление энергии осуществляется в конденсаторе С1, расположенном в цепи тиристора V9 и подсоединенном к диагонали моста. Разряд конденсатора через эту цепь поступает на первичную обмотку выходного трансформатора Т2. Зарядка конденсатора С1 осуществляется от вспомогательной цепи, подключение которой происходит при выключении основной цепи.
Такой источник сварочного импульса работает следующим образом. Зарядка конденсатора С1 идет в то время, когда отключен выходной трансформатор Т2. При нажатии пусковой кнопки «Импульс» зарядка конденсатора прекращается и происходит его разряд на регулируемый резистор R1, соединенный с первичной обмоткой трансформатора Т2. Управление параметрами разряда осуществляет тиристор V9. Длительность сварочного импульса регулируется с помощью переменного резистора R1, на который и происходит разряд. При выключении кнопки процесс зарядки конденсатора возобновляется.
Рекомендуемые детали для схемы: конденсатор C1 емкостью 1000 мкФ на рабочее напряжение до 25 В; тиристор ПТЛ-50 или КУ202, входной трансформатор T1 мощностью 10 Вт на напряжение в обмотках 220/15 В. Выходной трансформатор T2 лучше изготовить своими руками: первичная обмотка — провод ПЭВ-2 диаметром 0,8 мм, 300 витков; вторичная обмотка — медная шина 20-25 мм², 10 витков. Выходные параметры аппарата: сила тока до 500 А, длительность импульса до 0,1 с.
Увеличение мощности источника тока
Рисунок 2. Схема источника повышенной мощности: 1. принципиальная схема; 2. обмотка трансформатора Т2; 3. схема подключения пускателя.
Для увеличения мощности сварочного импульса можно внести некоторые изменения в устройство. Подача тока производится через бесконтактный магнитный пускатель типа МТТ4К (рабочий ток до 80 А). В цепь управления вводятся по 2 тиристора (рис. 2), 2 диода КЦ402 и резистора R1-R2. Время срабатывания контролируется реле времени РЭС. В качестве накопителей энергии рекомендуется батарея конденсаторов С1-С6 из 6 штук (на рис. 2 — схема источника повышенной мощности: 1) принципиальная схема; 2) обмотка трансформатора Т2; 3) схема подключения пускателя).
Рекомендуется устанавливать следующие детали: конденсаторы С1-С6 электролитические емкостью 47 мкФ, 100 мкФ и 470 мкФ (по два каждого типа) на рабочее напряжение 50 В; реле времени РЭС42 или РЭС43 на напряжение 20 В. Трансформатор Т2 имеет первичную обмотку из провода диаметром 1,5 мм, вторичную обмотку — из медной шины сечением 60 мм² (количество витков — 4-7). Сварочный ток такого аппарата до 1500 А.
Изготовление выходного трансформатора
Виды контактной сварки.
Одним из важнейших элементов оборудования является выходной сварочный трансформатор. Его изготовление следует начинать с подбора наборного сердечника. Следует использовать стандартный сердечник общим сечением не менее 60 см². Стяжка наборных элементов производится при помощи уголка или полосы и закрепляется болтами диаметром 8 мм. Первичная обмотка наматывается проводом ПЭТ или ПЭТВ вручную на одну из сторон сердечника. Витки располагаются равномерно по длине сердечника. Концы обмотки выводятся на панель и закрепляются в соединительной колодке. Вторичная обмотка изготавливается на второй стороне сердечника из медной шины. Предварительно медная шина изолируется фторопластовой лентой или тканевой изолентой. На концах шины, выведенных наружу, сверлятся отверстия для болтового присоединения кабеля. Поверх обеих обмоток накладывается изоляционный слой.
Конструкция контактного блока
Самое простое устройство контактного блока подразумевает подачу тока непосредственно на свариваемые детали. Такой способ используется в стыковой сварке. Для обеспечения контакта используются зажимы типа крокодил.
Более сложная система подразумевает непосредственное подключение тока только на наиболее массивную деталь. Второй контакт обеспечивается подвижным верхним электродом, который подается в зону сварки вручную. В качестве такого контакта можно рекомендовать сварочный пистолет. Он изготавливается из двух одинаковых текстолитовых пластин, вырезанных в форме пистолета. В передней части устанавливаются гайки для завинчивания в них медного электрода, в центральной части размещается пусковая кнопка. Сверху в устройство заводятся кабель, который подключается к электроду, и провод из цепи первичной обмотки трансформатора, который соединяется с пусковой кнопкой.
Пластины скрепляются между собой так, чтобы надежно зафиксировать крепление электрода.
Сборка аппарата
Рисунок 3. При сборке сварочного аппарата к контактной колодке, которая размещена на электрическом плато, крепится входной кабель от электросети.
Источник сварочного тока помещается в металлический корпус. Электрическое плато собирается на текстолите и закрепляется внутри корпуса источника, обычно вертикально. Выходной трансформатор крепится на основании корпуса. Сверху к шине вторичной обмотки трансформатора болтами присоединяется сварочный кабель, второй конец которого соединен с электродом в контактном пистолете. К контактной колодке, размещенной на электрическом плато, крепится входной кабель от электросети (рис. 3).
Инструменты и вспомогательные средства, которые необходимы при изготовлении аппарата контактной сварки своими руками:
- болгарка;
- электродрель;
- ножовка по металлу;
- напильник;
- зубило;
- молоток;
- плоскогубцы;
- отвертка;
- тиски;
- штангенциркуль;
- нож;
- ножницы;
- метчик;
- плашка.
Изготовить аппарат контактной сварки не составит труда. Можно выбрать очень простую конструкцию, а можно сделать универсальное оборудование.
moyasvarka.ru
Точечная сварка своими руками: как сделать?
Точечная сварка своими руками заинтересует тех, кому необходим сварочный аппарат, но кто не хочет тратить на него много денег.
В этом случае контактная точечная сварка – лучший вариант, т.к. собрать такой аппарат можно буквально из подручных средств.
В статье вы узнаете о том, как собрать аппарат в домашних условиях, какие инструменты и средства для этого потребуются, а также плюсы и минусы этого вида сварки.
Схема и видео помогут вам выполнить весь процесс самостоятельно и получить качественный продукт, который прослужит не один год.
Как работает этот вид сварки?
Точечное сваривание вовсе не дилетантский вид работы, который используют только в домашнем пользовании – он распространен как в промышленных масштабах, так и в частном производстве.
Точечная сварка – это контактная работа по соединению двух элементов в нужном положении. Этот вид сварки похож на шовную и аналоговую, но все же имеет свои отличия и нюансы.

Самый значительный плюс точечной сварки в том, что сделать аппарат для нее (в том числе и из старых деталей микроволновки) под силу любому человеку, более или менее знакомому с электротехникой.
К тому же, такой аппарат не будет ни в чем уступать машинам, произведенным на заводе – разница в том, что домашний можно использовать только в локальных масштабах, но для личных нужд большего и не нужно.
Если контактная сварка – это новый для вас процесс, то лучше сначала немного вникнуть в этот процесс и понять, как работает аппарат. В этом случае собрать его будет гораздо проще.
Сварка элементов происходит следующим образом: сначала нужно закрепить металлические детали в том положении, которое вам нужно и поместить их между электродов аппарата.
Затем детали нагреваются так, чтобы они стали пластичны и затем соединяются между собой.
Нагреваются детали посредством импульса электричества, длительность которого не более 1 сек.
Его задача – расплавить части деталей и сделать на месте, куда он направлен, что-то вроде жидкой ванночки, диаметр которой 12 мм.
После завершения работы импульса детали должны еще некоторое время оставаться зафиксированными в нужном вам положении, чтобы успеть остыть и лучше соединиться между собой.

Плюсы точечного сваривания очевидны: это низкая цена на производство самого аппарата (его собирают практически из подручных средств и своими руками), значительная экономия электричества, высокая прочность швов и автоматизация процесса (на производстве используются аппараты, способные производить до 600 точек/мин).
Минус у этого вида сварки только один – вы не сможете сделать герметичный шов, хотя полученные варианты будут вполне прочными и долговечными.
Схема сварки поможет вам лучше понять, как это работает.
Как видно из процесса работы, главная задача аппарата – нагревание деталей до температуры плавления.
Сила нагрева разных аппаратов отличается и нужно знать, какая мощность и продолжительность нужна именно вам.

Например, для нержавеющей стали лучше использовать непродолжительный нагрев, а для углеродной – наоборот.
Кроме того, машина для сварки должна обеспечивать значительное давление соединяемых деталей, пик которого достигается при окончании нагрева. Без этого качественное соединение частей не получится.
Хорошие электроды точечной сварки подразумевают высокую тепло- и электропроводимость и не имеют проблем с механической обработкой, поэтому для изготовления подойдет не всякий материал.
Можно использовать: бронзу с примесью кобальта или кадмия, электролитическую медь и сплавы на ее основе с вольфрамом и хромом.
Чтобы собрать аппарат своими руками лучше всего использовать сплавы меди марки ЭВ.
При изготовлении важно помнить, что диаметр наиболее тонкого элемента аппарата не должен превышать размер места плавления (его диаметр должен быть в 2-3 раза меньше).
Смотрите видео о том, как использовать точечную сварку для домашнего пользования.
Видео:
Этапы создания
Как уже говорилось, точечную сварку своими руками можно собрать буквально из подручных средств.
Начинать работу нужно со сборки инвертора. Использование инвертора сделает возможным функционирование всего устройства.
Для его сборки используйте детали, изготовленные в СССР:
- диоды;
- конденсаторы;
- дроссели;
- трансформаторы.
В случае использования этих частей, сложная дополнительная настройка не потребуется.
Чаще всего аппарат делают из деталей старой микроволновки, которая, возможно, есть у вас в доме или же у знакомых. Такая точечная сварка из старых деталей микроволновки имеет мощность около 800 Ампер.
Ее хватит, чтобы сварить достаточно тонкие листы металла. Как правило, для домашнего использования большей мощности и не нужно.
Старайтесь выбрать большие, а не маленькие микроволновки, т.к. в больших моделях имеется более мощный трансформатор, который и будет основой вашего сварочного аппарата.
Трансформатор выглядит следующим образом: это сердечник с двумя обмотками, первая из которых сделана толстым проводом с меньшим количеством витков.
Трансформатор держится за счет сварных швов, поэтому чтобы добраться до его обмоток, нужно убрать их (это можно сделать ножовкой или болгаркой).
Извлеченный трансформатор должен содержать неповрежденную обмотку и разделенный на 2 части сердечник, очищенный от бумаги и клея, которые фиксировали обмотки.
Далее нужно намотать вторую обмотку трансформатора. Вам понадобится кабель, соответствующий прорези в трансформаторе (примерно 7 мм), который нужно намотать в два витка.
Трансформатор нужно прикрепить к основанию, сделать это можно эпоксидной смолой – для этого сожмите механизм тисками и оставьте на некоторое время, чтобы материал смог склеиться.
Ниже на видео показана сварка на трансформаторе микроволновки.
Видео:
Благодаря вторичной обмотке, мощность трансформатора будет примерно 2 Вт.
Если вы хотите, чтобы мощность аппарата была выше, то вам понадобится еще один трансформатор из микроволновки, который нужно будет присоединить к первому.
Так выглядит схема трансформатора.
Когда обе обмотки аппарата будут соединены, нужно проверить силу тока.
Она не должна быть выше 2000 Ампер, иначе возможны значительные скачки напряжения не только в вашей квартире, но и у всех соседей.
Присоединить трансформатор можно с помощью вторичной обмотки.
При этом количество тока сварки увеличится в два раза – если было 220, то станет около 500.
Для соединения используйте провода диаметром 10 мм. Схема соединения поможет вам сделать все правильно, если же технология будет нарушена, то велика вероятность короткого замыкания.
Напряжение будет выходить на первую обмотку, а на выходе нужно включить вольтметр, который сможет работать с переменным напряжением.
Выбирать направление работы обмоток нужно исходя из следующих вариантов: есть напряжение в приборе или оно отсутствует.
В первичной цепи можно наблюдать наличие обмоток, имеющих разноименные выводы.
Напряжение этих обмоток обычно равно ½ от входного напряжения, его увеличение и трансформация произойдут в следующих за этой обмотках, но коэффициенты будут одинаковыми.
Ниже схема, как сделать пистолет для точечной сварки.

После включения вторичных обмоток, нужно сложить разность полученных потенциалов – тогда вольтметр будет показывать удвоенное значение разности для каждой из обмоток.
Если же аппарат показывает «0», то получаемые значения будут равны, но с противоположными знаками.
Следовательно, каждая соединенная пара обмотки будет иметь аналогичные выводы.
Посмотрите на видео, как правильно удалить и собрать трансформатор для точечной сварки.
Видео:
Клещи для трансформатора
Чтобы аппарат работал, вам нужен не только трансформатор, но и клещи. Клещи являются механической частью машины.
Поэтому точечная сварка обязательно требует сделать клещи и электроды, без которых работа аппарата невозможна.
Чтобы сделать клещи, нужно заточить стержни электродов, которые вы будете использовать, т.к. иначе они деформируются. Электроды не могут работать вечно и со временем теряют свои свойства.
Провод, который соединяет электроды и токовый преобразователь не нужно делать длинным, иначе будет неудобно работать. Также не должно быть много соединений, т.к. каждое из них будет забирать мощность.
На концах провода лучше всего сделать медные наконечники, которые смогут соединить электроды с проводом.
Наконечники спаиваются так, чтобы прилегание было максимально плотным, т.к. плохо спаянное соединение будет причиной значительной потери мощности аппарата и даже его поломки.
Спаять наконечник и провод своими руками будет не так просто из-за значительного диаметра, поэтому при работе используйте наконечники под пайку, они облегчат работу.
Также это поможет, когда придет время заменить электроды, т.к. заменить старые стержни новыми не очень удобно.
Соединение, сделанное с использованием наконечника под пайку, проще избавить от участков с окислом.
Электроды можно купить на любом рынке с электроприборами. Они выглядят как небольшие прутья (диаметр чуть больше 1 см). Схема электрода ниже на фото.
Если трансформатор микроволновки имеет плохую сварку, можно воспользоваться электродами с паяльников – для этого нужно снять с них жала.
Присоединяют электроды коротким шнуром без лишних соединений.
Чтобы получить соединение между электродом и трансформатором, проделайте отверстие сверлом или дрелью, но также можно использовать и наконечник из меди.
Для плотного закрепления максимально затягивайте болт, а во избежание процесса окисления, спаяйте провод с наконечником.
Но если вы планируете частое использование сварочного аппарата, то лучше присоединять электроды болтом, т.к. в этом случае их будет проще заменить.
Лучше всего, если соединительный материал будет сделан из меди.
Выключатель сварочного аппарата
Для того чтобы процесс сварки стал возможен, вам понадобится рычаг-выключатель. Для того чтобы детали могли быть соединены, между электродами должна быть обеспечена соответствующая сила сжатия.
Для усиления сжима деталей тело сварочного аппарата нужно оборудовать рычажными зажимами.
Для домашней работы подойдет прибор с рычагом, который выдерживает 30 кг (для сравнения, для промышленной сварки это минимум 50 кг).
Включатель сварочного аппарата монтируют в цепь первичной обработки, однако, если вы оборудовали его рычагом, то прикрепить включатель лучше всего к нему.
Тогда включение машины будет осуществляться путем давления на рычаг – это включит ток, а другой рукой нужно будет фиксировать свариваемые детали.
Сборка точечной сварки не слишком сложный, но достаточно ответственный процесс – нужно быть внимательным к правильному соединению деталей, чтобы избежать замыкания и выхода устройства из строя.
stoydiz.ru