Плазменная сварка – эффективная и мощная. Плазменная сварка прямого и косвенного действия. Что такое плазменная сварка косвенного действия
Плазменная сварка

возврат на главную
Суть способа плазменной сварки1 - вольфрамовый антикатод - катод; 2 - канал сопла; 3 - столб дуги; 4 - поток плазмы Суть метода. Плазма - газ, который частично или полностью ионизирован, содержит электрически заряженные частички (ионы и электроны) и способен проводить электрический ток. Ионизация газа происходит при его нагреве. Степень ионизации тем больше, чем больше температура газа. В центральной части сварочной дуги газ нагрет до температур 5000-30000° С, имеет высшую электропроводность, весьма ярко светится и представляет из себя классическую плазму. Плазменный поток, применяемый для резки и сварки, получают в особых плазматронах, в которых нагревание газа и его ионизация выполняется посредством дугового разряда в особых камерах.
Газ вдувается в камеру, сжимает столб дуги в канале сопла плазматрона и охлаждая его поверхностные слои, увеличивает температуру столба. В итоге поток проходящего газа, разогреваясь до больших температур, ионизируется и получает характеристики плазмы. Повышение при нагреве объема газа в 50-100 и более раз приводит к истечению плазмы со сверхзвуковыми скоростями. Струя плазмы просто расплавляет любой металл.
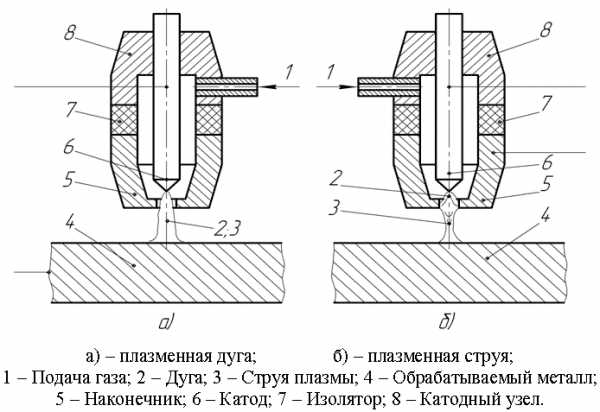
Плазменную струю в виде дуги для сварки и резки получают сообразно 2 главным схемам. При струе плазмы прямого действия изделие, на которое производится воздействие включено в сварочную цепь дуги, функциональные пятнышки, которые размещаются на вольфрамовом электроде и изделии. При струе плазмы косвенного действия функциональные пятнышки дуги находятся на вольфрамовом электроде и внутренней, либо боковой поверхности сопла. Плазмообразующий газ имеет возможность работать еще и как защита расплавленного сплава от воздуха. В некоторых вариантах для защиты расплавленного металла используется подача отдельной струи особого, более дешевого защитного газа. Газ, перемещающийся вдоль стен сопла, наименее ионизирован и имеет более низкую температуру. Как следствие этого предупреждается расплавление сопла. Но большая часть плазменных горелок имеет дополнительное водяное охлаждение.
Дуговая струя плазмы - интенсивный источник теплоты с широкими пределами технологических характеристик. Ее позволительно применять для нагрева, сварки либо резки как электропроводных металлов, так и неэлектропроводных материалов, таких как стекло, керамика и др. (плазменный поток косвенного воздействия). Тепловая эффективность дуговой струи плазмы находится в зависимости от величины сварочного тока и напряжения, состава, расхода и быстроты истечения плазмообразующего газа, расстояния от сопла до поверхности детали, быстроты движения горелки (скорости сварки либо резки) и т. д. Геометрическая форма потока плазмы имеет возможность быть также разной (квадратной, круглой и т. д.) и является зависимостью от формы отверстия сопла на выходе.

techm35.narod.ru
Плазменная сварка – эффективная и мощная. Плазменная сварка прямого и косвенного действия.
Сущность способа.
Плазма - ионизированный газ, содержащий электрически заряженные
частицы и способный проводить ток. Ионизация газа происходит при его нагреве. Степень ионизации тем выше, чем выше температура газа. В центральной части сварочной дуги газ нагрет до температур 5000-30000° С, имеет высокую электропроводность, ярко светится и представляет собой типичную плазму. Плазменную струю, используемую для сварки и резки, получают в специальных плазматронах, в которых нагревание газа и его ионизация осуществляются дуговым разрядом в специальных камерах. Вдуваемый в камеру газ, сжимая столб дуги в канале сопла плазматрона и охлаждая его поверхностные слои, повышает температуру столба. В результате струя проходящего газа, нагреваясь до высоких температур, ионизируется и приобретает свойства плазмы. Увеличение при нагреве объема газа в 50-100 и более раз приводит к истечению плазмы со сверхзвуковыми скоростями. Плазменная струя легко расплавляет любой металл.
Дуговую плазменную струю для сварки и резки получают по двум основным схемам. При плазменной струе прямого действия изделие включено в сварочную цепь дуги, активные пятна которой располагаются на вольфрамовом электроде и изделии. При плазменной струе косвенного действия активные пятна дуги находятся на вольфрамовом электроде и внутренней или боковой поверхности сопла. Плазмообразующий газ может служить также и защитой расплавленного металла от воздуха. В некоторых случаях для защиты расплавленного металла используют подачу отдельной струи специального, более дешевого защитного газа. Газ, перемещающийся вдоль стенок сопла, менее ионизирован и имеет пониженную температуру. Благодаря этому предупреждается расплавление сопла. Однако большинство плазменных горелок имеет дополнительное водяное охлаждение. Дуговая плазменная струя - интенсивный источник теплоты с широким диапазоном технологических свойств. Ее можно использовать для нагрева, сварки или резки как электропроводных металлов, так и неэлектропроводных материалов, таких как стекло, керамика и др. (плазменная струя косвенного действия). Тепловая эффективность дуговой плазменной струи зависит от величины сварочного тока и напряжения, состава, расхода и скорости истечения плазмообразующего газа, расстояния от сопла до поверхности изделия, скорости перемещения горелки (скорости сварки или резки) и т. д. Геометрическая форма струи может быть также различной (квадратной, круглой и т. д.) и определяться формой выходного отверстий сопла.
Отличительные особенности плазменной сварки по сравнению с аналогами газовой, электродуговой в среде защитного газа, электроннолучевой и лазерной сваркой, процесс плазменной сварки имеет преимущества:
Высокая стабильность и устойчивость сжатой дуги, в том числе на малых токах, при увеличенной длине дуги, на любой полярности тока;
Высокая универсальность выбора режима;
Высокая концентрация тепловвода уменьшает объем расплавляемого основного и присадочного металла, уменьшает в ряде случаев количество дефектов в шве, снижает сварочные деформации;
Импульсные режимы плазменной сварки уменьшают перегрев изделия, опасность прожогов и сварочные деформации, улучшают структуру шва;
Ведение процесса плазменной сварки на постоянном токе обратной полярности повышает качество и стабильность свойств сварного шва за счет эффекта катодной очистки, проявляющегося в удалении оксидных и адсорбированных пленок со свариваемых поверхностей;
Возможность полной механизации и автоматизации технологического процесса;
Отсутствие включений вольфр
weldinggid.ru
Советы по сборке плазменной сварки своими руками. Плазменная сварка прямого и косвенного действия.
Плазменной сваркой называют процесс плавления, в котором используется сжатая дуга для нагрева. Дуга считается сжатой, когда ее столб сжимается потоком газов для сварки (азота, аргона) либо соплом горелки, используемой в плазменно-дуговой сварке. Под плазмой подразумевается газ, наполненный разнородно заряженными атомами с нулевым суммарным зарядом.
Плазма образуется внутри сопла, обжимаясь в нем образующим плазму газом и охлаждаемыми водой стенками и стабилизируясь. Это способствует образованию концентрированного столба дуги со значительным увеличением числа ударений друг с другом частиц плазмы. Одновременно сильно повышаются температура столба дуги со степенью ионизации, а также плазменная кинетическая энергия, используемая в аппаратах плазменной резки и сварки. Горелка, называемая еще плазмотроном, представляет собой приспособление, предназначенное для образования направленного потока плазмы. Он, обладая значительным запасом энергии, способен перемещаться со значительной скоростью.
Дуги со струями в плазменной сварке металла получают с помощью устройств с различными схемами. Дуга плазмы получается от совмещения канала с соплом, причем обрабатываемый материал служит одним из электродов, а столб дуги совмещен со струей плазмы. Разряд дуги, получаемый между электродами, создает струю плазмы. В качестве одного из электродов могут выступать как само изделие, так и стены канала с раздельным соплом.
Сущность технологии плазменной сварки
В основе принципа работы плазменной сварки лежит образование посредством осциллятора плазменной дуги. Чтобы облегчить эту операцию пользуются обычной дугой, имеющейся между электродом и горелкой. Питает дугу, образующую плазму, источник сварочного тока. Аппараты плазменной сварки работают на токах с прямой полярностью.

С использованием плазменной, то есть сжатой, дуги проводят сварку почти любых металлов в соединениях всех пространственных положений. В виде газа, образующего плазму, в установках плазменной сварки служат аргон с гелием, они же применяются и в качестве защиты. К достоинствам этой сварки относят большую эффективность с незначительной чувствительностью к изменениям длины дуги, а также способность к удалению вольфрамовых частиц из металла шва. При этом возможно без скоса кромок сваривание металлов толще 15 мм с особым грибовидным проваром. Эта особенность объяснима получением в основном материале отверстия, проходящего насквозь. В него возможен выход плазменной струи с переходом на обратную часть де
pipess.ru
Плазменная сварка и резка. Плазменная сварка прямого и косвенного действия.
Промышленность на сегодняшний день развивается быстрыми темпами. Возникают каждый год новые методики сварок, которые при современном частном строительстве начинают пользоваться популярностью. Данные способы зачастую облегчают работу, но не теряют по сравнению с раньше придуманными методами, своей безопасности и функциональности. Одним из них является плазменная сварка и плавление деталей.
Сущность плазменной сварки
Плазменную сварку используют для пайки «нержавейки», стальных труб и других металлов. Плазменная сварка представляет собой процесс, при котором совершается локальное расплавление металла с помощью плазменного потока. Плазмой называют ионизированный газ, содержащий заряженные частицы, которые могут проводить ток.
Газ ионизируется при нагреве высокоскоростной сжатой дугой, которая вытекает из плазмотрона. Чем выше температуру имеет газ, тем уровень ионизации будет выше. Температура дуги может достигать 5000-30000 градусов Цельсия. Технология плазменной сварки похожа на процедуру аргонной сварки. Однако обычную сварочную дугу нельзя отнести к плазменной, потому что её рабочая температура намного ниже - до 5 тысяч градусов.

Из всех разновидностей воздействия на металлы наиболее распространенной считается именно плазменная сварка, потому что начали применяться в современной тяжёлой промышленности нержавеющие стали, цветной металл, специальные сплавы и некоторые сплавы цветных металлов, а для данных материалов газовая и прочие обработки считаются малоэффективными.
Плазменной дугой называют более концентрированный источник нагрева, который без разделки кромок позволяет сваривать большие толстые металлы. Из-за собственной цилиндрической формы и возможностей значительного увеличения длины подобная дуга позволяет проводить плазменную сварку своими руками в труднодоступных местах и при изменениях расстояния от изделия до сопла горелки.
Принцип работы
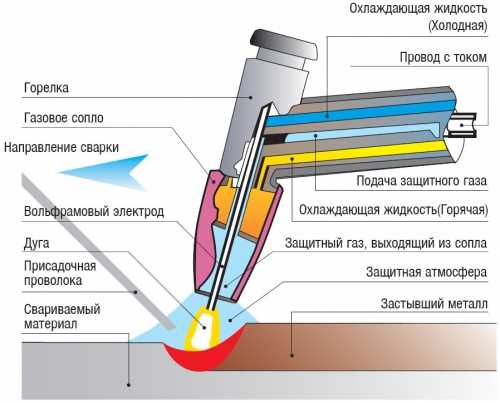
Для превращения обычной дуги в плазменную, для повышения мощности и температуры обычной дуги принято использовать два процесса: сжатие и процедуру принудительного вдувания в дугу плазмообразующего газа. В процессе в качестве плазмообразующего газа принято использовать аргон, иногда с добавкой водорода или гелия. Как защитный газ также необходимо использовать аргон. Материалом электрода является вольфрам, активированный торием, иттрием и лантаном, а также медь и гафний.
Сжатие дуги осуществляют за счет расположения ее в специальном плазмотроне, стенки которого в интенсивном порядке охлаждаются водой. Поперечное сжатие дуги в результате сжатия снижается и в итоге возрастает ее мощность - энергия, приходящаяся на единицу площади.
В область плазменной дуги одновременно со сжатием вдувается плазмообразующий газ, нагреваемый дугой, ионизируется и повышается из-за теплового расширения в объеме в сто раз. Кинетическая энергия ионизированных частиц, что содержаться в плазмообразующем газе, дополняет тепловую энергию, которая выделяется в дуге в результате совершающихся электрических процессов. Поэтому плазменные дуги и называют более мощными источниками энергии, чем обычные.
Кроме высокой температуры, основными чертами, которые отличают плазменную от обычной дуги, являются: меньший диаметр дуги, давление на металл дуги больше в шесть-десять раз, чем у обычной, цилиндрическая форма дуги наряду с обычной конической, возможность поддерживания дуги на малых токах - порядка 0,2-30 Ампер.
Возможны две схемы плазменной сварки: сварка плазменной дугой, в рамках которой дуга горит между изделием и электродом, и струей плазмы, когда горит дуга между соплом плазмотрона и электродом и выдувается потоками газа. Наиболее р
weldinggid.ru