Точечная сварка своими руками из сварочного аппарата. Как сделать аппарат точечной сварки своими руками
Точечная сварка своими руками из аккумулятора и сварочника
Точечная контактная сварка отличается от привычной дуговой тем, что металл плавится не при высокой температуре электродуги, возникающей между электродом и свариваемым металлом, а за счет прохождения тока сквозь контакт двух свариваемых деталей. Этими деталями могут быть тонкие листы металла, проволока, пластины. Они прочно сжимаются специальными механическими приспособлениями и сквозь место соединения пропускается импульсный ток высокой силы (1000 и более Ампер) при напряжении в несколько вольт.
Точечная сварка своими руками предполагает, что на 1 мм2 контактной площади приходится не менее 5 кВт мощности, что соответствует силе тока до 50А/мм2. При этом механическое давление на тот же квадратный миллиметр должно быть не менее 3-8 кг. Чтобы достичь таких параметров, необходима специальная конструкция рабочего инструмента в виде клещей.
Рабочий орган — два токопроводящих электрода, которые сжимают соединяемые детали с требуемой силой при нажатии на рукоятки. После сжатия на электроды подается импульс тока длительностью 01-1 с, который расплавляет металл до пластического состояния. После прекращения подачи тока механическое воздействие сохраняется и расплавленный металл сливается в одно целое и так застывает, образуя прочное соединение, не уступающее электродуговой сварке.
Схема сваривания выглядит так:

Аппарат точечной сварки из сварочника
Главной сложностью при изготовлении аппарата точечной сварки своими руками является сборка источника тока. Он должен выдавать короткие импульсы небольшого напряжения и высокой силы тока, превышающей 1000А. Длительность импульса регулируется тиристорной схемой или вручную обычным выключателем на первичной обмотке. Для низколегированных сталей необходим более длительный импульс, нержавейка сваривается при коротких импульсах, чтобы верхняя часть не успела прогреться и окислиться, что значительно снижает антикоррозионные свойства.

Точечная сварка из старого сварочного аппарата
Во втором случае сварка таким аппаратом требует определенной сноровки — с первого раза угадать необходимую длительность импульса очень сложно, особенно на разных металлах. Но методом проб и ошибок на обрезках листовой стали или цветных сплавов вполне реально добиться качества сварки не хуже, чем на промышленных аппаратах.
Точечная сварка, собранная своими руками из старого сварочного аппарата, работает достаточно эффективно и вполне в состоянии решить ряд проблем с соединением листового металла толщиной от нескольких десятых до 2-3 мм. Для более толстого листа сложно создать требуемое усилие при помощи самодельных клещей или рычажного устройства.
Почему выбирается именно старый трансформатор? Аппарат точечной сварки своими руками предполагает его полное переоборудование, которое касается, впрочем, только вторичной обмотки. После переделки обычная сварка ММА таким аппаратом становиться невозможной, поэтому и выбирается старый, но еще рабочий аппарат, по крайней мере, первичная обмотка должна быть если не в идеальном, то в приемлемом состоянии.
Вторичная обмотка удаляется полностью и на ее место устанавливается другая, из медного изолированного жгута или шины. Изолировать провод необходимо очень тщательно, в несколько слоев негорючей изоляцией. Удобна для этих целей тканевая изолента, которая чередуется с обмоткой обычным автомобильным скотчем, который используется при покраске кузова.
Сечение провода вторичной обмотки должно быть не менее 1,8 см2. Если удастся найти подходящий кабель заводского производства в изоляции, то лучше использовать его. Хороший результат дают как кабели с монолитной сердцевиной, так и многожильные из скрученных в жгут медных проводов. На вторичную обмотку идет несколько витков кабеля или шины с таким расчетом, чтобы при подаче 220В на первичный контур, во вторичном возникал ток напряжением 6-8 В. В таком случае сила тока будет достигать 800-1000 А. Этого вполне достаточно для сварки отдельных деталей в домашней мастерской.
Как подобрать электроды
Для точечной контактной сварку лучше всего использовать промышленные электроды, изготовленные по ГОСТ14111-69. Такие можно купить на интернет сайтах или в магазинах сварочного оборудования. При использовании на самодельном оборудовании они будут служить практически вечно. Но они довольно дорогие, особенно с запрессованными наконечниками из вольфрама или другого тугоплавкого материала.
В большинстве случаев умельцы изготовляют электроды самостоятельно. В зависимости от мощности сварки, подходят медные стержни диаметром от 5 до 15 мм. С одной стороны они вставляются в металлическую гильзу с зажимными болтами, закрепленную на кабеле от трансформатора. Как и кабель, электроды прочно зажимаются болтами.
Второй вариант крепления электрода — пайка. Это тоже довольно надежный и эффективный способ, обеспечивающий надежный электроконтакт, но менять электрод в таком случае сложнее. Это не слишком влияет на продуктивность работы — электроды изнашиваются очень медленно, особенно при любительской сварке.

Электроды для точечной сварки
Намного важнее надежный контакт. Если соединение неплотное, то провод и электрод будут окисляться и перегреваться, а сила тока будет меньше требуемой. Также необходимо все соединительные кабели делать как можно короче — диаметр электрода и кабеля должны быть одинаковыми, иначе возможны сюрпризы в виде горящей изоляции или обгорания стержней.
Нелишним будет напомнить, что для медных электродов выбираются такие же медные провода. Сочетания алюминий/медь ненадежно и приводит к ненадежной сварке.
Рабочие концы электродов могут быть заостренными (коническими), овальными или плоскими. В бытовых самодельных аппаратах удобнее всего использовать плоский нижний и конический верхний электроды. Такое сочетание обеспечит и высокую плотность тока в точке сварки, и надежную опору для прижима деталей.
Точечная сварка из аккумулятора
В интернете встречается информация о том, как сделать точечную сварку своими руками, используя обычный автомобильный аккумулятор на 12 В. Выполнять с ее помощью можно соединение небольших деталей, которые обычно соединяются пайкой. Но во многих случаях сварка дает лучший результат по прочности и более удобна для соединения разнородных металлов.
Точечная сварка своими руками из аккумулятора — конструкция несложная и может быть сделана в гараже на протяжении нескольких часов, при наличии всех частей и инструментов, естественно. Для ее монтажа не требуется каких- то особых приспособлений или сложного оборудования.
Существует три разновидности сварки при помощи аккумулятора. Первый, самый простой, можно сказать примитивный, требует только наличия аккумулятора и двух медных проводов, оголенные концы которых и выступают электродами. Как правило, используется этот способ чаще всего, но только для сваривания цветных металлов. Именно его с полным основанием можно назвать точечным.
Два других способа — угольными электродами и при помощи инвертора требуют батареи из нескольких аккумуляторов и дополнительного оборудования. Они тоже используются в бытовых и походных условиях, но покупать несколько однотипных аккумуляторов, чтобы сделать из них сварочный аппарат, довольно накладно. Для точечной сварки может подойти любой аккумулятор, который достаточно снять с автомобиля.
Простенькое приспособление для выполнения сварочных работ состоит из двух медных проводков сечения не менее 1,5 мм2, закрепленных в контактной колодке. Расстояние между зачищенными концами электродов 2-3 мм. Конечно, как и в любой самодельной конструкции, вариантов может быть множество, но как базовый лучше всего использовать именно этот тип конструкции. Как работает такая мини установка показано на видео :
Сварка от аккумулятора предназначена для соединения небольших деталей из тонкого листового металла, но даже при этом аккумулятор разряжается довольно интенсивно. Если вы сняли его с машины, то желательно иметь в гараже и зарядное устройство, чтобы вернуть батареи прежний заряд.
Приведенные примеры — самые простые самодельные конструкции аппаратов точечной сварки. Если у вас есть свои разработки — пишите нам на сайт. Нас и наших читателей очень интересуют реальные разработки самодеятельных конструкторов. Самые интересные схемы мы непременно опубликуем.
wikimetall.ru
Точечная сварка своими руками из сварочного аппарата видео и фото инструкция
Точечная сварка своими руками из сварочного аппарата – это совсем не миф. Сделать подобный аппарат под силу каждому, все, что нужно для этого нужно – терпение, старая, либо дешевая китайская сварка, и ровные руки. Итак, опишем о общих чертах принцип изготовления данного прибора.
Первым делом, следует разобрать сварочный аппарат. Теперь, тестером определяем количество витков, требуемое на 1 В. Для этого, следует намотать медную изолированную проволоку в несколько витков поверх первичной обмотки, после чего замерять напряжение и разделить на число витков.
 Теперь следует заняться изготовлением шины из вторичной обмотки, которая была смотана с инвертора.
Теперь следует заняться изготовлением шины из вторичной обмотки, которая была смотана с инвертора.
Нужно замерить длину, скорее всего, снятая намотка сложенная в четверо, даст 5-6 В, и будет около 200-250 мм2 в толщину. Рубим шину на четыре куска, и соединяем матерчатой изоляционной лентой.
Намотка двух шин, потребует около 7-ми мотков изоляционной ленты и рулон скотча. Изоляция делается в тремя слоями: сначала изолентой потом скотчем и снова изолентой.
С намоткой шин поверх трансформатора придется повозится, в некоторых моментах, для этого даже удобно пользоваться молотком.
Плотная намотка поверх первичной обмотки не получится, однако, беспокоиться по этому поводу не стоит, это не играет особого значения.
Далее, может случиться небольшая загвоздка – мощноть может быть недостаточной. Решение этой задачи можно найти только путем подбора, так как теоретические знания тут не сильно помогут, теория – это одно, а практика – совсем другое.
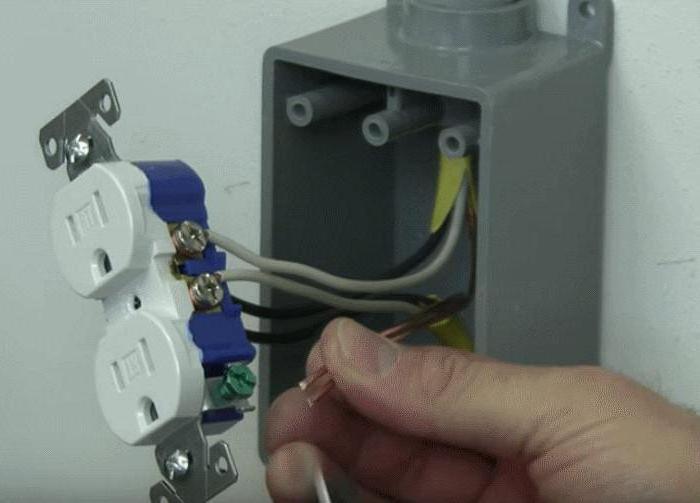
 Важный момент, перед началом экспериментов, на кабель питания следует поставить полуавтоматический выключатель на 16А, в противном случае вы рискуете сжечь проводку.
Важный момент, перед началом экспериментов, на кабель питания следует поставить полуавтоматический выключатель на 16А, в противном случае вы рискуете сжечь проводку.
Ну вот, в принципе, и все. Далее следует все это грамотно собрать в кучу, снабдить недостающей периферией и закрыть коробом.
postroyka-dom.com
Точечная сварка своими руками: схемы, принцип
Аппараты для точечной сварки не так часто используются в быту, как дуговые, но иногда без них невозможно обойтись. Учитывая, что стоимость такого оборудования начинается от $450-$470, рентабельность его покупки вызывает сомнения.
 Бытовой аппарат для точечной сварки CBA-1,5AK
Бытовой аппарат для точечной сварки CBA-1,5AKВыход из такой ситуации – контактная точечная сварка своими руками. Но, прежде чем рассказать, как самостоятельно сделать такое устройство, давайте рассмотрим, что представляет собой точечная сварка и технологию ее работы.
Кратко о точечной сварке
Данный тип сварки относится к контактным (термомеханическим). Заметим, что к такой категории также относят шовную и стыковую сварку, но их реализовать в домашних условиях не представляется возможным, поскольку для этой цели понадобится сложное оборудование.
Сварочный процесс включает в себя следующие этапы:
- детали совмещают в необходимом положении;
- закрепляют их между электродами аппарата, которые прижимают детали;
- производится нагрев, в результате которого за счет пластического деформирования детали прочно соединяются между собой.
Производственный аппарат точечной сварки (такой как показан на фото) способен в течение минуты совершить до 600 операций.
 Оборудование для машинной точечной сварки
Оборудование для машинной точечной сваркиТехнология процесса
Чтобы нагреть детали до необходимой температуры, на них подается кратковременный импульс элетротока большой силы. Как правило, импульс длится в от 0,01 до 0,1 секунды (время подбирается исходя из характеристик металла, из которого изготовлены детали).
При импульсе металл расплавляется, и между деталями образовывается общее жидкое ядро, пока оно не застынет, свариваемые поверхности необходимо удерживать под давлением. Благодаря этому, остывая, расплавленное ядро кристаллизируется. Рисунок, иллюстрирующий процесс сварки, показан ниже.
 Иллюстрация процесса точечной сварки
Иллюстрация процесса точечной сваркиОбозначения:
- A – электроды;
- B – свариваемые детали;
- С – ядро сварки.
Давление на детали необходимо для того, чтобы при импульсе по периметру ядра расплавленного метала образовался уплотняющий пояс, не позволяющий вытекать расплаву за пределы зоны, где происходит сварка.
Чтобы обеспечить лучшие условия для кристаллизации расплава, давление на детали снимается постепенно. Если необходимо «проковать» место сварки с целью устранить неоднородности внутри шва, усиливают давление (делают это на финальной стадии).
Обратим внимание, что для обеспечения надежного соединения, а также качества шва, предварительно необходимо обработать поверхности деталей в местах, где будет происходить сварка. Это делается для удаления оксидной пленки или коррозии.
Когда требуется обеспечить надежное соединение деталей толщиной от 1 до 1,5 мм, применяют конденсаторную сварку. Принцип ее действия следующий:
- блок конденсаторов заряжают электротоком небольшой силы;
- разряд конденсаторов производится через соединяемые детали (силы импульса достаточно для обеспечения необходимого режима сварки).
Такой тип сварки применяется в тех сферах промышленности, где необходимо соединить миниатюрные и сверхминиатюрные компоненты (радиотехника, электроника и т.д.).
Говоря о технологии точечной сварки следует отметить, что с ее помощью можно соединять между собой разнородные металлы.
Примеры самодельных конструкций
В интернете есть много примеров создания аппаратов, производящих точечную сварку. Приведем несколько наиболее удачных конструкций. Ниже показана схема простого устройства для точечной сварки.
 Пример принципиальной схемы аппарата
Пример принципиальной схемы аппаратаДля реализации нам понадобятся следующие радиодетали:
- R – переменное сопротивление номиналом 100 Ом;
- С – конденсатор, рассчитанный на напряжение не менее 25 В с емкостью 1000 мкФ;
- VD1 – тиристор КУ202, буквенный индекс может быть К, Л, М или Н, можно также использовать ПТЛ-50, но в этом случае емкость «С» необходимо понизить до 1000 мкФ;
- VD2-VD5 – диоды Д232А, зарубежный аналог – S4M;
- VD6-VD9 – диоды Д226Б, их можно заменить зарубежным аналогом 1N4007;
- F – плавкий предохранитель на 5 А.
Необходимо сделать отступление, чтобы рассказать, как изготовить трансформатор TR1. Он изготавливается на базе железа Ш40, с толщиной набора 70 мм. Для первичной обмотки потребуется провод ПЭВ2 Ø0,8 мм. Количество витков в обмотке – 300.
Чтобы сделать вторичную обмотку, понадобится медный многожильный провод Ø4 мм. Его допускается заменить шиной, при условии, что ее сечение будет как минимум 20 мм2. Количество витков вторичной обмотки – 10.
Видео: контактная сварка своими руками
Что касается TR2, то для него подойдет любой из маломощных трансформаторов (от 5 до 10 Вт). При этом на обмотке II, используемой для подключения лампы подсветки «H», должно быть выходное напряжение в пределах 5-6 В, а обмотки III – 15 В.
Мощность изготовленного аппарата будет относительно не высокая, в пределах от 300 до 500 А, максимальное время импульса до 0,1 сек (при условии, что номиналы «R» и «С» будут такими же, как на приведенной схеме). Этого вполне достаточно для сварки стальной проволоки Ø0,3 мм или листового металла, если его толщина не превышает 0,2 мм.
Приведем схему более мощного аппарата, у которого сварочный электроток импульса будет в пределах от 1,5 кА до 2 кА.
 Схема аппарата с силой импульса до 2 кА
Схема аппарата с силой импульса до 2 кАПеречислим используемые в схеме компоненты:
- номиналы сопротивлений: R1-1.0 кОм, R2-4.7 кОм, R3-1.1 кОм;
- емкости в схеме: С1-1.0 мкФ, С2-0,25 мкФ. Причем, С1 должен быть рассчитан под напряжение не менее 630 В;
- VD1-VD4 диоды – диоды Д226Б, допускается замена на зарубежный аналог 1N4007, вместо диодов можно поставить диодный мост, например, КЦ405А;
- тиристор VD6 – КУ202Н, его необходимо поместить на радиатор, площадью не менее 8 см2;
- VD6 – Д237Б;
- F – плавкий предохранитель на 10 А;
- К1 – это любой магнитный пускатель, у которого имеется три пары рабочих контактов, а обмотка рассчитана на ~220 В, например, можно установить ПМЕ071 МВУХЛЗ AC3.
Теперь расскажем, как сделать трансформатор ТR1. За основу взят автотрансформатор ЛАТР-9, такой, как показан на фотографии.
 Используемый за основу автотрансформатор
Используемый за основу автотрансформаторОбмотка в этом автотрансформаторе насчитывает 266 витков, сделана она медным проводом Ø1,0 мм, ее мы будем использовать в качестве первичной. Аккуратно разбираем конструкцию, чтобы не повредить обмотку. Вал и прикрепленный к нему передвижной роликовый контакт демонтируем.
Дале нам необходимо изолировать контактную дорожку, с этой целью очищаем ее от пыли, обезжириваем и покрываем лаком. Когда он просохнет дополнительно, изолируем всю обмотку, используя лакоткань.
В качестве вторичной обмотки используем медный провод с площадью сечения как минимум 80 мм2. Важно, чтобы изоляция этого провода была термостойкой. Когда все условия соблюдены, делаем им обмотку из трех витков.
Настройка собранного устройства сводится к градированию шкалы переменного резистора, регулирующего время импульса.
Рекомендуем перед тем как приступать к сварке, установить опытным путем оптимальное время для импульса. Если длительность будет излишней, детали будут прожжены, а если меньше необходимой – прочность соединения будет ненадежной.
Как уже писалось выше, аппарат способен выдать сварочный электроток силой до 2000 А, что позволяет сваривать стальной провод Ø3 мм или листовую сталь, толщина которой не превышает 1,1 мм.
www.asutpp.ru
Точечная сварка своими руками - подробная инструкция
Всем давно известно о методиках сваривания. Впрочем, мало кому известно, о существовании различных категорий соединительных процессов с использованием всякого рода носителей энергии, необходимость которых обусловлена огромным спросом. Главенствующий, самый распространенный, вид сварки в бытовых условиях – точечная сварка.
Процесс точечной сварки
В промышленной индустрии процесс сваривания используют, большей части, для листов стали различных производителей, для сплавов цветных металлов, вне зависимости от толщины изделия, либо производственных заготовок (швеллеров, двутавров, уголков) и перемежающихся основ. В комнатных условиях ценным элементом при починке бытовой техники, в том числе, всевозможных эксплуатаций кабеля, алюминия или ремонтирования хозяйственного инвентаря, в основе лежит — точечная сварка.

В правильном положении соединяются подходящие части, внедряются посреди электродов и припирают друг друга. Далее элементы подвергают высоким температурам, что приводит к повышению пластичности и изменчивости форм.
При непосредственном использовании автоматизированного инвентаря в индустриальных целях частоты сваривания могут достигать до 600 единиц в минуту. При высококачественном точечном сваривании в бытовых условиях следует тщательно контролировать скорость движения электродов, выводя, тем самым, необходимую величину давления и контакт соединяемых деталей.
Процесс нагревания деталей происходит путем проникновения тока и возникновением непрерывного импульса, с частотой — 0,01- 0,1 секунд, в зависимости от внешних условий. Далее происходит расплавление металлов, создается полноценное жидкое ядро частей, размерность которого составляет: 4 — 12 миллиметров.
По истечению работы кратковременной подачи импульсов тока, необходимо дать выкованной детали остыть, для того, чтобы произошел процесс кристаллизации.
Режимность точечной сварки
Важно, не забывать, при сваривании стальных изделий, необходимо увеличение времени нагрева аппарата, для торможения процесса охлаждения материала.
При сваривании нержавеющих деталей, наоборот, необходимо уменьшить уровень нагрева, для предотвращения коррозий поверхности металлов.
Для наилучшего взаимодействия электродов, обязательно наблюдение за значениями давления. Это повлечет за собой качественный шов, различных металлов. Давление, в свою очередь, несет ответственность за мельчайшие крупицы металла, которые в дальнейшем, превращаются в прочную первоначальную материю.
Для улучшения процесса кристаллизации расплавленного материала, следует делать перерывы в сварочном процессе.

Предписания к электродам
При электродной обработке металл становится устойчив к высоким температурам, что облегчает дальнейшую работу с материалом.

Для увеличения срока эксплуатации, необходимо соблюдать проверку рабочего аппарата, проводя время от времени охлаждение электродов водой.
Сварочный аппарат своими руками
В бытовых условиях, изготавливая сварочный аппарат, чаще используют портативные версии прибора, ради удобства использования при сваривании цветных и черных металлов.
Опорный план сборки аппарата
Для того, чтобы создать точечную сварку своими руками, необходим электрический импульс. Его можно получить из малого трансформатора, к нижней части обмотки которого присоединяется свариваемая запчасть, а к верхней — непосредственно, электрод.
Для полноценной функциональности аппарата потребуется выпрямительный мост и дополнительный трансформатор. Образуется конденсатор, держащий в себе импульс.
Началом работы служит однократное нажатие специальной кнопки «Импульс», отвечающей за открытие цепи. См. на видео.
У конденсатора имеется свойство потери заряда, для восстановления работы повторите процесс включения прибора более длительным нажатием кнопки «Импульс».
При создании более серьезного прибора, используйте трансформатор с большей мощностью
Основные характеристики прибора
У каждого прибора имеются показатели силы тока. Их отличие значится в регулировке индикатора. Прибор включается вручную, состоит, в основном, из трансформатора, передающего переменный ток. Более качественные приборы производятся серийным путем, например, ОСМ — 1.
Первичная обмотка прибора должна содержать свыше 200 витков. Рекомендации по использованию вторичного провода: ПВ З — 50 или ПЭВ 2/1,9.
Трансформатор производится, как правило, из подручных средств. Например, можно воспользоваться путем точечной сварки своими руками из микроволновой печи. Деталь выходит мало затратной, но с высокой мощностью. Диапазон сваривания подобного прибора, составит — 1 мм.
Конструктивные особенности электродов
Медные стержни различной толщины используют в качестве электродов.
Минимизируйте длину провода, подходящего к трансформатору. Учитывайте тот факт, что при наличии множества соединений, теряется мощность прибора. С двух концов провода закрепите медные колпачки, для наилучшего контакта с электродами.
Во избежание окисления меди, тщательно проверьте все контакты, жилы, при необходимости, спаяйте между собой.
Нижнему, неподвижному, электроду требуется изоляция от закрепляющих болтов, электроизоляционной лентой, либо латунными шайбами.
Электродные держатели разводятся пружинами. Начав работу можно путем включения аппарата в энергосеть. Следует помнить, что прибор предусматривает минимум — 20 А.
Инструменты использования
Включение и выключение прибора должно происходить при сжатых электродах, во избежание искрения электродов. Прибору необходимо вентилирование.
Купить станок точечной сварки сегодня не представляет никакого труда. Однако, не каждого мастера удовлетворят требования магазинных приборов. В таком случае, рекомендуем воспользоваться информацией, представленной выше и сделать точечную сварку своими руками. Желаем успехов!
Также предлагаем посмотреть видео инструкцию по созданию сварочного аппарата самостоятельно:
stroykadoma.org
их виды и основные элементы
Сварка играет важную роль в технических процессах. Один из её видов, точечная сварка — соединение деталей вместе в одной или нескольких точках. Аппарат точечной сварки позволяет значительно снизить конечную стоимость и сократит время на изготовление, особенно если сделан своими руками.
Прочность сварки
На прочность сварки влияет размер и материал участка. А на него воздействует:
- Размер электродов.
- Площадь контакта.
- Состояние поверхности.
- Время воздействия и величина тока.
- Размер поверхности с которой контактировал электрод.
Точная сварка имеет свою нишу для применения — соединения деталей между собой от 0,002 мкм до 20 мм. При процессе, величина тока измеряется сотнями ампер, а сопротивление поверхности и электродов минимально.
Преимущества точечной сварки:
- Сварочный шов высокой прочности.
- Автоматизация работы.
- Экономичность.
Процесс используется как в домашних условиях, так и в промышленности. С его помощью производится сварка таких материалов:
- Листовой металл.
- Изделий из цветных сплавов и стали.
- Гнутых и сортовых профилей.
В быту с помощью точечной сварки ремонтируют инструмент, домашнюю утварь, кухонное оборудование. Процесс заключается в совмещении деталей в определённом положении. Они фиксируются между собой и электродами с помощью электрического тока происходит разогрев поверхностей до сваривания. Главное — точно закрепить деталь в нужном положении и удерживать её в процессе сварки. Тепловой импульс, плавит металл в зоне контакта, соединяя две поверхности в одно целое.
Разновидности аппаратов точечной сварки
Самый простой аппарат точечной сварки управляется вручную, каждый раз выставляться сварочный ток и продолжительность работы. Требует опыта работы с конкретным аппаратом. Довольно простая конструкция, легко изготовить своими руками.
Аппараты бывают трех разновидностей:
- Автоматические системы позволяют выполнять качественную сварку даже неспециалистам. Что снижает количество бракованных изделий и трудозатраты.
- Механические приводы — самый популярный вариант аппарата точечной сварки, широко применяется во многих отраслях, изготовить своими руками не составит большого труда.
- Гидравлические и пневматические прижимные устройства используются в стационарных машинах на промышленных объектах.
Переносные устройства по своим характеристикам не уступают стационарным. Сварочный аппарат, сделанный в виде ручных клещей, способен соединить металл толщиной 5 мм. А с помощью ручного привода фиксации достигается усилие в 150 кг. Простота использования, высокое качество сварного шва, низкая цена, выделяет этот тип аппаратов среди конкурентов.
Инвентарные устройства имеют небольшие размеры, многофункциональность, легко подключаются к бытовой сети. И даже высокая цена не снижает их популярности.
Аппарат для точечной сварки своими руками
Простейшим для изготовления в домашних условиях является аппарат точечной сварки, в котором сила тока не регулируется. А управление процессом осуществляется с помощью изменения длительности электрического импульса, для этого используют выключатель или реле времени.
Сварочный аппарат действует на принципах закона Ленца — Джуоля: электрический ток, проходя по проводнику, выделяет тепло, которое напрямую равно квадрату тока, времени и сопротивлению проводника. Это означает что при силе тока в 1000 А, на тонких проводах и плохо сделанных соединениях, потери будут в 10000 раз больше, чем при 10 А.
Трансформатор
Основной элемент любого оборудования для точечной сварки — силовой, с повышенным эффектом трансформации (для получения нормального сварочного тока). Его можно взять в мощной микроволновке (от 1 кВт и выше), он питает магнетрон. Удобен своей доступностью и хорошими характеристиками. Показателей трансформатора хватит для точечной сварки стальных листов в 1 мм. Для получения большей мощности используют 2 и более детали.
Для работы магнетрона в микроволновой печи нужно повышенное напряжение в 4000 В. Поэтому используется повышенный трансформатор. На первичной обмотке у него меньше витков чем на вторичной, но толщина провода больше.
Показатели таких трансформаторов составляют до 2000 В (в микроволновке оно удваивается перед подачей на магнетрон), не стоит их подключать в сеть и измерять выходные характеристики. Из этой детали нам понадобится первичная обмотка (в которой толще провод и меньше витков) и магнитопровод.
Провода срезаются стамеской или ножовкой (если он сварен, а не склеен), или выковыривается и высверливается (при очень плотной набивки обмотки, когда выбивание всё разрушит). При удалении проводов вторичной обмотки старайтесь действовать аккуратно, чтобы не повредить первичную обмотку. В трансформаторе также бывают шунты, которые ограничивают ток, их тоже нужно срезать.
После аккуратного извлечения нужных элементов, вторичная обмотка трансформатора обновляется. Для достижения показателей тока в 1000 А нужно использовать медный кабель с толщиной сечения в 100 мм² и более. Это может быть пучок или многожильный провод. Если внешняя изоляция мешает получить нужное количество витков, то её удаляют и заменяют на тканевую изоленту. Провода должны быть как можно меньшей длины, чтобы не было ненужного сопротивления.
Делается не больше 3 витков. У вас получиться 2 В, этого достаточно для домашних нужд. Но если вам нужен больший ток, то сделайте больше витков, так вы повысите показатели мощности. Также можно использовать несколько трансформаторов. Это хороший вариант когда у вас на руках 2 одинаковых, но их характеристик по отдельности не хватит для сварки металла нужной толщины.
Например, если у вас есть 2 трансформатора мощностью 0,5 кВт, с входным напряжением 220 В, при номинальном токе 250 А и выходным напряжением 2В. Соединив выводы вторичных и первичных обмоток, получим прибор, в котором номинальное напряжении в 2 В, выходной ток — 500 А (ток сварки также удвоится).
При создании устройства, во вторичных цепях устройства должны использоваться электроды. То есть при задействовании трансформаторов по 0,5 кВт, их связывают вместе проводами с диаметром 1 см, а концы к электроду. Если допустить ошибку при подключении выводов вторичной и первичной обмотки, это приведёт к короткому замыканию.
Когда используете два мощных трансформатора и вам нужно увеличить напряжение, но размер окна магнетрона не позволяет добавить необходимое количество витков провода, для этого вторичные обмотки соединяются последовательно. Необходимо согласовывать направление витков, иначе можно получит противофазу, что приведёт к выходному напряжению равному нулю (чтобы правильно понять этот момент проведите эксперимент с тонкими поводами).
Одноимённые выводы имеют обозначения на трансформаторах, но если на вашем устройстве оно отсутствует, то можно провести проверку. На первичные обмотки трансформаторов подаётся напряжение, а к вторичным обмоткам подключён вольтметр. Результата может быть два: прибор показывает напряжение или нет.
Первый случай свидетельствует о том, что цепи первичной и вторичной обмотки соединены вместе разноимёнными выводами (напряжение на первичной обмотке равно половине входного, которое преобразуется во вторичной обмотке, где оно суммируется и даёт двойное значение). Нулевое значение вольтметра показывает, значение напряжения на вторичных обмотках противоположны, это значит что одна из пар обмоток соединена одноимённым выводом.
Чтобы увеличить показатели у своего аппарата точечной сварки, нужно соединить несколько трансформаторов, но они не должны превышать показатели сети, иначе при его использовании общее напряжение будет падать. Ограничитесь 1000–2000 А, для бытовых условий такой силы тока достаточно.
Электроды
Медные стержни используют в качестве электродов. Чем больше толщина тем лучше, но его диаметр не должен быть меньше показателей провода. Если у вас аппарат небольшой мощности, то подойдут жала от паяльника.
Электроды требуют периодической подкачки, так как со временем они теряют форму и приходят в негодность. Чем меньше длина провода, идущего от электрода к трансформатору, тем лучше. Количество соединений должно быть минимальным, на них также теряется мощность. В идеале, на концы цепляются медные наконечники, к которым подключаются электроды. В месте контакта меди происходит окисление, чтобы этого избежать их спаивают вместе. Такое соединение проще чистить.
При использовании обжима, площадь крепления получается гораздо меньше, что увеличивает потери.
Управление
Аппарат управляется переключателем или рычагом. Электроды должны быть закреплены с такой силой, чтобы обеспечить нормальную сварку. Чем толще лист металла, тем больше показатель. На промышленных аппаратах она доходит до 100 кг. Делайте рычаг управления длинными и крепким, а сам аппарат помассивнее, с возможностью стационарного крепления. Дополнительное усилие при точечной сварке можно добавить винтовым зажимом.
Выключатель подключается к цепи первичной обмотки, иначе он будет добавлять сопротивления, а его контакты при работе расплавятся.
Если вы используете рычажный механизм прижима, то кнопку выключения монтируйте на нём. Очень удобно одной рукой давить на рычаг и управлять работой. Вторая рука контролирует сварку деталей.
Эксплуатация
Включать и выключать аппарат нужно когда электроды сжаты, иначе электроды будут искрить и подгорать. Принудительная вентиляция значительно облегчит эксплуатацию, иначе вам придётся следить за температурой трансформатора, электродов, токопроводов и делать частые перерывы. А пока вы опытным путём найдёте температурные режимы элементов, что-то может безвозвратно сгореть.
Чтобы качественно осуществлять точечную сварку нужен опыт сведения двух поверхностей материала, сварки токовым импульсом, определения процесса готовности по цвету и внешнему виду.
При осуществлении точечной сварки своими руками соблюдайте технику безопасности, при возникновении искр и расплавленного металла, немедленно прекращайте работу. Эксплуатация неисправного аппарата представляет большую опасность.
Оцените статью: Поделитесь с друзьями!stanok.guru
Точечная сварка своими руками из инвертора


Точечную сварку можно встретить не только на производстве, но и в бытовых условиях. Преимущества выбора такого вида сварки заключается в ее надежности. Данным способом крепления легко соединить разноуглеродные стали, цветной металл. При этом, можно строить практически любые конфигурации и совмещения с металлами.
Позволяет создавать изделие под любые фантазии и потребности.

Спектр применения
Чаще всего, точечная сварка получила широкое применение в ремонте кабелей и бытовой техники. Точечная сварка позволяет производить ремонт аккумуляторов и других мобильных переносных устройств.
Технология сварки
Технология сварки аккумуляторов достаточно проста, пример можно посмотреть по видео ниже.
Весь процесс сварки заключается в нагреве рабочей металлической поверхности до пластичного состояния. В таком состоянии изделия легко деформируются и соединяются.
Для обеспечения качества требуется постоянное проведение процесса плавления. Непрерывность и определенная скорость рабочего темпа, сила нажатия являются ключевыми в работе. В дальнейшем эти параметры характеризуют качество изделий.
Основой принципа работы данной сварки служит преобразование электрической энергии в тепловую. Под воздействием тепла металлическая поверхность подвергаются плавлению.

Контакт электродов следует помещать в местах соединения 2 рабочих поверхностей деталей, необходимых для закрепления.
Застывание расплавленной массы происходит в момент отключения тока. Тем самым, исключается эффект растекания поверхности швов. Поэтому, данный вид сварки носит название точечный.

Клещи
Присоединение частей деталей осуществляется за счёт закрепления поверхности при помощи специальных клещей. Которые, подразделяются на подвесные и ручные.
- Подвесные. Получили широкое применение в условиях завода и промышленных предприятий, подлежат многократному использованию.
- Ручные. Основной функцией служит передача электротока на электроды.

Ряд преимуществ
- Высокая скорость работы;
- Наивысшая степень электробезопасности;
- Обеспечение качественного соединения;
- Изготовить устройство для сварки можно в ручную.
Технический процесс
Вся система построена на элементарной передаче тепла в целях плавления металла в местах закрепления. На качество сварки может повлиять плохая очистка поверхности, видимые окислы.

Ознакомиться с техпроцессом можно по ссылке на видео.
Пользуясь законом теплопроводности, следовало бы учитывать этот параметр для большинства распространенных металлов. Параметры теплопроводности для некоторых из них представлены ниже в таблице.

| Наименование металла | Температура плавления, Сᵒ |
| Железо (низкоуглеродистая сталь) | ~1400 |
| Медь | ~690 |
| Алюминий | ~430 |
| Цинк | ~1120 |
Электроды должны тоже соответствовать некоторым параметрам:
- Теплопроводность;
- Электропроводимость;
- Механическая прочность;
- Скорость обработки.
Электроды недолговечны и требуют бережного отношения. При постоянном воздействии температурного режима, необходимо прерываться. Данная возможность позволяет остыть электродам и свариваемой поверхности. Таким образом, продлевается ресурс электродов.
Диаметр электродов влияет на характеристику силы тока, а соответственно и на качество шва. Диаметр сечения электрода подбирается исходя из толщины рабочей поверхности. Электрод должен быть приблизительно в два раза толще закрепляемых изделий.

Контактная сварка
Контактная сварка позволяет проводить работы в обычных домашних условиях. Но, чаще всего, этот способ широко применяется в промышленности.
Видео по теме контактная сварка своими руками.
Заводы-изготовители позаботились о том, чтобы домашних условиях не присутствовали громоздкие аппараты по точечной сварке. Уже давно придуманы компактные мобильные устройства. Их предназначение заключается в ремонте домашней бытовой техники.
Такое устройство получило название споттер. Устройство оснащено двумя выводами, предназначенными для закрепления одного из них к рабочей поверхности изделия. Второй же вывод подводится к электроду.
В данной конфигурации в клещах нет необходимости. Источник тока должен располагаться на достаточно близком расстоянии от места проведения работ.

Не стоит обращать на малогабаритное устройство, она достаточно функционально для своего размера.
Наиболее простые устройства используют однофазный ток. Но надеяться на то, чтобы закрепить деталь более одного миллиметра не стоит. Закрепление более сложных деталей производится с привлечением дополнительного трансформатора.

Стоимость
Стоимость споттеров достаточно невелика. В самой дорогой категории находятся инверторные.
Как правило, бытовые устройства не требует больших мощностей. Поэтому, можно обойтись и самодельным аппаратом.
Точечная сварка отличается своим качеством шва. В большинстве случаев, чтобы его разрушить требуется применение серьезных механических воздействий. Чаще всего, для этого используются сверла.

Схема аппарата
Если существует такая потребность, есть желание сделать устройство самому, то собрать его вполне возможно в домашних условиях.
Размеры аппарата по точечной сварке зависит, прежде всего, от потребностей. Наиболее удобными выступают устройства со средними габаритами.
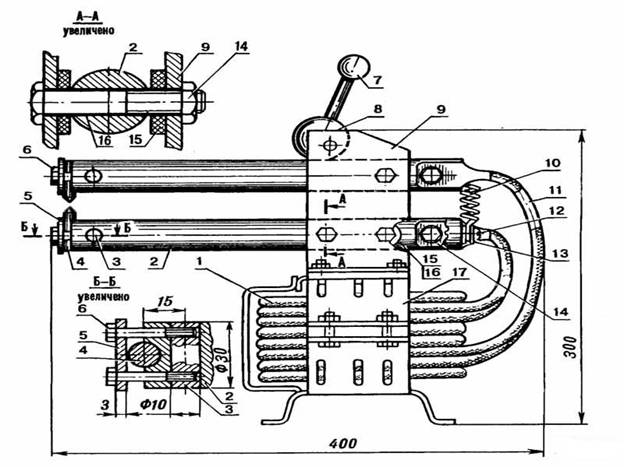
Рисунок. Схема сварочного аппарата по точечной сварке.
Работа устройства заключается на принципе Ленца-Джоуля. Требования физического закона гласит, что проводник должен вырабатывать тепло в количестве равным пропорции с сопротивлением проводника, а также квадратом тока и затраченного времени.
К такому схемному решению обязательна установка выпрямительного моста. Через тиристорный мост происходит заряд конденсатора. Первый тиристор выступает в качестве катода.
Конденсаторный блок является своеобразной защитой и служит в качестве высвободителя тока. Создается принцип качели, постоянная зарядка и разрядка конденсаторов. Данный принцип позволяет создавать эффект точечной пайки. Шов равномерно и своевременно остывает, не позволяя расплываться металлу.
Для увеличения мощности в схему, также добавляются дополнительный тиристор с реле выключения.
Самодельный аппарат
Важной деталью сварочного аппарата служит трансформатор. Минимальное значение по мощности должно составлять 750 Вт.
Видео по созданию собственноручного устройства.
Создать устройство можно при помощи инвертора. Прежде чем, приступать к цели, необходимо обладать некоторыми навыками в области электротехники.
Более простой считается схема с использованием трансформатора взамен инвертора. Но такие устройства недостаточно мощные, чтобы производить работы с металлами достаточной толщины более 1 мм.
Шаги создания устройства
- Извлечь трансформатор из ненужной микроволновки;
- Избавиться от вторичной обмотки, креплений, шунтов;
- Произвести вторичную обмотку более толстым проводом, чем в первичной;
- Проверить собранное устройство на утечку тока;
- Утечки устранять изоляцией при помощи ленты;
- Проверить силу тока. Значение должно быть не более 2 кА.
В качестве наконечников или электродов более всего подходит медный провод значительной толщины. Наконечники затачиваются и закрепляются.
Далее необходимо установить тумблер выключателя. Трансформатор следует закрепить к основанию. Для защиты устанавливается заземление. Соединения должны быть изолированы.
svarkagid.com
Самодельный аппарат для точечной сварки из микроволновки
Перевел Creator для mozgochiny.ru
В данном мозгопроекте я хочу рассказать, как своими руками сделать резистивный аппарат для точечной сварки из компонентов старой микроволновой печи. Я планирую его использовать для приваривания никелевых пластин к аккумулятору 18650, но в зависимости от положения держателя электродов аппарат можно будет использовать для приваривания листов металла и других металлических предметов. А теперь приступим к изготовлению устройства!


Шаг 1: Разборка микроволновки




Предупреждение!Внутри микроволновой печи существует опасность. Большой конденсатор может быть заряжен и является потенциальным источником опасного или смертельного электрического удара. Поэтому вам следует как можно быстрее разрядить его, закоротив контакты конденсатора с помощью металлического стержня отвертки.
Итак, снимите кожух микроволновки, чтобы добраться до электронных компонентов устройства. Разрядите конденсатор, как было указано ранее, и приступайте к демонтажу частей микроволновки. Найдите трансформатор, который должен выглядеть примерно так, как показано на фото. Открутите гайки и он должен вполне легко вынуться. Я также извлек несколько концевых выключателей, которые будут использоваться в дальнейшем, и некоторые кабели для подключения электропитания.
Шаг 2: Снятие вторичной обмотки








Необходимо повторно намотать вторичную обмотку, если нам нужно получить больший ток и меньшее напряжение. Первичная обмотка – это куда подается питание, а вторичная имеет более тонкий провод обмотки с прикрепленными красными проводами.
Меньшее количество витков провода увеличивает ток, но снижает напряжение, а большее количество витков увеличивает напряжение, но снижает ток. Нам не нужна вторичная обмотка трансформатора, поэтому ее необходимо аккуратно снять. Будьте осторожны, чтобы не повредить первичную обмотку.
Шаг 3: Добавление новой обмотки


Новая обмотка обеспечит необходимый ток для работы нашего сварочного аппарата. Выбор толстого кабеля позволит уменьшить число витков с тысяч до единиц и обеспечить при этом требуемую токовую нагрузку. Толстый кабель имеет хорошую изоляцию, которая при нагреве не расплавится, как в тонком кабеле.
Сначала установите первичную обмотку, за ней 2 шунта с каждой стороны и затем намотайте поверх пару витков синим кабелем. Не забудьте оставить достаточную длину кабеля для прикрепления сварочных электродов.
Шаг 4: Завершение изготовления трансформатора





Наш супер мощный трансформатор почти готов. Необходимо приварить назад верхнюю часть. Альтернативно, можно использовать 2-компонентную эпоксидку для ее приклеивания. Выбор есть, используйте способ, который лучше вам подходит!
Шаг 5: Выводы электрода










Теперь нам следует прикрепить концы кабеля к медным втулкам, который будут использоваться для сварки. Я выточил медные втулки на станке. Но можно использовать для этой цели медные зажимы из хозяйственного магазина. Я также приложил CAD файл по изготовлению зажима для электрода.
Шаг 6: Сварочный держатель






Я будут использовать сварочный аппарат для приваривания никелевых пластин к аккумулятору. Для этой цели я расположу два сварочных электрода бок о бок, хотя вы можете легко расположить их напротив, как в традиционном сварочном аппарате. Я разработал и вырезал лазером основание из древесно-волокнистой плиты для держателя, на котором будет установлен выключатель и располагаться выводы электрода.
Шаг 7: Завершение проекта






На трансформатор подается опасное напряжение величиной 230 В, поэтому очень важно закрыть трансформатор. Корпус, изготовленный с помощью лазерной резки, может отлично подойти для этой цели. Убедитесь, что все токоведущие части закрыты. Это обеспечит вашу безопасность при работе с аппаратом.
Для подключения фазы и нейтрали к первичной обмотке трансформатора используйте существующие контактные пластины. Я рекомендую установить выключатель между одним из силовых кабелей для удобства включения и выключения устройства. Я использовал выключатель из микроволновки.
Теперь ваш аппарат готов. Пора приступать к точечной сварке!
(A-z Source)
ПОДЕЛИТЕСЬ С ДРУЗЬЯМИ!
About Creator
mozgochiny.ru