Cварка аргоном: технология и оборудование. Что такое сварка аргоном
Основные способы сварки аргоном
Различные металлоконструкции промышленного и бытового назначения нередко требуют сварки деталей из бронзы, титана, нержавейки, меди, алюминия и прочих цветных металлов. Их, как и легированные стали, бывает очень трудно сваривать друг с другом. Для таких случаев походит сварка аргоном, цена на которую хоть и превышает стоимость прочих видов сварки, но и эффективность ее гораздо выше.
Особенности применения сварки аргоном
Сварка аргоном технологией во многом схожа с газовой сваркой и дуговой. В производстве таких сварочных операций применяются электрическая дуга и газовая среда (аргон). Электрическая дуга применяется для нагрева и плавки кромок свариваемого материала, а инертный газ аргон оберегает металл от действия примесей и прочих газов, плохо влияющих не свойства шва.
Цветные металлы, как и легированные стали, в ходе сварки способны окисляться от действия кислорода или вступать во взаимодействие с другими примесями, из-за чего шов может оказаться недостаточно прочным. А сварка алюминия аргоном – вообще единственно возможный способ сварки этого металла, так как он горит от соприкосновения с кислородом. Аргон же, будучи гораздо тяжелее атмосферного воздуха, без труда выгоняет кислород из сварочной зоны и полноценно защищает ванну от прочих атмосферных влияний.

При этом он почти не вступает во взаимодействие со свариваемыми материалами и образующимися в области горения дуги газами, благодаря чему считается инертным газом. Подают аргон в сварочную зону незадолго до начала горения дуги, а прекращают его подачу через несколько секунд по завершении работ. Но существует у сварки в среде аргона одна особенность, которую стоит учитывать: при сварке током при обратной полярности аргон способен испускать электроны, из-за чего сама среда аргона становится электропроводной.
При производстве сварки аргоном пользуются как электродами плавящимися, так и неплавящимися. Из последних чаще всего применяется электрод из вольфрама – наиболее тугоплавкого материала, который даже используют в нитях ламп накаливания. В зависимости от характеристик сплавляемых металлов подбирают диаметр с материалом электрода. Это нетрудно сделать, воспользовавшись данными специальных таблиц в справочнике.
Оборудование для аргоновой сварки
В ходе обучения сварке аргоном выделяют три ее типа: ручная с применением неплавящегося электрода – РАД; автоматическая, производимая также неплавящимся электродом – ААД; автоматическая, использующая плавящийся электрод – ААДП. Еще следует знать аббревиатуру TIG, ее наличие на аппарате для сварки аргоном означает способность сварки фольфрамом в среде инертных газов.
Горелка, применяемая в аргоновой сварке, внутри снабжена держателем для вставления и закрепления в нем электрода любого необходимого диаметра. Сам электрод крепится так, чтобы его край выступал из корпуса горелки не более чем на несколько миллиметров. Окружает электрод сопло, сделанное из керамического материала. Через него во время производства сварки поступает аргон. Еще необходима присадочная проволока для сварки аргоном, которая должна подаваться в сварочную зону. Она должна быть изготовлена из тех же металлов, что и сами части конструкции, подлежащие сварке. Ее диаметр, зависящий от материала свариваемых деталей, выбирается по таблицам справочников. В процессе работы присадочная проволока с горелкой должны находиться в руках у производящего сварку.

Прежде чем начать работу, очищают от жира с окислами и прочих загрязнений поверхности деталей, подлежащих сварке. Очистка подразумевает механический и химический способы. Затем на детали, подвергаемые сварке, подается обычная для дуговой сварки «масса». В сварке небольших изделий возможна ее подача в специальную ванну или специальный рабочий стол, изготовленный из металла. Подающуюся отдельно присадочную проволоку в общую электрическую цепь включать не нужно. Горелку обычно сварщик держит правой рукой, присадочную проволоку – левой. Также горелка должна быть снабжена кнопкой для пуска тока с газом, что позволит регулировать расход аргона при сварке. Выбираемая сила тока зависит характеристик свариваемых материалов или подбирается опытным путем. Подача газа включается до начала сварки, примерно за 20 секунд перед ней.
Горелка с электродом подаются к свариваемым кромкам изделия на максимально близкое расстояние. Это необходимо для создания самой короткой дуги, возникающей от края электрода до металла. Именно электрическая дуга расплавляет край свариваемой части детали с присадочной проволокой. Чем короче дуга, тем лучше глубина сплавления металла, уже и эстетичнее шов. От большой дуги не только портится качество шва, но и растет напряжение. Оптимальное расстояние между горелкой и деталью – около 2 мм.
Технологии аргоновой сварки стали, нержавейки и других материалов
Качество сварка аргоном стали, например, во многом зависит от умения производящего сварку. Он должен проводить горелкой в районе шва медленно, равномерно продвигаясь, не позволяя резких или поперечных движений и равномерно подавая присадочную проволоку. Резкая ее подача может привести к брызгам расплавленного металла, плавность и аккуратность подачи достигаются практическим опытом. Немаловажно и расположение присадочной проволоки. Лучше всего, когда она подается перед горелкой под определенным углом к сварочной поверхности без резких движений. От этого зависит ровность и размер получаемого шва.

Быстрота подачи аргона со скоростью вносимых потоков воздухавлияют на расход газа. К примеру, при сварке меди аргоном в помещении, исключающем сквозняки, его расход будет небольшим. А работы по сварке, производимые на улице при порывах бокового ветра, потребуют большего расстояния, отделяющего электрод от свариваемой поверхности детали. Воздушный поток будет сдувать аргон, оставляя металл шва незащищенным. Чтобы избежать таких сложностей применяют особое сопло с сеткой в мелкую ячейку, называемое конфузорным.

Нередко в смесь газов вместе с аргоном включают немного кислорода. Он, в отличие от инертного аргона, реагируя с вредоносными примесями, способен защищать от них свариваемую поверхность изделия. Из-за воздействия кислородом грязь и различные присадки, образующиеся в ходе плавления металлов, сгорают либо образуют другие соединения, способные всплывать поверх ванны сварки. Так, применение кислорода позволяет бороться с порами в шве при сварке чугуна аргоном.
Отдельные достоинства с недостатками имеются у каждой технологии, есть они и у сварки аргоном. Ее главным преимуществом является возможность защитить сварочную ванну и шов от атмосферного воздействия. Также плюсом производимой полуавтоматом сварки аргоном считается большая скорость проведения работ, обусловленная высокой температурой дуги. При этом можно не бояться видоизменить форму возводимой конструкции благодаря небольшой области нагрева. Также аргонодуговая сварка позволяет соединять сплавы с металлами, иначе сварить которые просто невозможно. Недостатками этой технологии сварки считают относительную сложность производства работ и требующее точности в настройках оборудование.

promplace.ru
технология, аппараты, расход аргона, цена
Вам необходимо создать прочное, эстетически привлекательное и долговечное соединение двух (или более) металлических деталей?
Тогда вам нужна сварка аргоном. Эта технология формирования неразъемных соединений оправдает все ваши ожидания!
Где применяют аргонодуговую сварку?
Интересующая нас технология используется во всех отраслях промышленности, в быту и в коммунальном хозяйстве. С помощью аргонодуговой технологии можно получить герметичный и прочный шов. Поэтому сварка в среде аргона используется и в процессе сборки металлоконструкций и ходе монтажа трубопроводов. К тому же, с помощью этой технологии можно соединять практически любые металлы и сплавы.
С помощью аргонодуговой технологии и «правильного» электрода можно сваривать стальные, чугунные алюминиевые и даже титановые детали.
Поэтому аргоновая сварка востребована не только в производственных цехах, но и в небольших ремонтных мастерских, занятых починкой любых транспортных средств.
В чем преимущество аргоновой сварки?
Первое преимущество, которым обладает аргонодуговая технология – универсальность процесса. Как уже говорилось выше по тексту: этот вид сварки можно использовать где угодно, в паре с какими угодно металлами или сплавами.
Второе преимущество, которым обладает сварка аргоном – цена технологического процесса. Она сравнительно низкая. Причем достаточно дешево стоит и аппарат для сварки, и комплект «расходных материалов», и процесс обучения сварщика.
Третье преимущество – простота сварочного процесса. Облако инертного газа (аргона), окружающего сварочную ванну, нивелирует практически любые ошибки начинающего сварщика, уменьшая вероятность образования пустот и трещин в структуре шва. Использовать аргонодуговой аппарат «прямо из коробки» может практически любой человек, при условии наличия у него хотя бы минимального глазомера и развитой мелкой моторики
Что нужно для сварки аргоном?
- Во-первых, аппарат для сварки аргоном. То есть, устройство, способное сгенерировать достаточную разницу потенциалов между катодом и анодом, провоцирующую появление электрической дуги с нужной силой тока.
- Во-вторых, резервуар с аргоном или гелиево-аргоновой смесью. Причем инертный газ (или смесь газов) следует закачать в резервуар под давлением. Ведь газообразный флюс будет транспортироваться по шлангу в зону сварочной ванны исключительно самотеком. И чем выше давление газа внутри резервуара, тем лучше.
- В-третьих, сварочная горелка – сложное устройство, состоящее из токопроводящего узла, связанного с ним электрода и форсунки, сквозь которую вытекает аргон. Причем все элементы принято совмещать в очень небольшом корпусе.
- В-четвертых, электроды плавкого или неплавкого типа. В первом случае электрод является и анодом/катодом, и источником присадочного материала. Во втором случае электрод работает только как анод/катод, а источником присадочного материала является вводимая в сварочную ванну проволока.
- В-пятых, минимальный опыт в сварочных работах.
Как это делается: технология сварки аргоном
Суть аргонодуговой технологии заключается в формировании между электродом и плоскостью заготовки электрической дуги, генерирующей температуру 4-6 тысяч градусов Цельсия. Этой дугой плавят кромки стыкуемых деталей и присадочные материалы (электрод или проволоку).
Зона нагрева (сварочная ванна) перемещается вдоль стыковочной кромки деталей, объединяя кристаллические решетки первой заготовки, присадочного материала и второй заготовки. Причем сварочная ванна непрерывно обдувается аргоном, вытесняющим из зоны сварки привычный для нас воздух.
Но все это теория. А теперь мы рассмотрим некоторые практические нюансы интересующего нас технологического процесса.
Разновидности сварочных технологий
Сварка металла аргоном осуществляется с помощью следующих технологических процессов:
- Вручную, с применение неплавящегося электрода и присадочной проволоки (РАД сварка).
- Автоматически, с применением неплавящегося электрода и транспортируемого присадочного материала (ААД сварка)
- Автоматически, с применением плавящегося электрода, который используется в качестве присадочного материала (ААДП сварка).
От разновидности сварочной технологии зависят и конструкция аппарата, и приемы сварки. Причем, освоившие ручной способ сварщики, переключаются на автоматический режим с некоторым затруднением. Поэтому определитесь с предпочитаемой технологией сразу же.
Не знаете что выбрать? Тогда прислушайтесь к следующему совету: если вы будете «варить» часто и помногу, тогда остановитесь на автоматическом режиме, в ином случае – обратите внимание на «ручной» способ.
Технические характеристики сварочных аппаратов
Указанные технологические процессы реализуются на базе УДГУ установок (марок 501, 251 и так далее) или TIG аппаратов. Сила тока, используемого в сварочном процессе, достигает 500 Ампер (при минимальном значении 35-40 Ампер). Этот параметр привязан к диаметру электрода и типу свариваемого металла. Расход аргона при сварке зависит от диаметра электрода и ширины шва. Как правило, он не превышает 10-12 литров в минуту.
Скорость подачи проволоки в зону сварки регулируется специальным переключателем на панели управления аппарата и зависит от навыков сварщика и сложности сварочного шва. Сама проволока для сварки аргоном (как присадочный материал) подбирается в соответствии с конструкционным материалом стыкуемых заготовок. То есть, для стали нужен один сорт проволоки, а для алюминия – совершенно другой вариант.
Подача присадочного материала в зону сварочной ванны
Проволока или электрод подается в зону сварочной ванны автоматически или вручную. Но не это главное. Важен не способ подачи, а ее очередность. То есть, что будет идти «в первых рядах» — дуга или проволока.
Расположив проволоку перед дугой можно добиться более качественного и эстетически совершенного шва. Так поступают при сварке цветных или тугоплавких металлов. В этом случае мы вводим присадочный материал перед электродом и перед перемещением зоны нагрева, смешаем проволоку дальше по ходу движения горелки.
Ну а сварка стали аргоном предполагает использование и того, и другого способа. Сравнительно легкоплавкая сталь не так капризна, как покрытые оксидными пленками цветные металлы. Поэтому проволоку можно вводить и за горелкой. Однако будьте готовы к не совсем аккуратному результату – ваш шов будет изобиловать брызгами, кавернами, наплывами и прочими «косметическими» дефектами.
Ну а в случае использования плавких электродов эта проблема снимается полностью. Ведь электрическая дуга формируется буквально на кончике присадочной проволоки.
steelguide.ru
Как варить аргоном? Что следует учитывать?
Часто появляется потребность сваривать металлы (алюминий, медь, нержавейку, титан и т.д.), которые практически не поддаются сварке с помощью обычного оборудования, однако для создания неразъемных соединений этих материалов успешно используется аргоновая сварка. Она может осуществляться как на стандартном оборудовании промышленного производства, так и на самодельном. Однако процесс требует определенных навыков и знаний, и без них он обречен на неудачу. В этой статье мы рассмотрим, как варить аргоном и что следует при этом учитывать.
Особенности процесса
 Во время аргонно-дуговой сварки используется среда инертного газа аргона, защищающего свариваемые металлы от окисления, что положительно сказывается на качестве шва. Такой процесс может проводиться вручную, или в автоматическом или полуавтоматическом режиме, с помощью плавкого или неплавкого электрода.
Во время аргонно-дуговой сварки используется среда инертного газа аргона, защищающего свариваемые металлы от окисления, что положительно сказывается на качестве шва. Такой процесс может проводиться вручную, или в автоматическом или полуавтоматическом режиме, с помощью плавкого или неплавкого электрода.
В качестве неплавкого электрода, как правило, используется стержень из вольфрама, что обусловлено очень высокой тугоплавкостью этого металла. С аргоновой сваркой становится возможным надежное соединение металлов, очень трудно свариваемых традиционными методами, а также разноименных материалов.
Так, среди преимуществ аргоновой сварки можно назвать следующие:
- Аргон – инертный газ, надежно защищающий свариваемые металлы от окисления;
- Металл нагревается в достаточно небольшой области, за счет чего хорошо сохраняет свою форму;
- Высокая мощность дуги позволяет достигать хорошей производительности работы;
- Технические приемы при процессе достаточно просты, за счет чего он доступен любому;
- Возможность сваривания деталей, которые не соединяются другим способом, при этом шов получается аккуратным и эстетичным.
Особенности техники работы
Чтобы правильно, уверенно и продуктивно варить аргоном, следует знать технологию и соблюдать ряд рекомендаций, которые делают процесс легче и повышают качество шва. Приведем их по порядку.
- Следует держать минимальную величину дуги, для этого неплавкий электрод должен быть расположен как можно ближе к металлу. Увеличение дуги отрицательно сказывается на глубине проплавления детали и повышает ширину шва, что ведет к ухудшению качества сварки.
- Как правило, варить аргоном нужно, совершая лишь одно движение – вдоль шва. Это позволяет сделать шов более узким и привлекательным эстетически. С покрытыми электродами такого достичь не удается.
- Чтобы предотвратить окисление свариваемых материалов, внимательно следите за тем, чтобы присадочная проволока и неплавкий электрод все время были в зоне защиты аргоном.
- Резкая подача присадочной проволоки приводит к интенсивному разбрызгиванию материала. Поэтому сварочную проволоку следует подавать плавно – этот навык приходит на практике.
- По проплавленности шва можно судить о его качестве. Можно руководствоваться формой сварочной ванны – если она удлинена по направлению сваривания, то проплавленность хорошая, если она круглая или овальная – металл проплавлен недостаточно.
- Держите присадочную проволоку под углом к материалу, не делая поперечных движений. Это позволит обеспечить более узкий и равномерный шов.
- По окончанию работы кратер заваривается уменьшением силы тока посредством реостата. Будет неправильно обрывать дугу и отводить горелку, это сильно снижает защиту шва.
- Не забывайте про необходимость обезжиривания и очистки свариваемых материалов перед сваркой.
Эти простые рекомендации позволят лучше варить нержавейку и другие материалы. Опять-таки, для того, чтобы научиться правильно варить аргоном, необходима некоторая практика.
к меню ↑Параметры режимов
Чтобы обеспечить высокое качество сварки, необходимо подобрать оптимальные сварочные режимы, обеспечивающие наиболее эффективную сварку.
- Полярность и направление подбираются согласно качествам свариваемых материалов. Как правило, постоянный ток с прямой полярностью используется для стали и сплавов. Сварку магния и алюминия проводят на обратной полярности, чтобы быстрее разрушать окисную пленку.
- Сварочный ток определяется свариваемыми материалами, полярностью тока и толщиной электрода. Точные данные нужно подбирать, руководствуясь справочными материалами либо личным опытом.
- Напряжение дуги определяется ее длиной, и размер дуги должен быть минимальным, чтобы напряжение снижалось. С возрастанием напряжения качество сварки снижается.
- Расход аргона устанавливается так, чтобы поток целиком изолировал свариваемые детали от воздействия воздуха.
Подбор правильных режимов – достаточно сложная задача, однако с ней помогают справляться справочные материалы, а с опытом приходит понимание процесса.
к меню ↑Модернизация сварочных аппаратов
Часто для аргоновой сварки применяют оборудование, изначально для этого не предназначенное, но переоборудованное под проведение этого сварочного процесса. Для того, чтобы сделать это, понадобятся два дополнительных узла.
Осциллятор – применяется для бесконтактного разжигания дуги. Поскольку ряд причин не позволяет зажигать дугу касанием электрода об металл, осциллятор создает высоковольтный разряд, который пробивает слой аргона.
Балластный реостат необходим для регуляции силы тока и выбора оптимальных показателей сварки, к примеру, чтобы сваривать нержавейку, нужны другие параметры, чем для сварки алюминия.
к меню ↑Заключение
Мы рассмотрели, как правильно проводиться сварка аргоном и какие рекомендации для этого следует учитывать. Надеемся, что этот материал поможет вам проводить сварку более качественно и достигать лучших показателей.
Похожие статьиgoodsvarka.ru
Как аргоном варить? Описание процесса и инструкция
Сварка аргоном способна защитить поверхности из металла от проникновения кислорода и вредных примесей. Она обеспечивает получение качественного шва, а также сохраняет все физические характеристики металла. При этом расходование аргона значительно ниже, чем при употреблении другого сварочного оборудования.
Аргон относится к разряду инертных газов, поэтому в среде не происходит его соединения с внешними газами и сплавами.
Многие задаются вопросом о том, как аргоном варить алюминий или нержавейку. Техника будет описана в этой статье.

Как варится алюминий?
Как аргоном варить алюминий? Следует отметить, что при работе с этим металлом без такого типа сварки не обойтись, так как от кислорода он возгорается. Этот способ обеспечивает получение высококачественного шва. Дуга образуется при помощи электрода на вольфрамовой основе. Такой электрод может прослужить долго. Между электродом из вольфрама и деталью, предназначенной для сварки, зажигается дуга. В зону горения производится подача алюминиевой проволоки. Сварка производится на узком участке при быстром перемещении электрода. Это позволяет алюминию не расплавиться. Чтобы сварочный шов обладал высоким качеством, проволока должна быть точно такой же структуры, как и свариваемый металл.
Что нужно для сварочных работ аргоном?
Аргоновый аппарат для сварки алюминия включает следующие составляющие:
- источник питания током;
- баллон с аргоном;
- устройство для подачи присадочной проволоки.
Подготовка алюминиевой поверхности
Можно ли варить аргоном неочищенную поверхность? С алюминия обязательно нужно удалить грязь, жир и машинное масло. Сделать это можно при помощи растворителя. Если толщина свариваемых деталей составляет более 4 мм, то необходимо разделать кромки.

Специалисты советуют варить алюминий в листах толщиной 4 мм только встык.
Перед тем как приступить к сварке алюминия, мастер должен поинтересоваться, какова толщина листа и ширина кромок. Защита кромок осуществляется напильником или наждачным станком. Если деталь обладает сложной формой, то место сварки следует зачистить посредством машинки для шлифования. С поверхности алюминия удаляется оксидная пленка.
Особенности сварки алюминия аргоном
Как варить алюминий аргоном? Для качественного выполнения сварки металла этим способом следует прибегнуть к использованию вольфрамовых электродов. Диаметр их должен составлять 1,5-5,5 мм. Электрод держится под углом в 80 градусов. Присадочная проволока находится под прямым углом. Максимальная длина дуги должна составлять 3 мм.
При соблюдении этих правил расход материалов будет экономным. При работе присадочная проволока должна перемещаться спереди от горелки. Электрод и присадочная проволока при сварке алюминия должны передвигаться вдоль сварного шва. Поперечные движения делать нельзя.
При сваривании тонких листов алюминия в роли подкладки может выступить нержавейка. Так будет обеспечен повышенный отвод тепла от зоны работы, и риск прожога станет значительно меньше. Понизится и расход энергии, так как работа будет выполнена быстрее.

Плюсы и минусы сварки алюминия аргоном
Сварка изделий из алюминия в аргоновой среде обладает рядом плюсов по сравнению с другими способами. Сварной шов обладает одинаковой глубиной проплавления по всей протяженности.
К минусам этого типа сварки можно отнести сложность оборудования. При сварке аргоном нужна точная настройка всех элементов устройства. Проволока должна подаваться в рабочую зону постепенно. С этой целью правильно настраивают аппарат подачи. Если подача проволоки будет проводиться неритмично, то горение дуги будет прерывистым. Это вызовет повышенный расход аргона и электрической энергии. Для качественного сваривания алюминия мастер должен обладать должным опытом. Теоретические знания и советы полезными в этом деле не будут.
Подготовка к сварке аргоном нержавейки
Как аргоном варить алюминий, понятно. Какие правила следует соблюдать при работе с нержавейкой? Для сварки этого типа металла вам будут нужны:
- аппарат для сварки;
- электроды, подбираемые в соответствии с характеристиками материала;
- проволока из нержавейки;
- щетка из стали;
- растворитель.
Перед свариванием деталей обрабатываются их кромки. Следует соблюдать важный принцип: для обеспечения свободной усадки шва при создании сварного стыка делается небольшой зазор.
Перед работой поверхность кромок зачищается. С этой целью применяют стальную щетку. Также кромки промываются растворителем. Можно применить ацетон или авиационный бензин. Такая обработка удалит с поверхности нержавейки жир, который может спровоцировать понижение устойчивости дуги при сварке. Это вызовет появление пор на шве.
Сварка аргоном с применением плавящего электрода
Как правильно варить аргоном, применяя плавящие электроды? Сваривание нержавейки с употреблением покрытых электродов дает возможность получить швы высокой прочности. Если у вас нет высоких требований к качеству соединения, то следует применить именно сварку аргоном.
В ассортименте имеется достаточно широкий ряд электродов. Каждый из них предназначен для определенного типа нержавейки. Если мастер знает тип свариваемой стали, то без труда подберет нужный вид. Следует выбирать такие электроды, которые не будут способствовать снижению коррозийной устойчивости материала и его механических показателей.

Как правило, работу осуществляют с применением обратного постоянного уровня. Нужно работать так, чтобы проплавление шва происходило в меньшей степени. С этой целью применяются небольшие по диаметру электроды. Следует стремиться к тому, чтобы тепловая энергия выделялась в небольшом количестве. Профессионалы в области сварки отмечают, что при работе с нержавейкой следует применять электроэнергию на 20% слабее, чем при сваривании обыкновенной стали.
Электроды обладают низким значением теплопроводности и высоким электрическим сопротивлением. По этой причине употребление высоких токов недопустимо. При нарушении этого правила, электроды будут подвержены перегреванию и разрушению. По этой причине электроды для нержавеющей стали подвержены более быстрому плавлению, чем те, при помощи которых свариваются обычные стали.
Для сохранения устойчивости шва к ржавлению нужно сделать его охлаждение быстрым. К примеру, этого можно достичь посредством прокладки из меди или воздуха. Если нержавейка относится к категории хромоникелевых металлов, то ее можно подвергнуть охлаждению водой.
Как варить нержавейку вольфрамовым электродом?
Как варить нержавейку аргоном, применяя вольфрамовые электроды? Следует отметить, что такой способ применим в том случае, если требуется сварка предмета из тончайшей нержавейки и получение высококачественных сварных швов. К примеру, сварка аргоном посредством вольфрамовых электродов подходит для труб из нержавейки, по которым происходит транспортировка газов или жидкостей под давлением.
Как правильно варить аргоном нержавейку? Работа проводится при подаче переменного или постоянного тока. Переменный тип подходит для сварки алюминия.
Перед тем как приступить к работе, надо подготовить присадочную проволоку к работе. Хорошо, если она будет обладать более высоким уровнем легирования, чем у нержавейки или алюминия. При работе с вольфрамовым электродом нельзя производить колебательные движения. Они являются причиной нарушения защитного пространства сварочной зоны, металл шва будет подвержен окислению. Обратная сторона сварочного шва защищается от воздуха посредством поддувания аргона.
В ванну для сварки не должен попадать вольфрам. Можно использовать бесконтактный поджог дуги. Также ее можно поджечь на пластине из угля или графита с последующим переносом на основной металл.
По завершении процесса не следует отключать подачу аргона сразу. Сделать это надо примерно через 15 секунд. Таким образом, можно избежать чрезмерного окисления горячего рабочего электрода. Так он сможет прослужить дольше.

Как сваривать нержавейку полуавтоматом в среде аргона?
Как аргоном варить нержавейку, применяя полуавтомат. Этот метод сварки получил широкое распространение, так как обеспечивает высокий уровень производительности и позволяет получать прочные швы. Для повышения качества сварки в проволоку добавляется никель.
Такой тип сварки подходит для соединения материалов большой толщины. В этом случае сварка будет протекать очень быстро. Таким образом, повышается уровень производительности. Защитной средой в этом случае выступает смесь углекислого газа и аргона.
Применяется ряд техник, позволяющих сваривать нержавейку полуавтоматом:
- сваривание посредством короткой дуги;
- сваривание посредством струйного переноса;
- применение импульсного режима.
Струйный перенос применяется для сваривания металлов большой толщины, а короткой дугой соединяют более тонкие предметы.
Плюсом импульсного метода является то, что этот процесс наиболее контролируем. Металл проволоки подается в ванну для сварки импульсами. Каждый из них является отдельной сварочной каплей. Этот режим способствует уменьшению среднего значения тока дуги, что является важным при сварке нержавейки. При импульсном режиме металл практически не разбрызгивается. Это дает возможность расходовать материалы экономно и увеличивать уровень производительности за счет сокращения времени, которое требуется для зачистки шва.
В статье было описано, как варить аргоном алюминий и нержавейку.

Данный тип сварки как нельзя лучше подходит для алюминиевой поверхности. Также существует ряд различных техник сваривания нержавейки посредством аргона. Каждый мастер должен выбирать подходящий для конкретного случая вариант.
fb.ru
Сварка аргоном. Ее виды и применение :: SYL.ru
Для ремонта различных деталей из нержавеющей стали и алюминия более всего подходит сварка аргоном. Это весьма сложный процесс, с которым могут справиться только высококлассные специалисты, применяя аппаратуру высокого качества. Взять хотя бы алюминий. Химические свойства этого металла такие, что он запросто вступает в контакт с кислородом, который содержится в воздухе. В связи с этим на нем образуется пленка окисла, которая существенно затрудняет применение обычной сварки. А аргон относится к газам инертным, которые не взаимодействуют с металлами. И благодаря этому в процессе сварочных работ вокруг свариваемого участка создается очень бедная кислородная среда. Поэтому сварка аргоном в умелых руках обеспечивает создание швов высокой чистоты.
Свойства аргона

А теперь подробнее рассмотрим свойства этого одноатомного инертного газа. Аргон тяжелее воздуха, не имеет цвета и запаха. Кстати, получают его именно из воздуха, в котором он содержится в небольшом количестве - 0,935%. И как защитный газ он применяется не только для сварки нержавейки и алюминия, но и легированной стали, титана, активных и редких металлов. При этом это вещество не всегда используется лишь в чистом виде. Например, если делается сварка аргоном металла небольшой толщины, то используется смесь, в которой, кроме этого газа, есть еще 10% водорода. И это дает возможность увеличить скорость работ, уменьшив при этом количество остаточных деформаций. А при помощи 10-12% азота, добавленного к этому газу, получается коррозионностойкий сварной шов. Легированные стали варят смесью аргона и кислорода. А сочетание аргона с углекислым газом применяется для сварки низкоуглеродистых и низколегированных сталей. При этом получается более пластичный сварной шов, чем во время работ в чистой углекислоте. И этот шов не имеет пор, как бывает при сварке в чистом аргоне.
 Сварка нержавейки аргоном
Сварка нержавейки аргоном
Практически во всем народном хозяйстве применяется нержавеющая сталь. Это долговечный и практичный материал. А изделия из нее изготавливают методом механической обработки, штамповки, а также сварки. И процесс сваривания таких сталей является очень трудоемким и кропотливым. А проводится он только в защитной газовой среде, то есть используется сварка аргоном. Электрод при этом используется вольфрамовый, и на него подается постоянный ток. Сам процесс сварки производится плавно. Посадочный материал подается постоянно. И даже после окончания сварки не прекращается подача аргона, пока температура металла не понизится до 400 градусов.
Виды аргоновой сварки
Видов сварки, при которых используется этот газ, есть несколько. Например, плазменный тип, при котором аргон применяется как плазмообразующее вещество. Этот вид сварки используется там, где нужен очень качественный сварной шов без прожогов и деформаций.  Также при плазменном типе соединение можно выполнить заподлицо с основным металлом. Этим методом пользуются при изготовлении микродеталей, проводников, зубных протезов. А при дуговой сварке аргон используется как защитная среда. Этот метод применяют для соединения алюминия, титана, активных и редкоземельных металлов, а также чугуна. Причем сварка чугуна аргоном производится тугоплавким вольфрамовым электродом, а цветные металлы варятся плавящимся его видом. Еще один метод – лазерный. Здесь аргон используется как защитный и плазмоподавляющий газ. Эту технологию применяют в промышленности при изготовлении электронных приборов, соединении ответственных узлов, которые состоят из деталей разной толщины, и для сварки труднодоступных мест.
Также при плазменном типе соединение можно выполнить заподлицо с основным металлом. Этим методом пользуются при изготовлении микродеталей, проводников, зубных протезов. А при дуговой сварке аргон используется как защитная среда. Этот метод применяют для соединения алюминия, титана, активных и редкоземельных металлов, а также чугуна. Причем сварка чугуна аргоном производится тугоплавким вольфрамовым электродом, а цветные металлы варятся плавящимся его видом. Еще один метод – лазерный. Здесь аргон используется как защитный и плазмоподавляющий газ. Эту технологию применяют в промышленности при изготовлении электронных приборов, соединении ответственных узлов, которые состоят из деталей разной толщины, и для сварки труднодоступных мест.
www.syl.ru
Что такое аргоновая сварка?

Трудно себе представить область промышленного производства, где не применялась бы сварка. Довольно часто необходимость сварить какие-либо металлические части возникает и в быту, особенно в гараже. Но те, кому в жизни приходилось сталкиваться со сваркой, наверняка знают, что далеко не каждый металл можно сварить обычным сварочным аппаратом. Особенно капризен в этом плане алюминий, попытки его сварить обычной дуговой сваркой заканчиваются тем, что свариваемые части начинают гореть, а дуга прерывается. Происходит это из-за того, что при нагреве от контакта с кислородом образуется пленка окисла. Решить эту проблема способна так называемая аргонно-дуговая сварка, именуемая в народе “аргоном”.
Принцип ее действия прост: в процессе работы к месту сварки через специальное сопло подается газ аргон, который тяжелее кислорода и вытесняет его, создавая защитную среду. Схема аргонно-дуговой сварки показана на фото ниже:
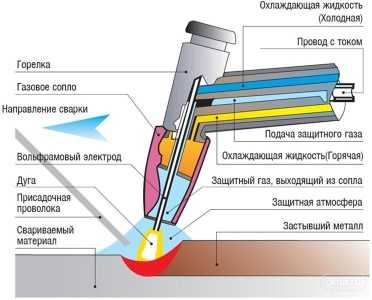
Схема аргонно-дуговой сварки
В качестве электрода используется тугоплавкий материал – вольфрам, температура плавления которого составляет 3410 градусов. Аргон подается по резиновым шлангам из специального баллона (для этих целей можно использовать обычный кислородный баллон).
Процесс сварки происходит следующим образом: на свариваемую деталь подается “масса”, (точно так, как это делается при обычной сварке), сварщик держит горелку в одной руке, а проволоку – в другой, при включении аппарата на электрод подается ток, а в сопло – аргон, вытесняющий с места сварки кислород. Возникает электрическая дуга, которая плавит металл и проволоку, создавая прочный шов.
Посмотреть, как это происходит, можно на видео:Таким образом сваривают не только алюминий, но и нержавейку, чугун, а также тугоплавкие металлы.
japan-his.ru