Технология гибки листового металла. Гибка металла что такое
Гибка листового металла - технология процесса
Гибка листового металла — одна из распространенных операций холодного и горячего деформирования. Она отличается малой энергоемкостью, и при правильной разработке техпроцесса позволяет успешно производить из плоских заготовок пространственные изделия различной формы и размеров.
Классификация и особенности процесса
В соответствии с поставленными задачами технология гибки листового металла разрабатывается для следующих вариантов:
- Одноугловая (называемая иногда V-образной гибкой).
- Двухугловая или П-образная гибка.
- Многоугловая гибка.
- Радиусная гибка листового металла (закатка) — получение изделий типа петель, хомутов из оцинковки и пр.
Усилия при гибке невелики, поэтому ее преимущественно выполняют в холодном состоянии. Исключение составляет гибка стального листа из малопластичных металлов. К ним относятся дюралюминий, высокоуглеродистые стали (содержащие дополнительно значительный процент марганца и кремния), а также титан и его сплавы. Их, а также заготовки из толстолистового металла толщиной более 12…16 мм, гнут преимущественно вгорячую.
Гибку сочетают с прочими операциями листовой штамповки: резку и гибку, с вырубкой или пробивкой сочетают довольно часто. Поэтому для изготовления сложных многомерных деталей широко используются штампы, рассчитанные на несколько переходов.
Особым случаем гибки листового металла считается гибка с растяжением, которую используют для получения длинных и узких деталей с большими радиусами гибки.
В зависимости от размера и вида заготовки, а также требуемых характеристик продукции после деформирования, в качестве гибочного оборудования используются:
- Вертикальные листогибочные прессы с механическим или гидравлическим приводом;
- Горизонтальные гидропрессы с двумя ползунами;
- Кузнечные бульдозеры — горизонтально-гибочные машины;
- Трубо- и профилегибы;
- Универсально-гибочные автоматы.
Для получения уникальных по форме и размерам конструкций, в частности, котлов турбин и т.п., применяют и экзотические технологии гибки листовой стали, например, энергией взрыва. В противоположность этому, вопрос — как гнуть жесть — не вызывает сложностей, поскольку пластичность этого материала — весьма высокая.
Характерная особенность листогибочных машин — сниженные скорости деформирования, увеличенные размеры штампового пространства, сравнительно небольшие показатели энергопотребления. Последнее является основанием для широкого производства ручных гибочных станков, предназначенных для деформации оцинкованного материала. Они особо популярны в небольших мастерских, а также у индивидуальных пользователей.
Несмотря на кажущуюся простоту технологии, баланс напряжений и деформаций состояния в заготовке определить затруднительно. В процессе изгиба материала в нем возникают напряжения, вначале — упругие, а далее — пластические. При этом гибка листового материала отличается значительной неравномерностью деформации: она более интенсивна в углах гибки, и практически незаметна у торцов листовой заготовки. Гибка тонколистового металла отличается тем, что внутренние его слои сжимаются, а наружные — растягиваются. Условную линию, которая разделяет эти зоны, называют нейтральным слоем, и его точное определение является одним из условий бездефектной гибки.
В процессе изгиба металлопрокат получает следующие искажения формы:
- Изменение толщины, особенно для толстолистовых заготовок;
- Распружинивание/пружинение — самопроизвольное изменение конечного угла гибки;
- Складкообразование металлического листа;
- Появление линий течения металла.
Все эти обстоятельства необходимо учитывать, разрабатывая технологический процесс штамповки.
Этапы и последовательность технологии
Здесь, и в дальнейшем речь пойдет о процессах штамповки листового металла в холодном состоянии.
Разработка проводится в следующей последовательности:
- Анализируется конструкция детали.
- Рассчитывается усилие и работа процесса.
- Подбирается типоразмер производственного оборудования.
- Разрабатывается чертеж исходной заготовки.
- Рассчитываются переходы деформирования.
- Проектируется технологическая оснастка.
Анализ соответствия возможностей исходного материала необходим для того, чтобы выяснить его пригодность для штамповки по размерам, приведенным на чертеже готовой детали. Этап выполняют по следующим позициям:
- Проверка пластических способностей металла и сопоставление результата с уровнем напряжений, которые возникают при гибке. Для малопластичных металлов и сплавов процесс приходится дробить на несколько переходов, а между ними планировать межоперационный отжиг, который повышает пластичность;
- Возможность получения радиуса гиба, при котором не произойдет трещинообразования материала;
- Определение вероятных искажений профиля или толщины заготовки после обработки давлением, особенно при сложных контурах у детали;
По результатам анализа иногда принимают решение о замене исходного материала на более пластичный, о необходимости предварительной разупрочняющей термической обработки, либо используют подогрев заготовки перед деформацией.
Обязательным пунктом при разработке технологического процесса считается расчет минимально допустимого угла гибки, радиуса гибки и угла пружинения.
Радиус гибки rmin вычисляют с учетом пластичности металла заготовки, соотношения ее размеров и скорости, с которой будет проводиться деформирование (гидропрессы, с их пониженными скоростями передвижения ползуна, предпочтительнее более скоростных механических прессов). При уменьшении значения rmin все металлы претерпевают так называемое утонение — уменьшение первоначальной толщины заготовки. Интенсивность утонения определяет коэффициент утонения λ, %, который показывает, на сколько уменьшится толщина конечного изделия. Если это значение оказывается более критичного, то исходную толщину s металла заготовки приходится увеличивать.
Для малоуглеродистых листовых сталей соответствие между вышеуказанными параметрами приведено в таблице (см. табл. 1).
Таблица 1

Таким образом, при определенных условиях металл заготовки может даже несколько выпучиваться.
Не менее важным является и определение минимального радиуса гибки, который также зависит от исходной толщины металла, расположения волокон проката и пластичности материала (см. табл. 2). В том случае, когда радиус гиба слишком мал, то наружные волокна стали могут разрываться, что нарушает целостность готового изделия. Поэтому минимальные радиусы принято отсчитывать по наибольшим деформациям крайних частей заготовки, с учетом относительного сужения ψ деформируемого материала (устанавливается по таблицам). При этом учитывают также и величину деформации заготовки. Например, при малых деформациях используют зависимость

а при больших деформациях — более точное уравнение вида

Таблица 2

Эффект вероятного пружинения можно учесть при помощи данных по фактическим углам пружинения β, которые приведены в таблице 3. Данные в таблице соответствуют условиям одноугловой гибки.
Таблица 3

Определение усилия гибки
Силовые параметры гибки зависят от пластичности металла и интенсивности его упрочнения в ходе деформировании. При этом значение имеет направление прокатки исходной заготовки. Дело в том, что после прокатки металл приобретает свойство анизотропии, когда в направлении оси прокатки остаточные напряжения меньше, чем в противоположном. Соответственно, если согнуть металл вдоль волокон, то при одной и той же степени деформации вероятность разрушения заготовки существенно уменьшается. Поэтому ребро гиба располагают таким образом, чтобы угол между направлением прокатки и расположением заготовок в листе, полосе или ленте был минимальным.
Для расчета силовых параметров уточняют, как будет выполняться деформирование. Оно возможно изгибающим моментом, когда заготовка укладывается по фиксаторам/упорам, и далее деформируется свободно, либо усилием, когда в завершающий момент процесса полуфабрикат опирается на рабочую поверхность матрицы. Свободная гибка проще и менее энергоемка, зато гибка с калибровкой дает возможность получать более точные детали.
Если упрочнение металла невелико (например, гнется изделие из алюминия, либо малоуглеродистой стали), то момент можно вычислить по зависимости:

где σт — предел текучести материала заготовки перед штамповкой.
Больший угол гиба (свыше 450) должен учитывать интенсивность упрочнения заготовки, которая зависит от размеров ее поперечного сечения:

где b — ширина заготовки.
Для расчета значений технологического усилия Р используют следующие зависимости. При одноугловой свободной гибке

 наибольшая деформация сечения заготовки;
наибольшая деформация сечения заготовки;
α — угол гибки;
σв — значение предела материала на прочность.
Когда гибка — несвободная (с калибровкой в конце рабочего хода ползуна), то для расчета усилия используют зависимость

где Fпр — площадь проекции заготовки, подвергаемой изгибу;
pпр — удельное усилие гибки с калибровкой, которое зависит от материала изделия:
- Для алюминия — 30…60 МПа;
- Для малоуглеродистых сталей — 75…110 МПа;
- Для среднеуглеродистых сталей — 120…150 МПА;
- Для латуней — 70…100 МПа.
Для выбора типоразмера оборудования, рассчитанные усилия увеличивают на 25…30%, и сравнивают полученный результат с номинальными (паспортными) значениями.
wikimetall.ru
Что представляет из себя гибка металла
Во время работы с металлом, на одном из этапов разработки необходимо проводить гибку (пластическое деформирование). Под гибкой металла подразумевают возможность изменения заготовки, и придание ей другой формы. Существует два основных способа гибки – механический и ручной, с применением особых механизмов. Под воздействием на поверхность металла меняется показатель его пластичности и производится перегибание одной стороны детали, по отношению к другой на определенный угол.
Что нужно учитывать, выполняя гибку металла самостоятельно?

Для правильного и безопасного выполнения нужно знать, что такое гибка металла и какие особенности встречаются в работе с материалом. Главные особенности, которые следует учитывать, чтобы получить качественную гибку в непрофессиональных условиях:
- Необходимо следить за радиусным показателем загиба, он обязательно должен быть больше чем толщина металла. Это нужно для того, чтобы избежать разрывов или трещин на поверхности.
- При толщине заготовки более десяти миллиметров самостоятельно его лучше не сгибать. Чтобы выполнить деформацию металлической пластины с такой толщиной, нужно создать определенные технические условия.
- Чтобы гибка металла прошла идеально, лучше всего подбирать заготовки из особых сплавов с высокими показателями пластичности. Лучше всего для этих целей подойдет железо, у которого в составе немного углеродных примесей.
- При нагреве металла существенно увеличиваются показатели его пластичности. В отдельных случаях именно это свойство способствует сгибанию материала и исключает появление на поверхности металла трещин и разрывов.
- Для обеспечения безопасности, работая с металлом необходимо использовать тиски, позволяющие зажимать как металл, так и молоток. При выборе инструмента стоит учесть, что чем больше толщина заготовки, тем мощнее должны быть сами тиски.
Какие инструменты и оснащение может понадобиться?

Часто в кузницах или мастерских, для того чтобы создать кованое изделие высокого качества, применяют специализированный ручной инструмент, с помощью которого производится сгибка металла. Чтобы механизировать такой процесс, применяют станки для листовой гибки, особые вальцы или роликовые станки.
Зная как производится, гибка металла, проще подобрать необходимый технологический процесс и оснащение для работы. Для механического способа сгибки используется также специальный станок и гибочные прессы, вальцовые устройства и роликовые агрегаты. Сегодня многие торговые марки предлагают различное оснащение для промышленного придания необходимой формы металлическим заготовкам, среди которых:
- гидравлические трубогибы;
- гибочные станки;
- станки для гибки арматуры;
- и другие.
Технология гибки листовых заготовок из металла
Отвечая на вопрос, что такое гибка металла, стоит отметить технологию обработки в гибочных штампах. Для этого лист металла отправляют в пресс и фиксируют в нем. Под давление прессовочного станка производится плавное сгибание листа. Эта технология предназначена для сгибания металлических заготовок, придавая им разные формы. Изделие, сделанное таким способом, получается прочным и ровным. Это позволяет изготавливать другие детали конструкции без применения сварочного аппарата.
У нас вы можете заказать услуги по сгибу металлических заготовок. Мы выполняем заказы на современном высокотехнологичном оборудовании нового поколения в кратчайшие сроки. Большой опыт и навыки работы в данной области позволяют решать задачи любой сложности и создать качественные конструктивные элементы для будущего изделия.
www.magniy-spb.ru
Гибка металла: виды технологий
В современной промышленности одно из значимых мест занимают услуги по гибке металла. Данные работы позволяют создавать сложные и прочные конструкции из таких материалов, как:
- алюминий;
- сталь;
- медь;
- латунь.
А также множества других сплавов. Раньше процесс производился вручную. Более подробно о том, как проходит современная гибка металла, можно узнать на странице https://www.lazer-nn.ru/gibka.html, там же можно заказать услуги по выполнению работ.
Что такое гибка металла
 Гибкой металла называется процесс, при котором листовой заготовке придается необходимая форма. При этом происходит деформация слоев. Внешний растягивается, а внутренний сокращается. Однако средняя прослойка вдоль оси гибки не претерпевает никаких изменений. Вследствие этого требуется наличие профессиональных расчетов. Они позволяют понять, как правильно изогнуть материал того или иного сечения.
Гибкой металла называется процесс, при котором листовой заготовке придается необходимая форма. При этом происходит деформация слоев. Внешний растягивается, а внутренний сокращается. Однако средняя прослойка вдоль оси гибки не претерпевает никаких изменений. Вследствие этого требуется наличие профессиональных расчетов. Они позволяют понять, как правильно изогнуть материал того или иного сечения.
Виды работ
Изначально существовала исключительно ручная гибка металлов. Для данного процесса использовались различные виды инструментов:
- молотки;
- зажимы;
- плоскогубцы.
Вся работа выполнялась вручную, из-за чего требовала больших затрат труда. Помимо этого, ручная обработка подразумевает возможность гибки металла толщиной не более, чем 0,6 мм. Исключением являются полосы и прутки.
С развитием технологий появилась возможность механической гибки металла при помощи специализированного оборудования. Также данный процесс именуется вальцеванием. В результате использования станков значительно сократилась потребность в применении силы. При этом появилась возможность обрабатывать более толстые листы материала.
Преимущества механической гибки
 За счет использования станков удалось получить сразу несколько преимуществ, которые были недоступны при ручном методе. К ним относят:
За счет использования станков удалось получить сразу несколько преимуществ, которые были недоступны при ручном методе. К ним относят:
- Увеличение точности. При использовании станков достигается максимальная точность. Ее обуславливает надежная фиксация и правильные расчеты.
- Снижение количества отходов. При ручном способе довольно часто образовывалось множество отходов за счет высокого риска брака деталей. Лишь немногие мастера могли безошибочно выполнять каждую работу.
- Отсутствие необходимости в физической силе. За счет того, что вся работа производилась вручную, ее качество напрямую зависело от силы мастера. Теперь же обработку выполняют станки, и от мастера требуется только умение правильно пользоваться техникой.
- Скорость работы. При ручной работе каждый изгиб обрабатывается по отдельности. Машины же могут единовременно изогнуть лист в нескольких местах, что значительно ускоряет процесс.
Благодаря такому количеству преимуществ, механический процесс смог занять большую часть рынка.
Современная гибка металла
Многие современные производства предлагают своим клиентам услуги по гибке металла. Одной из таких компаний является https://www.lazer-nn.ru, где также можно заказать и другие виды обработки. Например, лазерную резку.
rapidly.ru
Что такое гибка металла? - Hr-nsk.ru
 В изготовлении металлических конструкций очень часто бывает необходима гибка металла, при которой металлическая заготовка принимает заданную форму способом растяжения внешних слоев, размеры которых увеличиваются, и сжатия внутренних слоев, размеры которых уменьшаются.
В изготовлении металлических конструкций очень часто бывает необходима гибка металла, при которой металлическая заготовка принимает заданную форму способом растяжения внешних слоев, размеры которых увеличиваются, и сжатия внутренних слоев, размеры которых уменьшаются.
Слои металла, располагающиеся по оси сгиба, в своих параметрах остаются неизменными, поэтому при расчетах размеров заготовок ориентируются именно на эти слои металла.Таким образом достигается необходимая форма, размеры и дизайн металлического изделия. Если в прошлом подобные изделия производились вручную, то современные технологии предлагают автоматизированное производство с помощью высокотехнологичных станков.Такой подход делает возможным производить гибку металла как для различных областей промышленности, например для металлопроката, так и в индивидуальном строительстве.
Способом гибки металла изготавливаются нетиповые изделия, доборные детали, швеллеры уголки и  многое другое. Листовая сталь изгибается при такой обработке от 10 до 180 градусов. Швов на поверхности изделия не образуется.
многое другое. Листовая сталь изгибается при такой обработке от 10 до 180 градусов. Швов на поверхности изделия не образуется.
Листовая гибка металла производится, во-первых, вручную с применением плоскозубцев, молотков, плоскогубцев, тисков и, во-вторых, механически с использованием различных видов станков.
Ручная гибка металла – процесс весьма трудоемкий, поэтому такой обработке подвергается листовой металл маленькой толщины, а также металл полосовый и прутовый менее 0,7 мм толщиной. Процесс осуществляется с помощью листогибочных прессов или листогибочных вальцов, а также при помощи специальных роликовых гибочных станков.
 Гибка металла с использованием специальных станков снижает трудоемкость работы, количество брака, увеличивает производительность труда. Перед началом работы выставляются необходимые параметры в заданном положении, лист надежно крепится специальным механизмом. Станки нового поколения с ЧПУ осуществляют гибку металла быстро и с очень хорошим качеством. Работа занимает немного времени, почти не требует физических усилий оператора.
Гибка металла с использованием специальных станков снижает трудоемкость работы, количество брака, увеличивает производительность труда. Перед началом работы выставляются необходимые параметры в заданном положении, лист надежно крепится специальным механизмом. Станки нового поколения с ЧПУ осуществляют гибку металла быстро и с очень хорошим качеством. Работа занимает немного времени, почти не требует физических усилий оператора.
Благодаря гибке металла сегодня можно изготовить практически любые эксклюзивные декоративные элементы современного интерьера и экстерьера по индивидуальному заказу.
hr-nsk.ru
Гибка листового металла: радиус, технология, видео
Такая технологическая операция, как гибка листового металла, позволяет при минимальных физических усилиях сформировать заготовку требуемой конфигурации.
Альтернативой гибки металлического проката является сварочный процесс, однако в этом случае он занимает гораздо больше времени, да и в финансовом плане стоит несколько дороже.
Гибка листового металла может быть произведена ручным или автоматическим способом, однако и в том, и в другом случае технология самого процесса остается неизменной.
В том случае, когда осуществляется гибка проката, который имеет большой радиус, как правило, нейтральный слой располагается в средней части толщины.

В свою очередь, если взят минимальный радиус, то вышеупомянутый слой уже смещается непосредственно в сторону области сжатия материала.
На промышленных производствах технология гибки листового металла осуществляется при помощи специального оборудования, при этом производится предварительный расчет и учитывается соответствующий ГОСТ.
Технология гибки проката своими руками имеет свои особенности, притом, что также должен быть произведен необходимый расчет и взят во внимание ГОСТ.
В этом случае используется специальное приспособление, а чтобы изменить конфигурацию металлического листа, необходимо приложить определенные усилия и обязательно взять во внимание расчет.
Основные принципы гибки металла
Для изменения формы металлического проката можно использовать несколько различных методик.
Очень часто в этом случае используют сварку, однако такое тепловое воздействие на металл не только сильно влияет на его структуру, но и значительно снижает показатели его прочности, а соответственно, и уменьшает срок службы.
В этом случае изменить форму листового металла можно за счет определенного усилия, при котором в заготовке не происходят структурные изменения.
Особенности гибки металлического проката заключаются в том, что при выполнении этой слесарной операции происходит растяжение наружных слоев материала и соответственно сжатие внутренних.
Видео:
Технология гибки любого листового металла заключается в том, что часть проката перегибается по отношению к другой на строго определенный угол.
Получить величину заданного угла перегиба позволяет расчет.
Конечно, за счет прилагаемого усилия сам металл определенным образом подвергается деформации, которая имеет допустимый предел, который согласно ГОСТ зависит от таких параметров, как толщина материала, величина угла изгиба, а также хрупкости и скорости проведения операции.
Данная технологическая операция проводится на специальном оборудовании, которое дает возможность получить в итоге изделие без каких-либо дефектов.
В условиях, когда работа выполняется своими руками, для гибки металла используется специальное приспособление.
И в том, и в другом случае необходимо обязательно учитывать то, что если изделие будет согнуто с нарушениями, то на поверхности материала образуются микротрещины, которые впоследствии станут причиной ослабления металла непосредственно в месте изгиба, что может привести к серьезным последствиям.
Современные возможности позволяют проводить изгиб проката самой разной толщины, при этом создаваемое напряжение должно превышать такой параметр, как предел упругости.
В любом случае, деформация листового металла должна носить пластический характер.
Следует отметить, что получаемая таким образом бесшовная конструкция, будет иметь высокую прочность и обладать определенной устойчивость к воздействию коррозии.
Виды и типы гибки
Любая гибка металла может быть произведена как своими руками, так и с использованием специального профессионального оборудования, предназначенного для этих целей.
Следует отметить, что при выполнении данной технологической операции своими руками придется затратить определенные физические усилия и время.
Видео:
В этом случае гибка осуществляется при помощи плоскогубцев и молотка, в некоторых отдельных случаях используется специальное приспособление.
Следует отметить, что изгибание своими руками тонкого металлического листа, а также алюминия осуществляется с использованием киянки.
На промышленных предприятиях этот процесс стараются всячески автоматизировать и используют непосредственно для гибки вальцы ручного или гидравлического типов, а также специальные роликовые агрегаты.
К примеру, чтобы придать изделию цилиндрическую форму, изгиб металла осуществляют при помощи вальцев. Таким образом получают трубы, дымоходы, желоба и многое другое.
Наиболее часто на промышленных предприятиях гибка металла производится на специальных листогибочных прессах.
В зависимости от функциональных возможностей такие прессы могут иметь различное устройство и, соответственно, размеры.
Следует отметить, что современное оборудование позволяет выполнять высокотехнологичные операции с металлом.
Так, новые промышленные станки дают возможность за один рабочий цикл произвести одновременно загиб листа по нескольким линиям, что дает возможность выпускать детали любой сложности.
Как правило, такое оборудование достаточно легко эксплуатировать.
Перенастроить его на работу с другим материалом можно достаточно быстро.
Данная операция требует особого внимания при необходимости выполнить изгиб листового алюминия.
Связано это, прежде всего, с тем, что у листового алюминия параметры прочности и упругости имеют несколько отличные величины от других типов металлов.
Самостоятельная гибка
Каждый металл имеет свой ГОСТ, который следует обязательно учитывать, когда проводится расчет, при котором получается минимальный радиус изгиба листа.
Расчет, в котором указаны параметры, всегда индивидуален. Особенности гибки металлического листа учитывают не только минимальный радиус изгиба, но и коэффициент упругости, а также прочностные характеристики.

Гибка металлического листа позволяет получить профиля с различной конфигурацией, сборные перегородки, откосы, а также многие другие изделия.
Перед тем как перейти к гибке металла, необходимо сделать соответствующий расчет в соответствии с ГОСТ и определить минимальный радиус линии изгиба.
Также обязательно определяется и длина изгибаемой полосы, при этом необходимо сделать минимальный припуск непосредственно на каждую линию изгиба.
Сам листовой металл из алюминия, нержавейки и пр. следует при необходимости выровнять и разрезать в соответствии с чертежом. Резка своими руками, как правило, осуществляется ножницам по соответствующей технологии. если не приложить усилия, то ничего не получится.
Далее следует на заготовку нанести в определенных местах риски, по которым и будет производиться изгибание.
Металлическая заготовка прочно зажимается в тисках подходящих размеров по начерченной линии изгиба, после чего при помощи увесистого молотка производится первый загиб.
Далее металлическая заготовка переставляется к следующему месту технологического загиба, вместе с деревянным бруском плотно зажимается, после чего производится следующий загиб, согласно чертежу.
После этого осуществляется разметка лапок скобы и в тисках при помощи молотка обе лапки отгибаются в заданном направлении.
По окончанию выполнения работ при помощи угольника необходимо убедиться в том, что заготовка соответствует всем заданным параметрам.
Если есть некоторые расхождения с предварительными расчетами, то их следует исправить в той же последовательности.
Более подробно о том, как своими руками осуществляется гибка металлических листов при помощи тисков и молотка, рассказано на видео, которое размещено ниже.
Видео:
Порядок резки металла
Как правило, перед тем как производить изгиб металлических заготовок, им придают форму, заданную чертежом, что позволяет упростить работу и получить более точный радиус загиба.
Резка металлического листа представляет собой отдельную техническую операцию, которая производится по своей технологии.
В большинстве случаев резка заготовок из металла осуществляется при помощи листовых ножниц, которые носят название гильотина.
Такие станки, как правило, устанавливаются на предприятиях и позволяют быстро выполнить необходимую работу, учитывая при этом радиус изгиба и плотность материала.
В домашних условиях резка металла осуществляется при помощи специальных слесарных ножниц.
Стоит отметить, что ручными ножницами выполняется резка металла с минимальной толщиной.
Для более толстого металла следует использовать стуловые или кровельные типы ножниц.
Резка металла в домашних условиях при необходимости может быть произведена и при помощи ножовки.
В этом случае придется затратить определенные физические усилия и следить за качеством получаемого среза.
Если резка металла выполняется ножовкой, то при выполнении работы следует контролировать натяжение полотна, так как от этого во многом зависит ровность разреза.
О том, как своими руками разрезать металлический лист, рассказано на видео, которое размещено ниже.
Видео:
rezhemmetall.ru
Слесарная гибка - Гибка и правка металла
 Слесарная гибка
Слесарная гибка Категория:
Гибка и правка металла
Слесарная гибка Гибкой называют метод слесарной размерной обработки, при котором геометрическая форма заготовки изменяется в результате ее пластического деформирования в холодном или горячем состоянии. Гибкой получают детали сложной пространственной формы (хомуты, скобы, элементы трубопроводов сложной формы), а также изделия из тонких листовых материалов для последующего соединения сваркой или пайкой. Исходными материалами для гибки являются листы, полосы, ленты, прутки, трубы из пластичных материалов.
В процессе гибки к заготовке прикладывают силы, которые вызывают напряжения, превышающие предел упругости материала заготовки. Это обусловливает начало пластических деформаций, которые носят необратимый характер и придают заготовке новую форму. В процессе гибки в заготовке возникают и упругие деформации. Поэтому после снятия приложенной силы произойдет незначительное упругое восстановление первоначальной формы заготовки.
На внешней стороне заготовки в месте изгиба в волокнах возникают напряжения растяжения; они удлиняются и одновременно сужаются в поперечном направлении, так как объем материала остается неизменным. На внутренней стороне в волокнах возникают напряжения сжатия; они укорачиваются и одновременно растягиваются в поперечном направлении. В средней части заготовки имеется слой материала, в котором напряжения отсут. ствуют. Его называют нейтральной линией, которая и после гибки сохраняет свои первоначальные размеры. В силу описанных явлений поперечное сечение заготовки в месте гибки искажается.
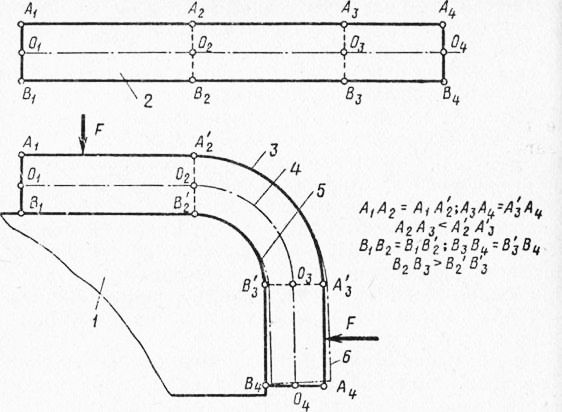
Рис. 1. Гибка заготовок: 1 — приспособление, 2— заготовка, 3— растянутые волокна, 4— нейтральная линия, 5 — сжатые волокна, 6 — упругое восстановление формы заготовки
Способы гибки. В слесарном деле гибку чаще выполняют в холодном состоянии заготовки, реже — в горячем. Листовые, полосовые, трубные и прутковые заготовки небольшого размера обычно гнут в холодном состоянии. Гибку труб и прутков большого диаметра проводят с подогревом места гибки газовыми горелками или в горнах. Широко используется и гибка труб с наполнителями.
Инструмент и приспособления для гибки. При слесарной гибке применяют слесарные стальные молотки с квадратным бойком и плоской ударной частью. В качестве приспособлений используют слесарные тиски, оправки, соответствующие форме, размерам и радиусу изгиба. В некоторых случаях применяют простейшие приспособления.
Гибку труб осуществляют на ручном винтовом прессе, ручном трубогибном станке, в деревянных нагубниках. Подогрев места гибки проводят газовыми горелками или в горнах. При гибке труб с наполнителями используют заглушки.
В качестве вспомогательных материалов при гибке применяют речной мелкий песок, канифоль, кусковой мел.
Последовательность и приемы выполнения работ при гибке. Сначала определяют размеры заготовки. Для этого используют специально разработанные таблицы и номограммы, а также аналитические зависимости.
Затем выбирают способ гибки. При этом учитывают физико-механические свойства материала заготовки, ее размеры, требуемый радиус гибки. Чтобы уменьшить искажение поперечного сечения в месте гибки, применяют наполнители (речной мелкий просушенный песок, канифоль, масло под высоким давлением), а также гнут трубы в приспособлениях, оснащенных роликами и шаблонами, имеющими желоба, радиус которых равен радиусу трубы. У труб большого диаметра из высокопрочного материала место гибки подогревают газовыми горелками или в горнах. Наименьшие допустимые радиусы изгиба заготовок при различных способах гибки приведены в справочниках.
Затем заготовку подготовляют для гибки (например, трубу заполняют наполнителем и забивают в нее пробки). На подготовленной заготовке намечают место первого изгиба, устанавливают ее в приспособлении и производят гибку. После этого намечают следующее место гибки. При гибке на оправке промежуточную разметку не делают, так как длина гнутого участка определяется размерами оправки.
После окончания гибки контролируют правильность ее выполнения с помощью шаблонов или универсальных измерительных средств. Затем, предварительно выбив пробки, освобождают трубы от песка (или, подогревая трубу, выплавляют канифоль).
Качество гибки в значительной степени определяется правильностью ее выполнения. Так, чтобы избежать возникновения складок при гибке полки под углом 90°, гибку проводят в два приема: сначала под углом 30— 40°, а затем под углом 90°. В целях предотвращения разрушения сварного шва при гибке сварных труб его следует располагать в нейтральном слое или с наружной стороны изгиба.
Читать далее:
Слесарное опиливание
Статьи по теме:
pereosnastka.ru
Что такое гибка металла? | Производство уплотнителей и профилей
 Современные производственные цеха нуждаются в такой операции как гибка листового металла. Именно после этой операции конструкция или часть металлической конструкции получает необходимую форму. Давайте с вами сегодня поговорим о том, каким образом происходит данная процедура.
Современные производственные цеха нуждаются в такой операции как гибка листового металла. Именно после этой операции конструкция или часть металлической конструкции получает необходимую форму. Давайте с вами сегодня поговорим о том, каким образом происходит данная процедура.
Сама процедура является достаточно простой. На металл с определенных сторон оказывается воздействие. В целом это можно назвать упругопластической деформацией. Деформация эта происходит с самых различных сторон металлического листа.
Для такой процедуры как гибка листового металла (смотреть) , потребуется использовать листовой металл, который обладает нехрупкими свойствами.
На сегодняшний день существует огромное количество способов воспользоваться такой услугой как гибка металла. Происходит гибка металла при помощи самых современных технологий и различного оборудования, в зависимости от типа металла. Самой распространенной технологией гибки металла, является именно холодная гибка металла. Данный процесс происходит при помощи листогиба и непосредственно пресса. В целом, данный способ можно официально считать самым результативным, так как именно он придает форму металлу ту, которую требуется.
Такая процедура как гибка металла является необходимым процессом для изготовления современных металлических конструкций. Без гибок металла производство множества конструкций было бы невозможным. Современные технологии позволяют такой процесс как гибка металла автоматизировать, что существенно ускоряет процесс производства.
Сегодня, найти компанию, которая специализируется на предоставлении такой услуги как гибка металла, достаточно просто. Мы советуем вам искать подобную компанию при помощи интернета, таким образом вы существенно сэкономите свое собственное время, а самое главное, сможете получить необходимую информацию удаленно.
Ваш браузер сможет подобрать для вас компании, который ближе всего к вам расположены и предлагают данную услугу. Все что вам потребуется это непосредственно ознакомиться с информацией обо всех компаниях, сравнить условия и выбрать ту, которую вы считаете наиболее приемлемой для вас.
Доверяйте данный вопрос профессионалам и процесс производства металлических конструкций будет налажен. Гибка такого вида металла, существенно упростит процесс работы с металлическими конструкциями.
Инструмент ручной для гибки металла MB20–12 Blacksmith
www.ventoptima.com