Напряжение - холостой ход - трансформатор. Что такое режим холостого хода сварочного трансформатора
Сварочный трансформатор делаем сами
Сварочный аппарат — желанное приобретение для любого хозяйства. Преимущества ручной элекросварки очевидны и бесспорны: простота в пользовании, широчайшая область применения, высокая производительность и надежность соединений — и все это при возможности работы практически везде, где есть электросеть. Проблем с выбором и приобретением сварочных аппаратов сегодня, вроде бы, не существует. В продаже появилось немало бытовых и профессиональных сварочных аппаратов промышленного изготовления. Наперебой предлагают свою продукцию и всевозможные кустарные мастерские и умельцы. Да вот только цены на фабричные аппараты «кусаются», как правило, в несколько раз, превосходя теперешний среднемесячный заработок. В основном именно это печальное несоответствие между собственным достатком и ценой всегда и вынуждает многих людей браться за сварку собственными руками.
В современной литературе можно встретить немало материала по сварочному делу. В последние годы ряд статей, посвященных усовершенствованию и расчету элементов сварочных трансформаторов . Я предлагаю самое главное: как и из чего в домашних условиях изготовить сварочные трансформаторы. Все описанные в дальнейшем схемы сварочных трансформаторов прошли практическую проверку и реально пригодны для ручной электросварки. Некоторые же из схем отрабатывались «в народе» на протяжении десятилетий и стали своего рода «классикой» самостоятельного «трансформаторостроения». Как и любой трансформатор, сварочный трансформатор состоит из первичной и вторичной (возможно с отводами) обмоток, намотанных на крупном магнитопроводе из трансформаторного железа. От обычного трансформатора сварочный отличает режим работы: работает он в дуговом режиме, т.е. в режиме практически максимально возможной мощности. А отсюда и сильные вибрации, интенсивный нагрев, необходимость применения провода большого сечения. Запитывается такой трансформатор от однофазной сети 220-240 В. Выходное напряжение вторичной обмотки в режиме холостого хода (х.х.) (когда к выходу не подключена нагрузка ) у самодельных сварочников лежит, как правило, в пределах 45-50 В, реже до 70 В. Вообще, выходные напряжения для промышленных сварочных агрегатов ограничены (80 В для переменного, 90 В для постоянного напряжения). Поэтому большие стационарные агрегаты имеют на выходе 60-80 В. Основной мощностной характеристикой сварочного трансформатора принято считать выходной ток вторичной обмотки в дуговом режиме (режиме сварки). При этом электрическая дуга горит в зазоре между концом электрода и свариваемым металлом. Величина зазора 0,5…1,1 d (d — диаметр электрода), она поддерживается вручную. Для переносных конструкций рабочие токи составляют 40-200 А. Сварочный ток определяется мощностью трансформатора. От выходного тока сварочного трансформатора зависят выбор диаметра используемых электродов и оптимальная толщина свариваемого металла. Наиболее распространенными являются электроды со стальными прутьями 3 мм («тройка»), для которых необходимы токи 90-150 А (чаще 100-130 А). В умелых руках «тройка» будет гореть и при 75 А. При токах, больших 150 А, такие электроды можно применять для резки металла (тонкие листы железа 1-2 мм можно резать и при меньших токах). При работе электродом 3 мм через первичную обмотку трансформатора протекает ток 20-30 А (чаще около 25 А). Если выходной ток ниже требуемого, то электроды начинают «липнуть» или «клеиться», привариваясь кончиками к свариваемому металлу: так, сврочный трансформатор начинает работать с опасной перегрузкой в режиме короткого замыкания. При токах, больше допустимых, электроды начинают резать материал: так можно испортить все изделие. Для электродов с железным стержнем 2 мм необходим ток 40-80 А (чаще 50-70 А). Ими можно аккуратно сваривать тонкую сталь толщиной 1-2 мм. Электроды 4 мм хорошо работают при токе 150-200 А. Более высокие токи используют для малораспространенных (05-6 мм) электродов и резки металла. Кроме мощности, важным свойством сварочного трансформатора является его динамическая характеристика. Динамическая характеристика трансформатора во многом определяет стабильность горения дуги, а значит, и качество сварных соединений. Из динамических характеристик можно выделить крутопадающую и пологопадающую. При ручной сварке происходят неизбежные колебания конца электрода и соответственно изменение длины горения дуги (в момент зажигания дуги, при регулировании длины дуги, на неровностях, от дрожания рук). Если динамическая характеристика трансформатора крутопадающая, то при колебаниях длины дуги происходят незначительные изменения рабочего тока во вторичной обмотке трансформатора: дуга горит стабильно, сварной шов ложится ровно. При пологопадающей или жесткой характеристике трансформатора: при изменении длины дуги резко меняется и рабочий ток, что меняет режим сварки — в результате дуга горит нестабильно, шов получается некачественным, работать с такимсварочным аппаратом вручную тяжело или вообще невозможно. Для ручной дуговой сварки необходима крутопадающая динамическая характеристика трансформатора. Пологопадающая применяется для автоматической сварки. Вообще в реальных условиях как-либо измерить или количественно оценить параметры вольт-амперных характеристик, впрочем, как и многие другие параметры сварочных трансформаторов, вряд ли представляется возможным. Поэтому на практике их делят на такие, которые сваривают лучше и которые работают хуже. Когда трансформатор работает хорошо, сварщики говорят: «Варит мягко». Под этим следует понимать высокое качество шва, отсутствие разбрызгивания металла, дуга все время горит стабильно, металл наплавляется равномерно. Все описанные в дальнейшем конструкции трансформаторов реально пригодны для ручной дуговой сварки.
Режим работы сварочного трансформатора
Режим работы сварочного трансформатора можно охарактеризовать как кратковременный повторяющийся. В реальных условиях после сваривания, как правило, следуют монтажные, сборочные и другие работы. Поэтому трансформатор после работы в дуговом режиме имеет какое-то время для охлаждения в режиме холостого хода. В дуговом режиме сварочный трансформатор интенсивно нагревается, а в режиме холостого хода охлаждается, но намного медленнее. Хуже ситуация, когда трансформатор применяют для резки металла, что весьма распространено. Чтобы перерезать дугой толстые прутья, листы, трубы и т.д., при не слишком высоком токе самодельного трансформатора, приходится слишком перегревать аппарат. Любой аппарат промышленного изготовления характеризуется таким важным параметром, как коэффициент продолжительности работы (ПР), измеряемым в %. Для отечественных заводских переносных аппаратов массой 40-50 кг ПР обычно не превосходит 20%. Это значит, что сварочный трансформатор может работать в дуговом режиме не более 20% общего времени, остальные 80% он должен находится в режимехолостого хода. Для большинства самодельных конструкций ПР следует принимать еще меньше. Интенсивным же режимом работы трнасформатора будем считать такой, когда время горения дуги того же порядка, что и время перерывов. Самодельные сварочные трансформаторы выполняют по разным схемам: на П- и Ш-образных магнито-проводах или тороидальные, с различными комбинациями расположения обмоток. Схема изготовления трансформатора и количество витков будущих обмоток главным образом определяются имеющимся в распоряжении магнитопроводом. В дальнейшем в статье будут рассмотрены реальные схемы самодельных трансформаторови, материалы для них. Сейчас же определим, какие обмоточные и изоляционные материалы нам понадобятся.
Учитывая высокие мощности, для обмотоки трансформаторов применяют относительно толстый провод. Развивая во время работы значительные токи, любой сварочник постепенно нагревается. Скорость нагрева зависит от ряда факторов, важнейшим из которых является диаметр или площадь поперечного сечения проводов обмоток. Чем толще провод, тем лучше он пропускает ток, тем меньше он нагревается и, наконец, тем лучше он рассеивает тепло. Основной характеристикой является плотность тока (А/мм2): чем выше плотность тока в проводах, тем интенсивнее происходит разогрев трансформатора. Обмоточные провода могут быть медными или алюминиевыми. Медь позволяет использовать в 1,5 раз большую плотность тока и меньше греется: первичную обмотку лучше намотать медным проводом. В промышленных аппаратах плотность тока не превышает 5 А/мм2 для медного провода. Для самодельных вариантов удовлетворительным результатом можно считать и 10 А/мм2 для меди. С увеличением плотности тока резко ускоряется нагрев трансформатора. В принципе, для первичной обмотки можно использовать провод, через который потечет ток с плотностью до 20 А/мм2, но тогда трансформатор нагреется до температуры 60° С уже после использования 2-х-3-х электродов. Если вы считаете, что сваривать вам придется немного, небыстро, и лучших материалов у вас все равно не найдется, то можно первичную обмотку намотать проводом и с сильной перегрузкой. Хотя это, конечно, неизбежно уменьшит надежность аппарата.
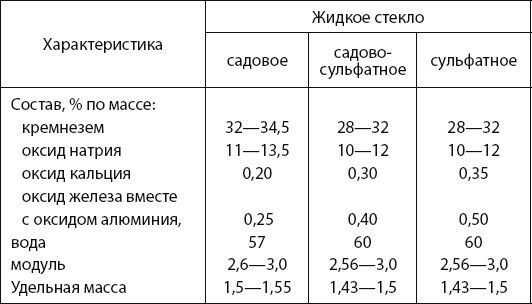
Кроме сечения, другой важной характеристикой провода является способ изоляции. Провод можно покрыть лаком, намотать в один или два слоя нити или ткани, которые, в свою очередь, пропитать лаком. От типа изоляции сильно зависит надежность обмотки, ее максимальная температура перегрева, влагостойкость, изоляционные качества (см. таблицу). Наилучшей является изоляция из стеклоткани, пропитанной теплостойким лаком, однако достать такой провод сложно, а если покупать, то обойдется он недешево. Наименее желательным, но самым доступным материалом для самоделок являются обычные провода ПЭЛ, ПЭВ 1,6-2,4 мм в простой лаковой изоляции. Такие провода наиболее распространены, их можно снять с катушек дросселей, трансформаторов отслужившего оборудования. Осторожно снимая старые провода с каркасов катушек, необходимо следить за состоянием их покрытия и слегка поврежденные участки дополнительно изолировать. Если катушки с проводом были дополнительно пропитаны лаком, их витки между собой склеились, и при попытке рассоединения затвердевшая пропитка часто срывает и собственное лаковое покрытие провода, оголяя металл. В редких случаях, при отсутствии других вариантов «самодельщики» наматывают первичные обмотки даже монтажным проводом в хлорвиниловой изоляции. Его недостатки: лишний объем изоляции и плохой теплоотвод. ![]()
К списку статей
www.tor-trans.com.ua
Измерение тока холостого хода трансформатора напряжения
Трансформаторные системы являются важной составляющей энергоснабжения на любом уровне. От их исправности и эффективности зависит количество энергопотерь, стоимость и рентабельность энергоснабжения как отдельных точек, так и крупных муниципальных образований. Для того, чтобы снизить убыточность, необходимо регулярно производить расчеты, измерения и снижение холостого хода устройств.
Содержание:
Режимы работы трансформаторных устройств
На данный момент насчитывается порядка десяти типов различных трансформаторных устройств. Все их объединяет единый принцип изменения переменного напряжения и конструктивная схожесть. Соответственно, каждый из трансформаторов способен работать в трех основных режимах: холостого хода, короткого замыкания и нагрузки.Режим холостого хода позволяет производить рад замеров, данные которых необходимы для комплексного анализа эффективности работы устройств. Первые испытания проводятся для определения и проверки соответствия паспортным значениям технических данных трансформатора в целом и каждого из его узлов в частности перед сдачей прибора в эксплуатацию. Пусконаладочные работы выявляют скрытые неисправности и позволяют исправить их до начала интенсивного использования устройства. Какие-то из них проводятся еще на этапе сборки, а какие-то уже после того, как залито масло.
Этапы пусконаладочных испытаний ↑
Первичные тестирования на работоспособность проводятся сразу по нескольким направлениям. К обязательным относятся:
- Замеры данных по потерям холостого хода.
- Замеры омического сопротивления всех имеющихся обмоток.
- Определение коэффициента трансформации.
- Тестирование группы соединения обмоток.
- Проверка изоляции.
В данном случае важную роль играет последовательность произведения всех видов вышеназванных испытаний.
Инженерный центр "ПрофЭнергия" имеет все необходимые инструменты для качественного проведения диагностики трансформаторов, слаженный коллектив профессионалов и лицензии, которые дают право осуществлять все необходимые испытания и замеры. Оставив выбор на электролаборатории "ПрофЭнергия" вы выбираете надежную и качествунную работу своего оборудования!
Если хотите заказать диагностику трансформаторов или задать вопрос, звоните по телефону: +7 (495) 181-50-34.
Измерения тока холостого хода ↑
Измерение тока холостого хода трансформатора напряжения производится только специалистами с уровнем квалификации — не меньше 3 группы безопасности и при наличии соответствующих средств защиты. Поэтому информация о том, как измерить ток холостого хода трансформатора является скорее ознакомительной нежели практикоприменимой для людей, не имеющих соответствующего уровня подготовки. Для измерений используется опыт холостого хода.
Основные рекомендации:
- Все замеры необходимо производить при напряжении в 220 — 380 В, подавая его только на одну обмотку и оставляя остальные полностью свободными. Контролируйте напряжение с помощью вольтметра.
- До начала проведения измерений эксплуатируемых трансформаторов обязательно размагнитьте его магнитопровод, так как в нем все еще имеется остаточное намагничивание, возникшее из-за резкого сброса напряжения. Сделать это можно, пропустив постоянный ток с противоположной полярностью по одной обмотке для каждого стержня.
- Источником постоянного тока могут быть аккумуляторы переносного типа или выпрямительные устройства.
- Если вы производите замеры для трехфазного трансформатора, делать это следует с пофазно измеряя ток и потери. Так вы сможете не только обозначить отклонения от заводских параметров, но и выявить неисправную фазу.
Всего используют три способа измерить ток холостого хода трансформатора и его потери, поочередно коротко замыкая одну из фаз и возбуждая оставшиеся две.
Уменьшение холостого хода трансформатора ↑
Во многом ответ на вопрос «как уменьшить ток холостого хода трансформатора», следует искать еще на этапе сборки устройства. Довольно большой процент всех дефектов возникает именно по вине сборщиков, допускающих существенные ошибки и не учитывающих специфику и условия использования трансформаторных приборов и систем в реальных эксплуатационных условиях.
Внимание важно на каждом этапе сборки трансформатора, так как потери холостого хода напрямую влияют на КПД.
На самом деле есть несколько распространенных путей снижения потерь, но далеко не все из них эффективны и рентабельны. Например, можно снизить величину магнитного потока за счет увеличения числа витков в обмотке, но это приведет к перерасходу провода и общему удорожанию. В данном случае об экономии речи идти не может.
Можно применить другой тип электротехнической стали с высокими показателями сопротивления, но это также приведет к общему удорожанию самого устройства.Если использовать тонкие пластины, изолированные друг от друга, то число потерь от вихревых токов значительно снизится, так же, как и применение сплошных пластин с косыми стыками.
Что нужно учитывать при сборке трансформатора? ↑
Специалисту прежде всего следует знать, что от его аккуратности и профессионализма зависит столько же, сколько и от качества материалов. На что именно стоит обратить внимание при сборке трансформатора?
Современные трансформаторы используют сталь с низким сопротивлением механическому воздействию. А это значит, что даже резкая штамповка пластины может значительно снизить магнитные свойства материала в зоне среза. Изгибы, вмятины и царапины способны легко нарушить ориентацию кристаллической решетки, увеличив удельные потери. Поэтом, чтобы восстановить магнитные характеристики стали до исходных, все пластины в обязательном порядке проходят высокотемпературный отжиг еще до начала сборки магнитопровода.В дальнейшем специалисту следует быть особенно осторожным во время проведения комплектации магнитопровода,а также расшихтовке. Ведь именно в этот момент вероятность повторного повреждения стали наиболее высока.
Как снизить потери в обмотках? ↑
Большие объемы энергопотерь происходят именно в обмотках и именно от токов нагрузки. Снизить их можно увеличением диаметра обмоточных проводов. Метод этот эффективен, но не рентабелен, увеличив одно, возникнет необходимость увеличить другое, а это неизбежно приведет к росту массы активных материалов и... потерь холостого хода в трансформаторе.Есть и другой способ — тщательно следить за симметрией обмоток, так как даже незначительное отклонение способно спровоцировать увеличение рассеяния и потери. Мало того, добавочные потери способны привести к перегреву отдельных элементов, что тоже не желательно.Сборщику необходимо пристально следить за тем. Чтобы обмотки не смещались относительно друг друга, каналы между ними были равномерны, а расположение на сердечнике — концентрическим.Таким образом, помимо правильной эксплуатации, регулярных проверок и соблюдения всех рекомендаций, залогом бесперебойной работы трансформатора с минимальными потерями является профессионализм его сборщиков. Уменьшить холостой ход трансформатора довольно сложно в процессе его использования, поэтому к заводским параметрам предъявляются такие высокие требования.
energiatrend.ru
Напряжение - холостой ход - трансформатор
При расчетах сварочных цепей и источников питания необходимо определять минимальные соотношения между напряжением холостого хода трансформатора, напряжением и пиком зажигания дуги, соответствующими ее практически непрерывному горению.Параллельная работа сяарочных транеформатеров. Для нормальной параллельной работы сварочных трансформаторов необходимо соблюдать следующие условия: а) напряжения холостого хода трансформаторов должны быть одинаковы; б) внеш-ние.Дуга возбуждается легко, горит устойчиво даже при голых электродах и дает возможность снизить напряжение холостого хода трансформатора, уменьшить его габариты, повысить cos tf, легко производить сварку малых толщин.Повышению электробезопасности при электросварочных работах способствует применение автоматического устройства ( УСНТ-05У2), снижающего напряжение холостого хода трансформатора до 12 В не более через 0 5 с после обрыва дуги. Полное вторичное напряжение трансформатора подается на электроды после кратковременного короткого замыкания сварочной цепи также автоматически.Для обеспечения надежного зажигания дуги в этих полупериодах приходится использовать импульсные генераторы, чтобы не увеличивать чрезмерно напряжение холостого хода трансформатора.Особенностью регулирования величины сварочного тока в этом трансформаторе является то, что комбинированный способ регулирования сварочного тока дает возможность одновременно изменять напряжение холостого хода трансформатора в пределах от 60 до 70 в. При этом в случае регулировки тока на малую величину напряжение холостого хода трансформатора повышается до 70 в, а при регулировке на большие токи - напряжение холостого хода уменьшается до 60 в. Последнее обстоятельство обеспечивает улучшение-устойчивости горения дуги и более легкое ее возбуждение.Принципиальная электрическая схема многопостового сварочного выпрямителя ВКСМ-1000. В трансформаторах с увеличенным рассеянием напряжение холостого хода и коэффициент трансформации несколько меняется в зависимости от настройки режима и ступени регулирования, как, например, в трансформаторах типа СТШ, ТС и др. Поэтому регулирующее устройство таких трансформаторов при параллельном включении должно быть предварительно настроено так, чтобы напряжения холостого хода трансформаторов были одинаковыми.Напряжение холостого хода сварочных генераторов постоянного тока с номинальным током до 350 а не должно превышать 80 в и не должно быть более 90 в для генераторов на больший ток. Напряжение холостого хода трансформаторов не должно превышать 70 в. При большем напряжении предусмотрено устройство для автоматического отключения при холостом ходе.Электрическая схема па-ра Ллельного соединения трансформаторов. Все неисправности должны быть устранены электромонтажником при выключенном от силовой сети трансформаторе. Однако при этом необходимо, чтобы напряжение холостого хода подсоединяемых трансформаторов было одинаково, сварочный ток каждого был отрегулирован на одно и то же значение. При сварке необходимо постоянно контролировать приборами ( вольтметрами и амперметрами) значение напряжения и тока соединенных параллельно трансформаторов.Особенностью регулирования величины сварочного тока в этом трансформаторе является то, что комбинированный способ регулирования сварочного тока дает возможность одновременно изменять напряжение холостого хода трансформатора в пределах от 60 до 70 в. При этом в случае регулировки тока на малую величину напряжение холостого хода трансформатора повышается до 70 в, а при регулировке на большие токи - напряжение холостого хода уменьшается до 60 в. Последнее обстоятельство обеспечивает улучшение-устойчивости горения дуги и более легкое ее возбуждение.Подключение ограничителя напряжения УСНТ-06 к сварочному трансформатору. Бытовой сварочный трансформатор ТСБ-90-1 отличается оригинальной схемой компенсации реактивной мощности: косинусный конденсатор С1 ( рис. 5.6) включен последовательно с первичной обмоткой трансформатора 77 и создает в процессе сварки режим, близкий к резонансу напряжений, вдвое повышая напряжение на первичной обмотке трансформатора. На холостом ходу конденсатор С1 закорачивается симистором VS и напряжение холостого хода трансформатора падает до безопасного значения 36 В. Симистор включается размыкающим контактом реле К, обмотка которого получает питание от вторичной обмотки трансформатора тока ТТ.
При сварке стали малой толщины, а также при сварке неплавящимся электродом в среде защитных газов и в некоторых других случаях устойчивость дуги понижается. Для повышения устойчивости дуги в подобных случаях идут на увеличение напряжения холостого хода трансформаторов. Однако это увеличение ограничено условиями техники безопасности и в то же время невыгодно, так как ухудшает экономические показатели трансформаторов.При сварке стали малой толщины, а также при сварке непла-пящимся электродом в среде защитных газов и в некоторых других случаях устойчивость дуги понижается. Для повышения устойчивости дуги в подобных случаях идут на увеличение напряжения холостого хода трансформаторов. Однако это увеличение ограничено условиями техники безопасности и в то же время невыгодно, так как ухудшает экономические показатели трансформаторов.Схема включения осциллятора М-3 и ОС-1 в сварочную. Это такие устройства, которые служат для подачи синхронизированных импульсов повышенного напряжения на сварочную дугу переменного тока в момент изменения полярности. Благодаря этому значительно облегчается повторное зажигание дуги, что позволяет снизить напряжение холостого хода трансформатора до 40 - 50 В.Для повышения устойчивости горения дуги при сварке тонколистового металла необходимо увеличить напряжение холостого хода трансформатора, величина которого ограничивается правилами техники безопасности.Наложение тока высокого напряжения и высокой частоты на сварочный ток нормальной частоты и низкого напряжения облегчает зажигание и повышает устойчивость горения дуги, даже при сварке непокрытыми электродами. Особенно благоприятно сказывается включение осциллятора в том случае, когда падает сетевое напряжение, вследствие чего понижается напряжение холостого хода трансформатора и затрудняется возбуждение дуги и ее устойчивое горение.Напряжение холостого хода сварочных генераторов постоянного тока пе должно превышать 80 в. Для генераторов с номинальным током выше 350 а допускается увеличение напряжения холостого хода до 90 в. Напряжение холостого хода трансформаторов на 350 и более не должно превышать 70 в. Трансформатор со вторичным напряжением холостого хода 70 - 100 в должен быть выполнен с устройством, обеспечивающим при обрыве дуги автоматическое отключение его с выдержкой не более 0 5 сек. При атомно-водородной сварке напряжение холостого хода допускается до 300 в, при ручной газоэлектрической резке - 180 в и при механизированной - до 500 в при соблюдении требований безопасности.Замыкания и размыкания заготовок осуществляются от гидроцилиндра перемещения и осадки. При разомкнутых торцах напряжение равно напряжению холостого хода трансформатора, при замкнутых - оно близко к напряжению короткого замыкания. Каждое соприкосновение торцов сопровождается кратковременным оплавлением, неустойчивым из-за низкой температуры торцов и малого начального количества точек соприкосновения.Зависимость между. При частоте 50 Гц перерывы в горении дуги повторяются 100 раз в секунду. В каждом полупериоде ток и напряжение при переходе через нулевое значение синусоиды меняют полярность ( рис. 6), дуга при этом угасает, температура активных пятен и дугового промежутка снижается. Длительность перерывов в горении дуги зависит от напряжения холостого хода трансформатора, температуры плавления металла электрода, состава флюса или покрытия электрода.При сварке стали малой толщины, а также при сварке неплавящимся электродом в среде защитных газов и в некоторых других случаях устойчивость дуги понижается. Для повышения устойчивости дуги в подобных случаях идут на увеличение напряжения холостого хода трансформаторов. Однако это увеличение ограничено условиями техники безопасности и в то же время невыгодно, так как ухудшает экономические показатели трансформаторов.Трансформатор с дисковыми обмотками. Регулирование индуктивного сопротивления дросселя может осуществляться ступенчато - изменением числа витков обмотки, плавно - изменением воздушного зазора или плавно-ступенчато. На рис. 101, б приведены внешние характеристики источника, состоящего из трансформатора с нормальным рассеянием и дросселя. Они исходят из одной точки на оси напряжений - точки напряжения холостого хода трансформатора. Точки пересечения характеристик с осью токов соответствуют токам короткого замыкания сварочной цепи: пунктиром на рисунке обозначена внешняя характеристика трансформатора.
www.ai08.org