ЧПУ: принцип работы станков и расшифровка понятия. Станок с чпу что такое чпу станок
Станок с ЧПУ что это такое? :: SYL.ru
Часто можно услышать об универсальных системах ЧПУ. Что это такое, можно пояснить простыми словами — умные машины, способные автоматически проводить весь цикл обработки детали. От наладчика требуется только загрузить программу и вставить заготовку.
Принцип работы
Последние версии станков немыслимы без систем ЧПУ. Что это такое? В аббревиатуре заключено несколько смыслов: Ч — числовое, П — программное, У — управление. Из расшифровки видно, что считывание состояния отдельных узлов станка происходит в кодовом виде. Единички и нолики неустанно обрабатываются центральным процессором.
Используется два вида контроллера в основе ЧПУ. Что это такое? Все работает аналогично настольному компьютеру. Только один контроллер используется для отслеживания положения осей станка. Второй же считывает состояние периферийных устройств, датчиков, систем безопасности.
Образное описание работы оборудования
Металлообработка резанием в настоящее время ассоциируется с аббревиатурой ЧПУ. Что это такое, можно пояснить на примере обычной дрели:
- Руками можно осуществить обработку заготовки сверлом с любой стороны. Аналогично на станке при наличии нескольких осей можно подвести инструмент с любой координаты.
- Система ЧПУ осуществляет одновременное движение осей. Копируется объемное перемещение, а соответственно получаются идеальные по геометрической форме изделия.
- Руками невозможно вымерять микронные перемещения. Станки с ЧПУ постоянно контролируют положение фрезы, внося коррекции при изменении нагрузки автоматически.
Аббревиатура
Для ЧПУ расшифровка:
- Ч (числовое) — все математические операции производятся в двоичном коде. Круговые и линейные перемещения преобразуются в количественные величины с определённым шагом (часто встречается точность в 0,01 микрона).
- П (программное) — все этапы процесса записаны в виде простейших циклов. Задачей оператора является подбор определённых параметров согласно чертежу детали. Обработка после загрузки в память не требует участия человека. Иногда вносятся коррекции по окончании цикла реза.
- У (управление) — процесс обработки полностью автоматизирован. Незаметно происходит контроль нагрузок по осям, положение круговых и линейных датчиков. Также учитываются механические люфты, заданные коэффициенты твердости заготовки и влияние температуры окружающего воздуха.
В аббревиатуре ЧПУ расшифровка скрывается более обширная: система управления способна одновременно проводить десятки сотен операций. Сложные конструкции могут иметь более 12 осей. Точность перемещения каждой более 0,01 мкм. Производимые на таких станках детали используются в космических аппаратах, микрохирургии, точных механизмах.
Области применения
Числовое программное управление часто внедряется в старое оборудование, где сохранилась приемлемая по допускам механика. Это могут быть станки для деревообработки, для создания печатных плат, по работе с металлами. Практически любая конструкция может оснащаться ЧПУ-системами, где присутствует хотя бы 2 контролируемых оси.
На современных станках ЧПУ ставится практически всегда. Это могут быть:
- плазморезы;
- прошивные станы;
- гидравлические прессы;
- фрезерные и токарные конструкции;
- порталы;
- там, где присутствует координатная обработка;
- 3D-принтеры.
Сложные станки с визуализацией не требуют от оператора глубоких знаний технических узлов. Он может полностью сосредоточиться на выполнении технологии. Основной задачей является подбор правильного инструмента, выбор точек привязки к детали и контроль получаемых размеров.
Большинство математических вычислений машина берет на себя. Так для выполнения реза по окружности достаточно указать центр, радиус и направление. Если же резец идёт по контуру, то указывается только конечная точка каждого участка.
Управляющие команды
Программы для ЧПУ имеют стандартный вид практически на системе любого производителя. Машинные коды понятны железу и легко переносятся с одного станка на другой. Визуальное оформление часто отличается.
Станки могут дополняться уникальными приложениями для быстрого создания управляющих программ. Такие разработки присутствуют в системах Heidenhain, Siemens. Оператору облегчают жизнь так называемые стандартные циклы.
Более просто управляющие программы создаются на собственном ПК и с помощью флеш-USB переносятся в станок. Однако у многих производителей до сих пор существуют жёсткие правила написания кодов. Но этот барьер совместимости систем легко преодолевается установкой дополнительного ПО.
Приложения для написания управляющих программ поставляются со станком, доступны в интернете. Также их всегда можно купить у авторов. Взломанные версии незаконны, но они тоже встречаются в свободном доступе.
Какие системы бывают?
В настоящее время в РФ распространено несколько систем с ЧПУ: Fanuc для небольших по размерам станков, Heidenhain отличается простотой создания программ прямо с пульта оператора, Siemens выбирают благодаря универсальности и возможности быстрой модернизации станка.
Перечисленные фирмы наиболее продаваемые. Существует ряд других систем: "Балт систем" - отечественная компания с иностранным прошлым, Okuma - азиатский конкурент (Япония), Mitsubishi Electric, Schneider Electric (Франция).
www.syl.ru
Какая расшифровка у ЧПУ аббревиатуры и как работают станки на основе ЧПУ
Многие начинающие мастера по изготовлению мебели сталкиваются с необходимостью создания фасадов на основе плит МДФ. Причем требования к изделиям в условиях высокой конкуренции – достаточно высоки.
Изделия должны быть качественными, отвечать современным стандартам и трендам, кроме того, чтобы иметь стабильный поток клиентов, их заказы предприниматель должен выполнять как можно быстрее. Сделать работу качественно и быстро можно лишь при условии применения технологичных приспособлений для работы. В данном случае – это станки с ЧПУ. Что они представляют собой и как работают, мы и расскажем ниже.
Что означает данная аббревиатура?
Расшифровка этого понятия такая: Числовое Программное Управление. То есть, станок, работающий на числовом программном управлении, способен совершать те или иные действия, которые ему задаются при помощи специальной программы. Параметры работы станка задаются посредством цифр и математических формул, после этого он выполняет работу согласно указанным программой требованиям. Программа может задавать такие параметры, как:
- мощность;
- скорость работы;
- ускорение;
- вращение и многое другое.
Особенности станков с ЧПУ
Техника создания мебельных деталей на современном приборе данного типа включает в себя несколько этапов работы:
- формируется модель будущей заготовки посредством специальных графических программ на компьютере, она может быть выполнена как в двухмерном, так и трехмерном виде;
- с помощью специальной программы для оборудования с ЧПУ готовая модель отцифровывается в управляющую программу;
- далее файл с управляющей программой вводят в память ЧПУ, и станок приступает к выполнению работы.
Все механические действия, которые выполняет оборудование, являются воплощением последовательности, которая прописана в управляющей программе.
Современные станки с ЧПУ являются сложными электромеханическими приборами и требуют квалифицированного применения. В основном работа станка осуществляется посредством двух человек:
- наладчика;
- оператора станка с ЧПУ.
Наладчику вверяется более сложный массив работы, он выполняет действия по наладке и переналадке прибора, а оператор должен следить за рабочим процессом и осуществлять легкую наладку.
Действия наладчика и оператора станка с ЧПУ
Этапы работы наладчика выглядят следующим образом:
- подбор режущего инструмента согласно карте, проверка его целостности и заточки;
- подбор по карте наладки заданных размеров;
- установка режущего инструмента и зажимного патрона, проверка надежности крепления заготовки;
- установка переключателя в положение «От станка»;
- проверка рабочей системы на холостом ходу;
- введение перфоленты, которое проводится после проверки лентопротяжного механизма;
- проверка правильности заданной программы для пульта и станка ЧПУ и системы световой сигнализации;
- крепление заготовки в патрон и установка переключателя в режим «По программе»;
- обработка первой заготовки;
- измерение готовой детали, внесение поправок на специальные переключатели-корректоры;
- обработка детали в режиме « По программе» второй раз;
- осуществление замеров;
- перевод переключателя режима в положение «Автомат».
На этом процесс наладки окончен и к работе приступает оператор станка ЧПУ. Он должен выполнить такие действия:
- менять масла;
- чистить рабочую зону;
- смазывать патроны;
- проверять станок на пневматику и гидравлику;
- проверять точные параметры оборудования.
Перед тем как приступить к работе, оператор станка ЧПУ должен проверить его на работоспособность посредством специальной тестовой программы, также ему следует убедиться в том, что подана смазочная жидкость и в том, что в гидросистеме и ограничивающих упорах присутствует масло.
Помимо этого, он должен проверить, насколько надежно крепление всех приборов и инструментов, а также то, насколько мебельная заготовка соответствует заданному технологическому процессу станка. Далее следует провести замеры на предмет возможных отклонений от точности настройки нуля на приборе и других параметров.
И только после этих манипуляций можно включать сам станок ЧПУ:
- заготовку устанавливают и закрепляют;
- потом вводится программа работы;
- в считывающее устройство заправляется перфолента и магнитная лента;
- нажимаем «Пуск»;
- после того как первая деталь обработана, производятся ее замеры на предмет соответствия с заданной ранее моделью.
Сферы применения станков с ЧПУ
Станки на основе ЧПУ применяются в разных отраслях по оказанию услуг и производстве:
- для обработки древесины и плит из дерева;
- для обработки пластика;
- камней;
- сложных изделий из металла, включая ювелирные изделия.
Приборы с ЧПУ имеют ряд таких функций, как:
- фрезерование;
- сверление;
- гравировка;
- распил;
- лазерная резка.
Некоторые модели станков с ЧПУ имеют возможность совмещать одновременно разные виды обработки материалов, тогда их называют обрабатывающими центрами на основе ЧПУ.
Преимущества станков с ЧПУ
Применение на производстве станков и обрабатывающих центров на основе ЧПУ позволяет вовремя выполнить такие работы, которые бы без их использования были неосуществимыми. Например, при производстве таким способом мебельных фасадов из МДФ, можно выполнить сложные рельефные декоры, которые вручную сделать просто невозможно. Так, благодаря специальным графическим программам для проектирования можно воплотить самые смелые дизайнерские решения.
Кроме того, массовое производство фасадов МДФ с помощью широкоформатных станков с ЧПУ возможно без необходимости предварительно раскраивать плиты и позволяет делать полный цикл их обработки, это значительно экономит время и рабочую силу.
Цена оборудования на основе ЧПУ такова, что нужно перед его покупкой хорошо подумать, будет ли это экономически выгодно конкретно для ваших производственных мощностей. Если у вас есть стабильный поток клиентов, и они готовы платить за оригинальные дизайнерские решения, то можете смело вкладывать средства в такое оборудование.
Особенность станков на основе ЧПУ – это их надежность и возможность бесперебойной работы в течение многих лет. Но при работе с ними нужно соблюдать все правила безопасности, а также подбирать только квалифицированных операторов и наладчиков. Некачественная работа персонала может вывести прибор из строя раньше положенного срока.
Оцените статью: Поделитесь с друзьями!Что такое станок ЧПУ?
Станок с числовым программным управлением (ЧПУ). Сама-по себе система ЧПУ была разработана для наведения торпед в подводных лодках. Ввел координаты, нажал на пуск - торпеда пошла. Потом начали думать как использовать данный принцип программирования в мирных целях. И придумали такие станки. Принцип прост: есть деталь (например что-то зажатое в патрон токарного станка с ЧПУ), есть инструмент которым деталь обрабатывается (например какой-либо резец). Инструмент может двигаться по соотношению к детали либо в 2-х координатах, либо во всех 3-х (в токарных станках с ЧПУ, в 2-х). Инструмент сам приближается к заготовке, деталь обрабатывается, инструмент отходит назад, Вы вынимаете деталь, и вставляете следующую заготовку.
Понятное дело, что такие станки нужны только для массового производства одной детали, с одинаковых заготовок. Ведь если надо сделать 10 разных деталей за день, то на одном станке с ЧПУ только написание 10 программ может занять 3 дня... А еще проверка, подбор и установка и привязка инструмента... Только для массового производства одной детали с одинаковых заготовок.
Если деталь обрабатывается достаточно долго, то один оператор может одновременно работать и на 2-х и на 3-х станках. Зажал заготовку, нажал на кнопку, и пошел к следующему станку.
Они (станки с ЧПУ) есть разные. И для деревообработки, но все чаще они встречаются в металлообработке. Они есть и токарные, и фрезеровочные, и черт еще знает для чего. Лично я имел опыт обслуживания, ремонта, и написания программ на токарных станках с ЧПУ 1В340Ф30.
1В340Ф30 в принципе полноценный токарный станок с ЧПУ. На нем может быть установлено сразу 5 инструментов, которые сами меняются (программно). Например зажал в патрон заготовку, и смотришь: один резец сделал продольную проточку (снял внешний слой металла), потом суппорт отъехал, произошла смена инструмента, уже второй резец нарезал резьбу, потом суппорт снова отъехал, произошла смена инструмента, уже сверло просверлило заготовку насквозь, суппорт снова отъехал, произошла смена инструмента, и тоненький резец вошел внутрь заготовки (через отверстие которое просверлило сверло) и сняло внутреннюю фаску, сделало точную внутреннюю проточку, и сняло внутренюю фаску с другой стороны. Интересное это дело - наблюдать за процессом обработки детали на токарном станке с ЧПУ, скажу я Вам.
www.remotvet.ru
Что такое станки с ЧПУ
Станки с ЧПУ (числовым программным управлением) – это высокотехнологичное оборудование, в котором исполнительные устройства (приводы) управляются автоматически. Приводы, управляемые по определенной программе, приводят в действие рабочий элемент станка – таков принцип работы оборудования с ЧПУ. В зависимости от назначения станка рабочим элементом может быть шпиндель, сверло, пуансон и т.д.
Парк станочного оборудования, оснащенного ЧПУ, огромен и разнообразен. Достаточно перечислить лишь самые основные: это токарные, фрезерные, шлифовальные, металлорежущие, сверлильные станки, которые подразделяются на множество типов и модификаций. Сложное и многообразное производство требует такого же сложного оборудования. Однако, при всем многообразии типов и моделей принцип работы станков с ЧПУ сводится к наличию программного обеспечения, задающего алгоритм работы станка.
В состав системы ЧПУ входит:
- пульт оператора, который предназначен для управления станком в ручном режиме при подготовке станка к работе по программе. Он позволяет вводить программу управления станком, задавать режимы его работы, при аварийной ситуации отключить станок для устранения неполадок;
- панель оператора (дисплей) отображает текущую информацию о работе станка и выполняемой программе. Оператор может визуально контролировать ход выполнения технологической операции, видеть сообщения об авариях и возникших неполадках;
- контроллер, который представляет собой микросхему с программой работы данного станка. Это устройство служит, например, для задания траектории движения рабочего инструмента, для команд выполнения технологических операций, для изменения управляющих программ и т. д.;
- ПЗУ (постоянное запоминающее устройство) -это постоянная память, которая предназначена для долговременного хранения системных программ и констант, определяющих конфигурацию данного станка; информация в ПЗУ может быть только для чтения;
- ОЗУ (оперативное запоминающее устройство)- это оперативная память, предназначенная для кратковременного хранения файлов системных и управляющих программ, используемых в текущий момент; ОЗУ предназначено для хранения информации, меняющейся в ходе выполнения программы, используется как для записи, так и для чтения информации.
Станки с ЧПУ не требует высокой квалификации специалиста - станочника, достаточно обучить персонал приемам управления программой. Станки с ЧПУ – это современное оборудование, позволяющее обеспечить высокую производительность труда при отменном качестве производимых работ. Использование таких станков значительно повышает общий уровень культуры производства.
3d-stanki.ru
Что такое токарный станок с ЧПУ и как он работает?
Токарные станки с ЧПУ дают возможность производить высококачественные металлические изделия, которые отличаются большой точностью геометрических показателей. Подобные устройства, изготавливаемые российскими и иностранными предприятиями, являются весьма эффективными и исключительно надежными.

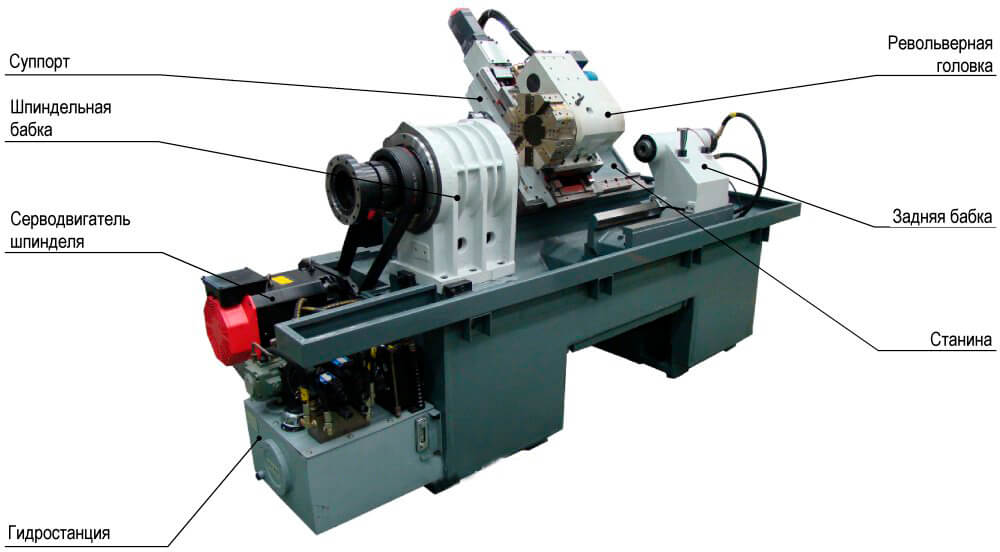
Конструкция
Токарный станок с ЧПУ по металлу, применяемый сегодня множеством производственных организаций, представляет собою современное устройство, посредством которого возможно очень точно обрабатывать металлические заготовки. Станки токарные располагают некоторыми особенностями конструкции:
- в передаточных приводных элементах данного оснащения почти нет промежутков;
- несущие части, которые имеются в ЧПУ станке, являются достаточно жесткими;
- кинематические цепи располагают небольшой длиной. Число механических передач, составляющих цепи, довольно мало;
- в станке токарном ЧПУ есть особые сигнализаторы, которые предназначены для обратной связи;
- оборудование весьма устойчиво к вибронагрузкам, которые всегда возникают при обработке деталей;
- гидравлика и иные части устройства перед началом обработки прогреваются посредством особых систем. Благодаря этому уменьшается вероятность термодеформации при работе оборудования.
На токарный автомат с ЧПУ ставятся направляющие, которые характеризуются высокой износоустойчивостью, сниженным коэффициентом трения. Благодаря этому обеспечивается отличная точность металлорежущей обработки, уровень рассогласования уменьшается, все подвижные части двигаются по установленным параметрам с наивысшей точностью.
Направляющие элементы токарного станка сделаны таким образом, что при высокоскоростной обработке и быстром нагревании коэффициент трения не меняется. В качестве элементов качения выступают специальные ролики.
Разумеется, направляющие станков ЧПУ токарных, на которых металлические заготовки обрабатываются на больших скоростях, должны быть достаточно жесткими. Жесткость достигается посредством натягивания, выполняемого особыми регулирующими агрегатами. Для уменьшения трения направляющие части станка токарного с ЧПУ производят из определенных материалов. Направляющие могут быть пластиковыми (фторопластовыми), чугунными, стальными. От их расположения зависит то, к какой группе станков будет причислено оборудование. Направляющие обычно располагаются по горизонтали, вертикали либо под наклоном.
Для придания жесткости несущим частям устройства их делают в коробчатой форме, с поперечными и продольными гранями внутри. Производство осуществляется посредством литья, сваривания. Если в прошлом для изготовления несущих частей токарного станка применяли лишь чугун/сталь, то сегодня множество иностранных предприятий делают колонны, станины и салазки из бетона, в который добавлены полимерные либо гранитные элементы. Это обеспечивает им хорошую жесткость, высокую стойкость к вибронагрузкам.
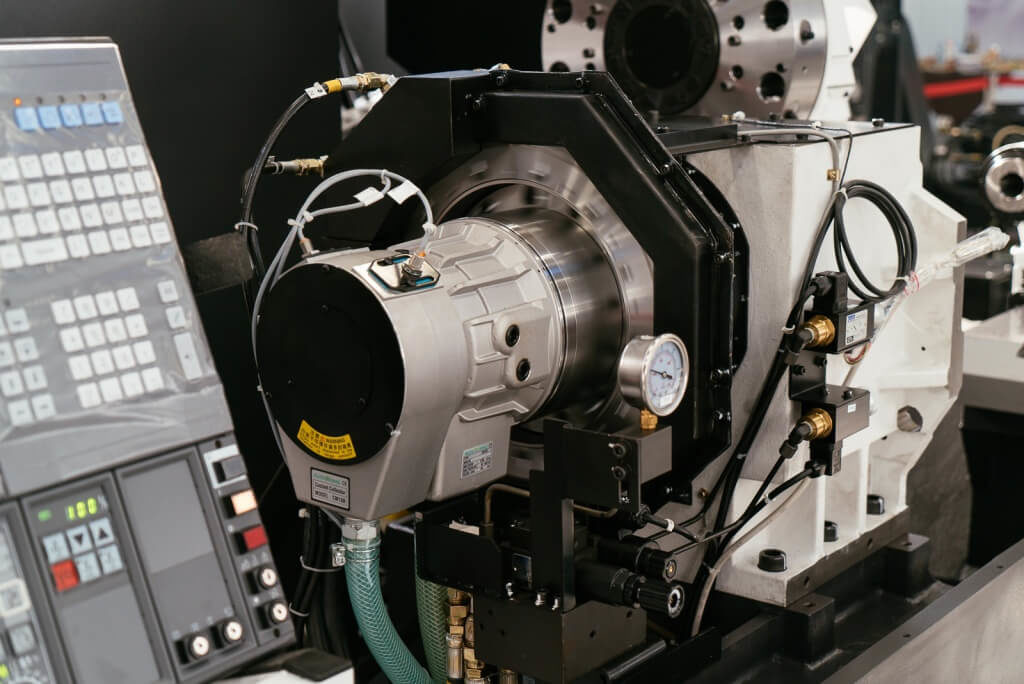
Значимой частью всякого металлорежущего оснащения считается шпиндель, который испытывает серьезные нагрузки при выполнении токарной обработки. Ввиду этого все основные и посадочные части шпинделя, его шейки должны иметь высокую износостойкость. Подшипники, устанавливаемые в опоры шпинделя, позволяют ему точно вращаться.
У токарных станков по металлу с ЧПУ шпиндель конструктивно более сложен. Обусловлено это тем, что в него монтированы вспомогательные элементы: зажимы для рабочих приспособлений, которые функционируют автоматически; датчики, предназначенные для диагностирования оснащения и адаптивного управления обработкой. На токарном оборудовании с числовым программным управлением шпиндель может располагаться горизонтально либо вертикально.
Классификация
Токарные станки по типу системы автоматического контроля возможно разделить на 3 группы:
- Контурная. Программируется траектория движения инструмента и контроль за правильностью проведения обработки.
- Позиционная. Осуществляется программирование точечных координат, которые должен иметь инструмент после окончания обработки.
- Адаптивная. Контурная система совмещается с позиционной.
По маркировке российских станков токарно винторезных с ЧПУ довольно легко установить, к какой группе они относятся. Буквы и цифры, которые стоят в конце маркировочной надписи, означают систему, по которой программируется оборудование.
- Ф1 – инструмент двигается по заранее введенным координатам. Есть числовая индикация.
- Ф2 – инструмент перемещается позиционно.
- Ф3 – устройство программируется контурно.
- Ф4 – горизонтальный/вертикальный токарный станок с ЧПУ программируется адаптивно.

В маркировке определенных токарных/фрезеровочных/винторезных станков возможно увидеть надпись С1/2/3/4/5. Она указывает на то, что настольный токарный или какой-либо иной станок располагает особенными возможностями. К примеру, станки С1/2 имеют низкий предел подач, малый диапазон их регулирования. Винторезные станки С3/4/5 располагают расширенным диапазоном подач.
Устройства С4/5 возможно применять для качественного проведения различных технологических операций. К примеру, с их помощью нарезают резьбу внутри и снаружи, обрабатывают детали, которые имеют форму цилиндра/конуса.
Программирование
Чтобы эксплуатация токарно фрезерных обрабатывающих центров с ЧПУ была по максимуму эффективна, нужно хорошо продумать техпроцесс обрабатывания, разработать программу, управляющую работой устройства. При решении данных вопросов необходимо принимать во внимание множество важных факторов: привязку координатной системы, положение детали и инструмента.
При разработке программы для токарно фрезерного центра с ЧПУ учитывают тот факт, что инструмент двигается по осям координат обрабатываемой заготовки, закрепленной неподвижно. Инструмент перемещается прямолинейно по осям, которые расположены параллельно осям обрабатываемой детали.
Суть программирования одной операции, которая выполняется на токарно фрезерном станке с ЧПУ, состоит в описании траектории, проходимой инструментом для формирования детали с определенной геометрией.
При разработке программы, по которой будет работать ЧПУ станок, следуют таким правилам:
- техпроцесс проходит в 3 стадии: черновое, чистовое обрабатывание, отделка. Для повышения производительности и снижения трудоемкости черновую и чистовую обработку проводят в один этап;
- для минимизации погрешностей фиксации и базирования заготовки ее технологические и конструкторские базы объединяют;
- обтачивать заготовку рекомендуется с наименьшим числом ее установок;
- нужно рационально подходить к обрабатыванию деталей. Обтачивать элементы деталей в форме конуса/цилиндра лучше после завершения обрабатывания частей, являющихся достаточно жесткими.
В техпроцессе, предполагающем применение токарно фрезерных центров с ЧПУ, под операцией понимается обрабатывание, осуществляемое на одном устройстве. Операции делятся на переходы. Переходы, в свою очередь, подразделяются на проходы, могут быть:
- позиционными;
- элементарными;
- инструментальными;
- вспомогательными.
Следуя правилам составления программ для токарно фрезерных центров с ЧПУ, возможно обеспечить отличное качество обработки. В программе пользователь может указывать такие параметры:
- число переходов, проходов;
- общее количество установок;
- тип обрабатывания детали;
- число инструментов, их типоразмеры.
Когда конструкция устройства это допускает, надо все инструменты, которые принимают участие в обрабатывании, располагать в одном держателе резцов. Если осуществить подобное не представляется возможным, необходимо предусмотреть в программе остановку обрабатывания, чтобы можно было заменить резец.
Токарные станки с противошпинделем с ЧПУ осуществляют разные операции посредством специальных инструментов:
• расточка – резцы, пластинки которых зафиксированы механически;• нарезка резьбы – сборные инструменты с тремя гранями;• обрабатывание отверстий, подрезание – инструменты в виде ромба с пластинками из твердых сплавов.
Приводы, дополнительное оснащение
В токарно фрезерных станках ЧПУ применяют разные виды электродвижков. В маломощном оборудовании применяют движки постоянного тока, в более мощном – переменного. Российские изготовители, которые выпускают токарные и фрезерные станки по металлу, оборудуют асинхронными электромоторами с 4-мя полюсами. Они могут бесперебойно функционировать даже в жестких условиях.
На токарный и фрезерный станок с ЧПУ по металлу ставится дополнительное оснащение. К нему причисляются:
- агрегаты загрузки;
- устройства, зажимающие деталь;
- механизмы смазывания;
- агрегаты, предназначающиеся для убирания стружки, образующейся при обрабатывании;
- устройства, позволяющие быстро сменять резцы.
Подводя итоги, нужно сказать, что двухшпиндельный станок с ЧПУ более производительный и надежный, чем стандартные устройства, применяющиеся для обрабатывания разнообразных металлических деталей. Многие модели позволяют выполнять фрезерование заготовок. На российском рынке есть оборудование от разных изготовителей, как отечественных, так и иностранных. По качеству оснащение из РФ ничем не хуже зарубежных станков. Любое предприятие может приобрести устройство, оптимально подходящее для его нужд. Это может быть фрезерный, шлифовальный, токарно карусельный станок с ЧПУ.
Скачать ГОСТ
ГОСТ 21608-76 “Станки токарные с числовым программным управлением. Основные параметры и размеры”
oxmetall.ru
Cтанки с числовым программным управлением (ЧПУ)
Cтанки с числовым программным управлением — современное прогрессивное металлорежущее оборудование автоматически, с высокой производительностью и точностью обрабатывает (точением, сверлением, фрезерованием, шлифованием) различные детали, в том числе сложные корпусные. На таком оборудовании автоматически и бесступеичато меняются частоты вращения, шпинделей и скорости подач суппортов, столов и других механизмов, которые также автоматически устанавливаются в заданных положениях и закрепляются. Смена режущего инструмента, предварительно настроенного, также происходит автоматически.
Однако на ряде моделей станков с ЧПУ режущий инструмент меняет оператор.
Понятие о программном управлении
При автоматическом управлении станком команды в необходимой последовательности задают программоносителем. Программоносителями могут служить кулачки, копиры, упоры и т. д., по командам которых работают автоматы, полуавтоматы, копировальные станки и др. При смене объекта производства заменяют кулачки, копиры и другие элементы новыми.
В станках с программным управлением применяют программоносители в виде перфокарт, перфолент, магнитных лент, содержащие информацию. Такие программоносители позволяют автоматизировать процесс подготовки программ с меньшими затратами.
На программоносителе может быть представлена геометрическая и технологическая информации. Технологическая информация содержит данные о последовательности ввода в работу различных инструментов, изменение режимов резания, включение и переключение частот вращения шпинделя и др. Геометрическая информация характеризует форму, размеры элементов изделия и инструмента и их взаимное положение в пространстве.
По виду управления станки с программным управлением (ПУ) делят на станки с системами циклового программного управления (ЦПУ) и станки с системами числового программного управления (ЧПУ). в станках с ЧПУ в программоноситель вводят только технологическую информацию, а размерная настройка обеспечивается на станке упорами. В станках с ЧПУ управление осуществляется от программоносителя, на который закодированы как технологические, так и размерные информации.
Применение станков с ЧПУ позволяет высвободить большое число универсального оборудования и обеспечить высокую производительность труда.
Однако поддержание этих станков в работоспособном состоянии требует высокой квалификации слесарей-ремонтников, электроников и электриков.
Конструктивные особенности станков с ЧПУ
Известно, что квалифицированный рабочий, хорошо знающий свой станок, может изготовлять на нем высококачественные детали, даже если станок изношен и не соответствует техническим условиям. С другой стороны, малоквалифицированный станочник не всегда умеет обеспечить обработку заготовок с необходимой точностью на хорошем станке. При работе на универсальном оборудовании рабочий, являясь одним из звеньев системы управления, обеспечивает необходимую точность обработки, учитывая и корректируя возникающие отклонения. Станки с ЧПУ предназначены для универсального использования без участия рабочего. Поэтому к ним предъявляется ряд повышенных требований. С целью повышения жесткости и точности станины, стойки, столы и другие базовые сборочные единицы изготовляют с дополнительными ребрами жесткости, а приводы главного движения и подач выполняют с кинематической цепью минимальной длины с беззазорными зубчатыми (рис. 122—124) и шарико-винтовыми передачами. Последние в сочетании с напрвляющими качения исполнительных механизмов (столов, суппортов и др.) обеспечивают высокую динамическую жесткость, плавность перемещения и стабильность параметров при самых низких скоростях.

В приводах главного движения, механизмах подач для смены инструментов широко используются электромагнитные муфты, позволяющие автоматически переключать скорости, четко переключать передачи, осуществлять реверсирование и торможение.
Шпиндельные механизмы делают более жесткими за счет увеличения диаметров и усиления опор главным образом подшипниками качения с предварительным натягом. Эти конструкции усложняют еще и тем, что в них встраивают устройства для автоматического зажима и отжима инструментов.

Для точности позиционирования широко используются шаговые электродвигатели в сочетании с гидроусилителями моментов. Передачи в станках с системой ЧПУ выполняются как беззазорные, в том числе и зубчатые, передающие движение исполнительным механизмам.
Беззазорность в зубчатых зацеплениях достигается различными способами, ниже представлены некоторые из них. На рис. 122 показана беззазорная зубчатая передача. Это достигается радиальным сближением прямозубых зубчатых колес (изменением межосевого расстояния А между валами). Для этого осуществляют разворот эксцентриковой втулки 2 с валом 3. При этом обеспечивают умеренно плотное сцепление, при котором люфт между зубьями почти не ощутим.

На рис. 123 показана передача, у которой уменьшение люфта между цилиндрическими зубчатыми колесами 1,2 w 3 осуществляется разворотом колес 2 и 3 одного вала. Колесо 3 посажено на ступице колеса 2 (которое соединено с валом шпонкой 6) и скреплено с ним винтами 5. При этом каждое из колес 2 w3 работает одним противоположным профилем. Уменьшение зазора в зацеплении производится посредством эксцентрика.На рис. 124 показана беззазорная зубчатая передача со сдвоенными косозубыми колесами 5 и 7 с промежуточными полукольцами 2 и 6, соединенными винтами 4 и штифтами 3. Колесо 7 посажено на ступице колеса 5 по скользящей посадке и удерживается от разворота штифтами. Устранение зазора в этом зубчатом зацеплении осуществляют осевым сдвигом колеса 7 относительно колеса 5, при котором каждый из зубчатых венцов будет контактировать противоположным 8 м 9 (рис. 124) профилем с широким зубчатым колесом 1.
Чтобы устранить зазор, ослабляют винты, вынимают полукольца 2 и 6 и затем винтами 4 регулируют сцепление так, чтобы не было ощущение люфта при изменении направления вращения передачи. Далее щупом замеряют расстояние между внутренними торцами колес 5 и 7 с точностью 0,01 мм и по среднему значению трех замеров на разных участках шлифуют полукольца, которые устанавливают на место и закрепляют винты 4.Большие эксплуатационные преимущества направляющих качения по точности, жесткости, долговечности, низкому коэффициенту трения, и в частности роликовых опор с циркулирующими роликами (танкетки), обусловливают все большее их применение на современных станках, в том числе с ЧПУ.

Танкетки изготовляют разных типов и размеров, одна из них представлена на рис. 125. Она состоит из двух обойм, комплекта роликов 6, двух сепараторов 5, крепежных винтов 5, штифтов 7, 5 и направляющей 4.
Роликовые опоры, набитые смазкой ЦИАТИМ-201, монтируют на специальных платформах (монтажные подушки) в количестве одной — трех штук в зависимости от нагрузки и длины хода. Обоймы танкеток скрепляют с платформой 2 винтами 5, при этом добиваются, чтобы токарный станок с числовым программным управлением 16К20ФЗС4.

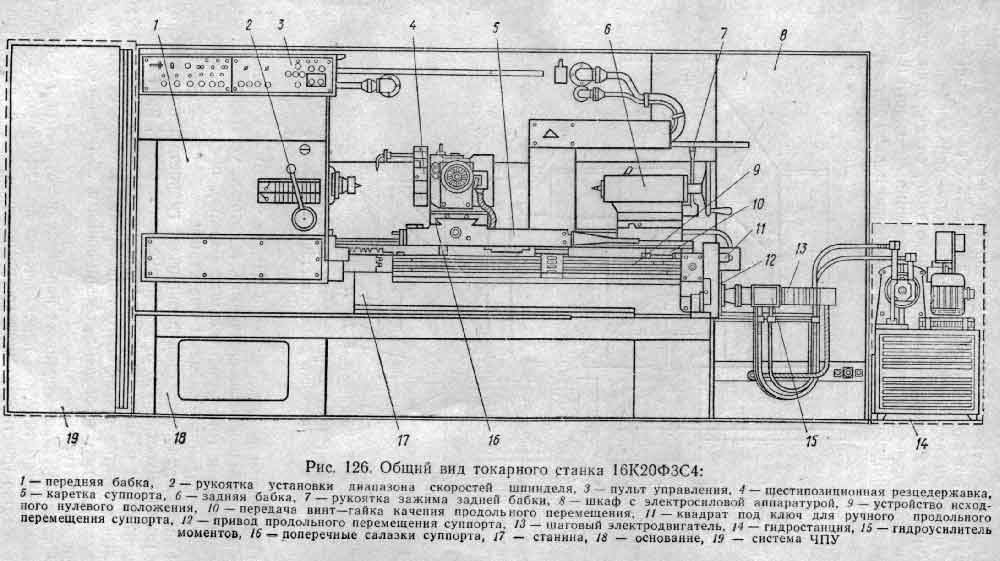
Станок 16К20ФЗС4 предназначен для обработки в полуавтоматическом цикле наружных и внутренних поверхностей и деталей типа тел вращения со ступенчатым и криволинейным профилем самой различной сложности, а также для нарезания резьбы.
Основание станка — монолитная отливка, на которой установлена станина. В левой нише основания размещена моторная установка, на задней части основание крепится автоматическая коробка скоростей (рис. 126).
Средняя часть основания служит сборником для стружки и охлаждающей жидкости.
Станина 17 (рис. 126) коробчатой формы, с поперечными ребрами П-образиого профиля. Для перемещения каретки суппорта (под Передвижным щитком) служит неравнобокая призматическая, передняя и плоская задняя каленые направляющие. На правой части станины крепится привод продольной подачи.
Привод главного движения включает электродвигатель, автоматическую девятискоростную коробку скоростей 3, переднюю бабку 16 (рис. 127), соединенные клиноременными передачами. В шпиндельной бабке предусмотрено переключение вручную рукояткой 2 (см. рис. 126) трех диапазонов скоростей, что вместе с девятьюскоростной коробкой скоростей обеспечивает получение частот вращения шпинделя от 12,5 до 2000 об/мин.
Привод поперечной подачи монтируется на задней стороне каретки суппорта и включает шаговый двигатель с гидроусилителем, одноступенчатый редуктор и передачу винт — гайка качения.
Суппорт и каретка — традиционного типа, отличаются увеличенной высотой каретки суппорта для повышения жесткости и возможности установки шарикового винта поперечной подачи диаметром 40 мм.
Поворотная резцедержавка 4 (см. рис. 126) — шестипознционная (с горизонтальной осью вращения), в которой устанавливается шесть резцов-вставок (инструментальных блоков), предварительно настроенных на заданные размеры вне станка.
Гидрооборудование станка включает гидростанцию с резервуаром для масла емкостью 100 л, регулируемым насосом, приводным электродвигателем и элементами фильтрации и охлаждения, гидроусилителями моментов продольного и поперечного ходов суппорта, магистральными трубопроводами, соединяющими сборочные единицы станка и аппаратуры.

Система ЧПУ обеспечивает перемещение суппорта по двум координатам, автоматическое переключение девяти скоростей шпинделя, индексацию шестипозиционного резцедержателя с автоматическим поиском требуемой позиции, а также выполнение ряда вспомогательных команд.Работа гидропривода происходит в соответствии с подачей электрических команд от системы управления (ЧПУ) к шаговым двигателям.При отработке шаговым электродвигателем (ШД) (рис. 128) какого-то числа электрических импульсов происходит поворот через муфту 7 входного вала и смещение посредством резьбового соединения 3 следящего золотника 2 гидроусилителя на соответствующую величину. Масло под давлением через щели следящего золотника и распределительного диска 4 воздействует на поршни 5 ротора гидроусилителя, который поворачивает выходной вал 6 пропорционально величине открытия щелей.

За счет энергии масла, подводимого к гидроусилителю, электрические сигналы малой мощности, поступающие на вход шагового электродвигателя, многократно усиливаются н преобразуются в синхронные (по отношению к валу шагового двигателя), вращение выходного вала гидроусилителя происходит с крутящим моментом, необходимым для перемещения рабочих (исполнительных) органов. При этом величина угла поворота выходного вала гидроусилителя определяется числом поданных импульсов, а скорость — частотой их следования. На данном станке каждый импульс обеспечивает линейные перемещения суппорта на 0,01 мм, а число импульсов составляет до 1000 в минуту, благодаря которым создаются различные скорости подач.
Техническое обслуживание и ремонт
Большая часть отказов присуща станку 16К20ФЗС4. Поэтому ниже приведены только некоторые технологические процессы регулировок, осуществляемых при техническом обслуживании, относящиеся только к этому станку с ЧПУ.
Регулировка натяжения ремней (см. рис. 127) привода главного движения осуществляется следующим образом:
- Натяжение ремней, идущих от шкива автомапической коробки скоростей (АКС) 3 к шкиву передней бабки 16, регулируют смещением АКС по горизонтальной поверхности кронштейна 7. Для этого предварительно ослабляют гайки 6, регулируют натяжение винтом 4 и затем закрепляют гайки.
- Натяжение ремней 9, передающих вращателыюе движение от электродвигателя к АКС, осуществляют смещением подмоторной плиты по вертикали гайкой 5, предварительно ослабив и затем закрепив болты 10 и 14. Натяжение peмнeй 9 в зависимости от натяжения ремней можно регулировать вертикальным перемещением кронштейна 7 вместе с АКС. Для этого ослабляют гайки 8, регулируют наряжения ремней винтом 2 и закрепляют ослабленные гайки.
- Натяжение ремня 13 (от электродвигателя к смазочной станции) производят смещением плиты 15 при помощи рычага (на рисунке не показан). Для этого ослабляют болты 12 и 14, смещают станцию и закрепляют.
Техническое обслуживание передач винт — гайка качения ВГК
Долговременная эксплуатация передач ВГК, обеспечивается высококачественрюй смазкой. Обязательным требованием к смазке является чистота (отсутствие посторонних частиц) и высокие антикоррозионные свойства.
Для смазки передач ВГК пользуются консистентной смазкой ЦИАТИМ-201. Передача должна быть защищена от попадания абразивной пыли, стружки и эмульсии.
Регулировкой натяга создают оптимальную жесткость и соответствующий ей расчетный крутящий момент холостого хода. При недостаточном натяге появляются недопустимые люфты, нарушается плавность перемещения сборочных единиц станка и снижается точность обработки изделий.Станки с ЧПУ, имеющие замкнутую систему управления, т. е. датчики обратной связи, при появлении зазора могут останавливаться или движение их сборочных единиц будет прерывистым.
Чрезмерный натяг приводит к защемлению тел качения, в результате чего появляются излишние напряжения в передаче, увеличиваются необходимые усилия на перемещение механизмов, повышается нагрев, не обеспечивается заданная скорость подачи, станки «захлебываются» — возможна остановка.
При проведении технического обслуживания и планового ремонта станка необходимо каждый раз безошибочно анализировать работу шариковинтового механизма. Для этого выявляют и измеряют «мертвый ход» привода всех механизмов (привода стола, каретки, суппорта, шпиндельной бабки и др.).
Суммарный «мертвый ход» является следствием накопления зазоров в механизмах привода (зубчатые и винтовые передачи, шпоночные и шлицевые соединения).
Суммарный «мертвый ход» отсчитывают по индикатору, установленному так, чтобы ось индикатора, проходящая вдоль измерительной иглы, совпадала с направлением предполагаемого перемещения конечного звена привода (стола, каретки, суппорта и др.). После установки индикатора подают определенное число импульсов (10—15) от пульта управления станка, затем переключают направление подачи на противоположное и после подачи аналогичного числа импульсов определяют величину, на которую стрелка индикатора не вернулась на нулевую отметку.
Суммарный «мертвый ход» регламентирован и должен соответствовать величине, указанной в руководстве по эксплуатации или в акте технической приемки — станка. Замер «мертвого хода» необходим для выявления целесообразности проведения регулировки передачи ВГК. Для регулировки передач осуществляют частичную разборку станка с целью доступа к нужному механизму.

Выборка зазора и регулировка натяга в паре ВГК поперечного перемещения суппорта (рис. 129) производится поворотом полу-гайки 4 относительно полугайки 2 с помощью шестерни 5 (на внутреннем венце 73 зуба, на наружном — 72).
Поворот шестерни 5 на один зуб относительно полугайки 4 приводит к осевому смещению на 1 мкм. Гайка защищена уплотнениями 6, поддерживаемыми крышкой и шестерней 5.
Регулировку натяга осуществлять в таком порядке:
- отвернуть винты и снять крышку 7;
- вывести шестерню 5 из зацепления с полугайкой 4 и корпусом 3;
- повернуть шестерню 5 относительно корпуса 3 и полугайки 4 на необходимое число зубьев и ввести в зацепление только с полугайкой 4;
- довернуть шестерню 5, а с ней и полугайку 4 до того момента, пока наружный венец шестерни 5 не будет иметь возможность войти в зацепление с венцом корпуса 3;
- после окончательной регулировки натяга надеть крышку 7 и притянуть винтами;
- проверить динамометром момент холостого хода, который должен быть 8 кгс/см.
Также Вам будет интересно:
chiefengineer.ru
Расшифровка ЧПУ или Что такое станки с ЧПУ?
Аббревиатура ЧПУ уже много десятилетий используется среди производственников в повседневных рабочих диалогах как обычный технический термин и не вызывает никакого интереса, так как фактически им всем известно, что она означает и о чем идет речь. Однако обычному обывателю, случайно вступившему в такие разговоры, расшифровка «ЧПУ» может оказаться недоступной, а собеседники наверняка не станут уточнять свою терминологию, или усмехнутся в ответ на некорректный вопрос.
Что такое ЧПУ
Все когда-нибудь слышали словосочетания: «станок ЧПУ», «оператор ЧПУ», «ЧПУ фрезерный», «программы для ЧПУ», «коды ЧПУ». Естественно многих заинтересовал вопрос, что такое ЧПУ. Итак! Дословно аббревиатура ЧПУ означает Числовое Программное Управление. Однако полностью уловить суть трех слов будет легче, если разобрать каждое из них по отдельности.
Управление – означает, что на какой-то замысловатый механизм (станок) будут подаваться команды, которые тот будет выполнять с заданной точностью. Например, переместить фрезеровальный узел на какое-то расстояние влево, вправо, вперед, назад, вверх, вниз, или наклонить на определенный угол, включить или выключить его. Параметры действий тех или иных узлов и агрегатов станка задаются с помощью Чисел. Для выполнения нескольких последовательных команд числа объединяют в специальные алгоритмы – Программы, которые вводятся в память блока управления станка. То есть, расшифровка ЧПУ означает станок или агрегат, который работает под Управлением Числовых Программ.
Сферы использования станков с ЧПУ
В настоящее время фактически во всех сферах промышленности используются станки с числовым программным управлением. Ни один машиностроительный завод не обходится без использования современного высокотехнологичного оборудования для изготовления сложных деталей из металла, пластика и прочих материалов. В легкой промышленности широко используются станки с ЧПУ для выкройки материи, кожи. В строительстве их используют для изготовления панелей сборных щитовых домов.
В мебельной промышленности фрезерный станок с ЧПУ позволяет добиться изумительных результатов при изготовлении мебельных фасадов из МДФ, пластика, массива дерева для кухни, гостиной или спальни. Многие ювелиры, для изготовления украшений из благородных металлов, используют гравировальные станки с ЧПУ. ЧПУ можно встретить в любом офисе. По его принципу работает принтер или факс.
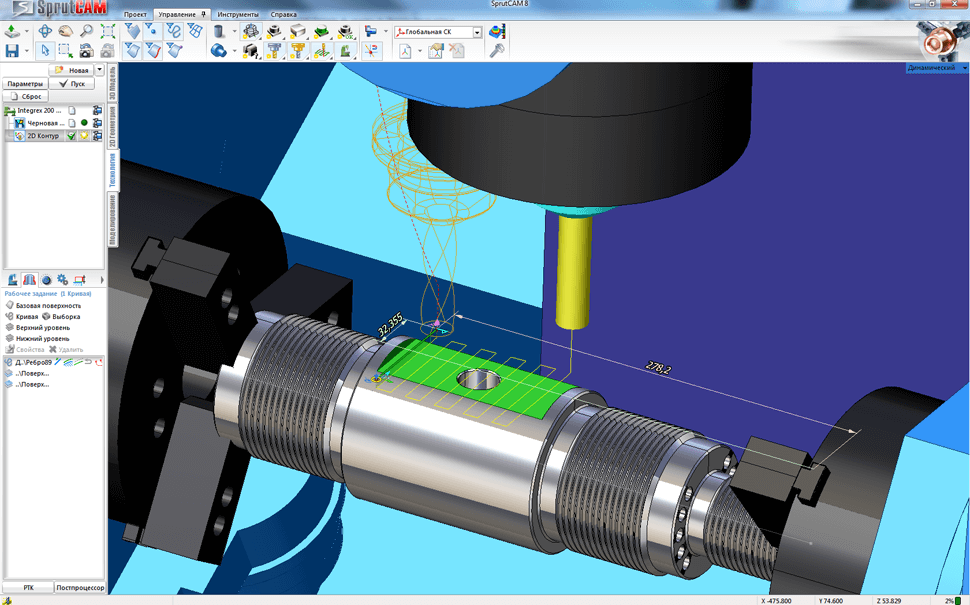
Основные принципы работы с ЧПУ
Чтобы получить готовое изделие с использованием станка с ЧПУ необходимо произвести несколько подготовительных операций. На первом этапе по заранее подготовленным чертежам в специальных компьютерных программах создается модель изделия в 2D или 3D формате. Затем программе задаются параметры рабочего инструмента (резца, фрезы, лазера) и компьютер производит расчет траекторий движения инструмента. После выбора оптимальной траектории, полученные векторы переводятся в буквенно-цифровой код – Управляющую Программу, понятную для конкретной модели станка с ЧПУ. Происходит как бы расшифровка ЧПУ кодов на понятный машиной язык.
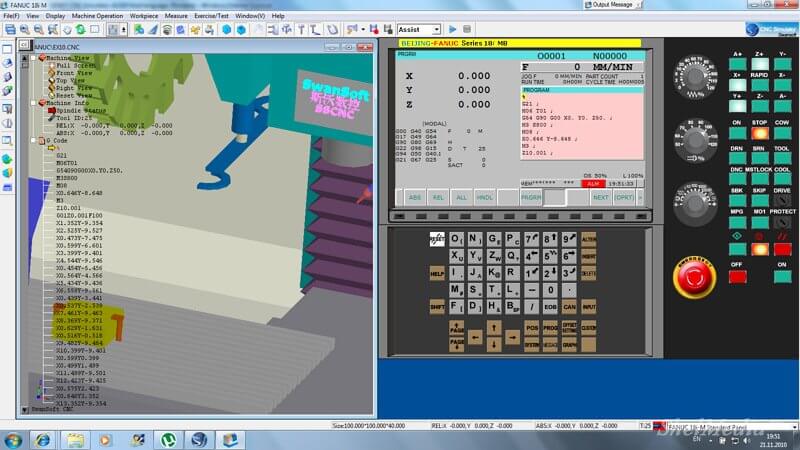
Управляющая программа вводится в операционную память процессора станка с ЧПУ. После ее запуска процессор в определенном порядке отдает команды силовым узлам и агрегатам на выполнение тех или иных операций для смены позиции обрабатываемой заготовки или режущего инструмента.
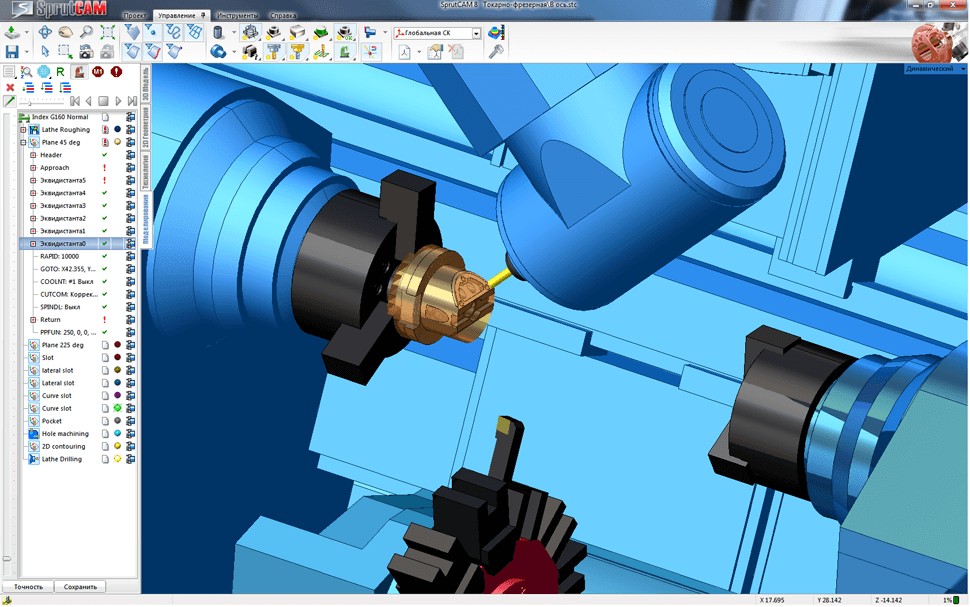
Программное обеспечение для станков с ЧПУ
Конечно, последовательность действий станка можно задать вручную, вводя с пульта управления координаты позиционирования инструмента относительно заготовки. Это легко сделать, если работать с несложными изделиями или требуется выполнить достаточно простые операции. Однако современный рынок требует все более сложные изделия, изготовить которые достаточно проблематично без использования компьютера и графических программ.
Ни один инженерно-технический отдел современного промышленного предприятия не обходится без набора специальных программ для работы с чертежами и графическими моделями изделий. Для работы на станках с ЧПУ разработана целая серия программного обеспечения. Например, в мебельном производстве наибольшую популярность получили программы «Type3» и «ArtCAM». С их помощью достаточно просто создать графическую модель заготовки и, тут же, создать векторы направления и параметры работы обрабатывающего инструмента.
С другой стороны, по заранее заготовленным эскизам можно создать 3D модель изделия, и задав параметры обработки, получить готовую управляющую программу для обработки заготовки на станке с ЧПУ. Если же вдруг возникли трудности с работой со сложными графическими рельефами, производители программного обеспечения предлагают широкий набор готовых решений от векторов до объемных моделей. В заключении хочется отметить, что работа на станках с ЧПУ требует высокой квалификации, широких познаний в электронике, механике и вычислительной технике и требует углубленного изучения. Однако цель данной статьи объяснить, что обозначает расшифровка ЧПУ, а прочие интересующие подробности можно легко найти на многочисленных ресурсах интернета.
stanki.chinaros.com