



Клиновые токарные патроны. Что такое патрон станка
Клиновые токарные патроны | Оснастка токарного станка
Эксплуатация в промышленности токарных патронов различных типов показала, что клиновые патроны обеспечивают более высокую точность центрирования заготовки, чем рычажные. Принцип действия клиновых патронов основан на одновременном перемещении кулачков патрона с помощью осевого движения вперед втулки, которая имеет три клиновых паза, сопрягающихся с клиновыми пазами на внутренних концах кулачков. Большая поверхность контакта прямолинейных клиновых пазов кулачка с пазами втулки обеспечивает высокую точность движения кулачков и ее сохранение при эксплуатации.
Быстрая переналаживаемость
Для станков с ЧПУ, на которых обрабатываются небольшие партии деталей, важна возможность быстрой переналадки патрона. Одна из конструкций клинового быстропереналаживаемого патрона типа ПБК показана на рис. 2.7. Кулачки 4 перемещаются с помощью втулки 2. Быстрая переналадка каждого из кулачков 7 на требуемый размер производится при повороте винта 6 на 90° с помощью ключа. На части окружности винта резьба срезана, поэтому кулачок расцепляется с винтом и может быть легко заменен или передвинут в пазах корпуса 1 в радиальном направлении на необходимую величину.
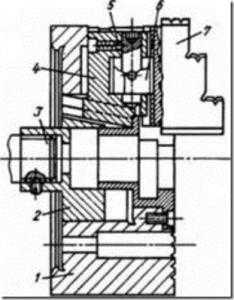
Рис. 2.7. Токарный быстропереналаживаемый клиновой патрон
При обратном повороте винта его резьба входит в зацепление с полугайкой, образованной резьбовой поверхностью кулачка 7, и фиксирует его в новом положении относительно основного кулачка 4. В рабочем положении винт удерживается шариковым фиксатором 5. Для отсчета положения кулачка на торце корпуса патрона нанесены кольцевые риски. Переналадка всех трех кулачков на другой диаметр закрепляемой заготовки занимает не более 2 мин.
Закрепление заготовки
Закрепление заготовки осуществляется с помощью гидравлического или пневматического привода, размещенного на заднем конце полого шпинделя и связанного штоком 3 с патроном. При осевом движении клина три основных кулачка 4 и связанные с ними кулачки 7 перемещаются в радиальном направлении и зажимают заготовку.
Применение для изготовления основных деталей высококачественных сталей с термообработкой до твердости HRC, 60 повышает надежность, точность и долговечность патрона. В патроне типа ПБК-315 диаметром 315 мм можно закреплять заготовки диаметром от 12 до 310 мм при ходе кулачков (от механизированного привода) 6 мм и максимальной тяговой силе на штоке 50000 Н.
Автоматизация
Для станков с ЧПУ и ГПС разработаны конструкции патронов с автоматически переналаживаемыми на необходимый диаметр заготовки кулачками. В одной из таких конструкций патрона зубчатые клиновые рейки, перемещающие кулачки, имеют участок без зубьев, который дает возможность кулачкам выйти из зацепления с рейками.
Для переналадки патрона сначала программируется такая частота вращения шпинделя, чтобы под действием центробежных сил расцепленные с рейками кулачки разошлись до наибольшего диаметра. Затем частота вращения шпинделя снижается до минимальной и ролик, перемещающийся по программе, воздействует на внешние концы кулачков и сближает их до необходимого положения, после чего клиновые рейки перемещаются в исходное положение, входя в зацепление с кулачками.
Похожие материалы
Патрон зажимной для токарного станка по дереву
Точность и качество обработки на токарном станке во многом зависит от установленного патрона. Патрон для токарного станка по дереву обеспечивает закрепление заготовки штучного или пруткового типа и передает основное движение резания.
Обработка с высокими скоростями резания требует от патрона высокой точности центрирования и надежности крепления заготовки.
Разновидность
Патроны отличаются по конструкции в зависимости от функционального и технологического назначения.
Классифицируют токарные патроны по нескольким признакам:
- Способ крепления к станку: на фланец шпинделя, с использованием переходного фланца, прямо на шпиндель станка.
- Установка кулачков: с независимым перемещением, с установкой непосредственно на фланце шпинделя.
- Принцип закрепления заготовки: ручной, механизированный (с гидравлическим или пневмоприводом).

Принцып ручного закрепления заготовки
Использование механизированного привода снижает затраты вспомогательного времени на установку и закрепление заготовки. Привод обеспечивает точное положение заготовки и центрирование при установке, такой механизм способствует повышению точности обработки.
Токарные патроны имеют разное количество кулачков. Они могут быть 2, 3 и 4 кулачковыми. Кулачки находятся в непосредственном контакте с заготовкой при работе, удерживают ее в одном положении. Бывают прямые и обратные.
Дерево (заготовка) фиксируется за наружную поверхность или отверстие для деталей в виде тел вращения, за наружные грани крепятся призматические детали.
Патрон является сложным технологическим изделием, сборной конструкции. При изготовлении сборочных единиц используются различные материалы. Корпус выполняется из серого чугуна марки СЧ 30. Материалом для деталей служит инструментальная сталь с высоким пределом прочности и термической обработкой. Шероховатость на рабочих поверхностях не выше 1,6.
Классификация
В зависимости от конструктивного исполнения токарные патроны бывают:
- рычажные;
- самоцентрирующиеся;
- клиновые;
- цанговые;
- мембранные.
Рычажный вид
Едва ли не самая популярная конструкция. Действие механизма основывается на перемещении кулачков и зажимов за счет подвижности двухплечего рычага. Наличие гидропривода позволяет оптимизировать конструкцию.
К основной характеристике устройства относится количество зажимов для закрепления кулачка и способность к смещению по рабочему диску. Настроить такой патрон достаточно сложно, особенно при нестандартной обработке.
Переналадка происходит по двум схемам:
- Независимая регулировка кулачков – операция трудоемкая и выполняется не для каждой конструктивного типа патрона.
- Синхронное перемещение кулачков ключом.
Для проведения наладки специальный ключ устанавливается в паз для настройки гидропривода.
При работе с устройством подобного типа отмечается небольшой люфт детали при вращении. По этой причине рычажные конструкции чаще используются при черновой обработке.
Самоцентрирующийся вид
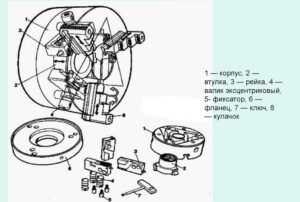
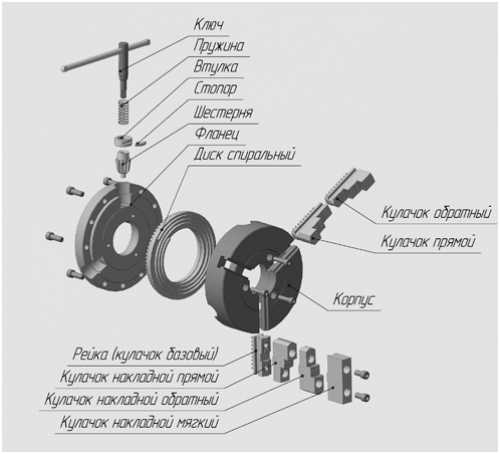
Заготовка центруется в патроне за счет одновременного перемещения кулачков, что характерно трехкулачковому самоцентрирующемуся патрону. Синхронное перемещение всех кулачков обеспечивается за счет вращения диска, на торце которого сделаны пазы по спирали Архимеда.
С противоположной стороны диска нарезано коническое зубчатое колесо. Оно входит в зацепление с тремя малыми кончиками. При повороте ключа приводится во вращение малое зубчатое коническое колесо, находящееся в зацеплении с диском.
Диск начинает вращение и перемещает кулачки, вставленные в пазы спирали. Изменением направления вращения производится сведение или разведение кулачков от центра. Сведение или разведение кулачков сопровождается зажимом или отжимом заготовки.
В патронах с механизированным приводом усилие зажима обеспечивает гидроцилиндр или пневмоцилиндр, установленный с задней стороны шпинделя. Шток цилиндра соединяется посредством тяги с механизмом перемещения кулачков в патроне. Тяга проходит через центральное отверстие в шпинделе. Перемещение поршня в одну или другую сторону означает, что заготовка зажимается либо освобождается.
Клиновой вид
Строение клинового патрона
Клиновая конструкция появилась после усовершенствования рычажного патрона.
Точность перемещения каждого кулачка удалось обеспечить после установки отдельных механических или пневматических приводов, что позволило использовать устройство на точных операциях.
Клиновой патрон наделен неоспоримым преимуществом перед прочими исполнениями. У него есть функция смещения оси заготовки от центральной оси станка. Присутствие эксцентриситета расширяет возможности станка по обработке деталей сложной конфигурации.
Характерные особенности при работе с клиновыми патронами:
- Трудности при настройке на операцию.
- Высокая точность установки при низком проценте погрешности.
- Равномерно распределенная нагрузка от усилия зажима каждым кулачком повышает надежность закрепления заготовки.
Токарный станок с устройством ЧПУ нуждается в быстрой переналадке. В таких станках устанавливают зажимные модули с возможностью подключения к системе управления.
Материал, из которого изготавливают клиновые патроны, должен соответствовать высоким стандартам качества. Нельзя допускать изменения рабочих характеристик патрона в процессе обработки с высокой скоростью.
Цанговый вид
Цанговый пневматический патрон для токарного станка
Закрепить быстро и надежно цилиндрическую деталь на токарном станке поможет цанговый патрон. Во время первой установки могут возникнуть трудности, специалисту следует изучить инструкцию, а также технический паспорт изделия.
Цанга, являющаяся основным элементом конструкции, представляет собой втулку с продольными осевыми прорезями. За счет прорезей формируются упругие зажимные лепестки. Они служат кулачками при зажиме заготовки. Их количество варьируется от 3 до 6 в соответствии с диаметром втулки. Цанга помещается в корпус с зажимной гайкой.
Установленную во втулку заготовку равномерно обжимают лепестки за счет давления гайки на конус, который создает сжимающее усилие. Заготовка получает жесткую фиксацию, а радиальное биение почти отсутствует.
Патрон цангового типа рассчитан на длительный период эксплуатации, а количество закреплений-снятий не регламентируется. Мастеру необходимо выработать принцип работы на станке, с помощью которого коэффициент полезного действия будет оптимальным. Современные агрегаты легко поддаются настройке, многие мастерские предлагают услуги по установке такого оборудования.
Мембранный вид
Токарные патроны мембранного типа характеризуются высокой точностью центрирования и закрепления заготовки.
Мембрана из упругого материала располагается на фланце механизма. На нее устанавливаются зажимные кулачки со сменными губками. Количество кулачков варьируется быть от 3 до 8.
При закреплении заготовки включается пневмопривод.
Пневмопривод токарного станка
Под давлением мембрана прогибается, губки расходятся на 0,1–0,2 мм. Заготовка заводится в патрон до упора и привод отключается. Под действием упругих сил мембрана стремится вернуться в первоначальное положение. Губки обжимают заготовку.
Подобный процесс занимает небольшое количество времени, но от мастера требуется щепетильность, внимательность и осторожность. Не стоит легкомысленно относиться к производственному процессу. Детали агрегата легко выходят из строя под давлением.
Мембрана, выполненная из пружинной стали, прочно удерживает заготовку при обработке. С увеличением количества кулачков повышается точность центрирования.
Применяют мембранные патроны на чистовых операциях с малыми силами резания. Специфика работы известна далеко не каждому мастеру, необходимо изучить нормативную базу, а также рекомендации профессионалов.
Как выбрать деталь
Оптимальную модель патрона для станка выбирают, руководствуясь комплексной методикой. В первую очередь учитывают технические данные станка и выполняемые операции. Исходя из этого, анализируют следующие параметры.
Рабочий диаметр – специалисты обращают внимание на наружный диаметр устройства и размер доступный для установки на подобном оборудовании. Важен посадочный размер проточки и расположение крепежа.
Конструктивное исполнение – имеет значение способ закрепления заготовки, расположение и число кулачков.
Параметры обрабатываемых деталей – необходимо знать максимальный и минимальный диаметр по валу и отверстию будущей заготовки, вес, длину, конфигурацию. Эти факторы влияют на метод крепления – прямыми или обратными кулачками.
Размер отверстия полого шпинделя под установку заготовки из прутка. А также диапазон частот вращения.
Условия эксплуатации токарного патрона требуют размещения в закрытом помещении, где исключено негативное воздействие природных факторов и агрессивных сред, способных вызвать коррозию.
Токарный патрон является неотъемлемой частью токарного станка и без него механическая обработка невозможна.
Видео по теме: Самодельный токарный патрон
promzn.ru
Токарный патрон своими руками | Строительный портал
Качество и производительность работы любого оборудования зависит напрямую от состояния его оснастки. Особенно важно точно, быстро и надежно закреплять заготовки на аппаратах с ЧПУ и станках, что работают в составе ГПС. Для сокращения времени на расположение заготовки на станке, а также увеличения надежности и точности ее крепления широко применяются патроны для токарных станков.
Содержание:
- Особенности токарного патрона
- Принцип работы токарного патрона
- Токарный патрон своими руками
Особенности токарного патрона
Токарный патрон – это неотъемлемая часть комплекса оборудования при проведении токарных работ. Эта конструкционная деталь предназначается для закрепления штучных заготовок и пруткового материала на токарно-винторезных, шлифовальных, револьверных и токарных станках, а также металлообрабатывающем оборудовании. С помощью токарного патрона вы можете фиксировать заготовки самых разнообразных размеров. Заготовки крепятся за внутреннюю плоскость его отверстия, наружную поверхность или наружную поверхность для вала.
Токарные патроны с механизированными приводами позволяют уменьшать вспомогательное время, необходимое на установку заготовки на оборудование и снятие её после проведения обработки, чем увеличивают производительность труда. С другой стороны эти изделия повышают точность обработки, так как обеспечивают координацию заготовок относительно рабочих органов токарного станка и их надежное крепление, которое исключает деформацию или смещение при обработке.

Одними из известнейших мировых производителей токарных патронов по дереву в Европе выступают Rohm (Германия), Bison-bial (Польша), а также некоторые отечественные заводы технической оснастки, инструментов и станочных узлов. Эта продукция достаточно дорогостояща, но сегодня просто невозможно представить производство без использования токарных патронов.
Принцип работы токарного патрона
Использование токарного патрона должно совершаться в закрытом помещении и при отсутствии агрессивных веществ, провоцирующих коррозию. Стяжные болты перед началом работы затягивают до максимума гаечным ключом, затем токарный патрон закрепляют на станке, все болты затягивают с гайками и запускают токарный станок. Нужно учитывать, что устанавливаются для начала малые обороты для проверки значений торцевого и радиального биений токарного патрона на холостом ходу.
Для крепления изделий на токарных станках широко используются двух- и трехкулачковые патроны, реже - четырехкулачковые. Для крепления и удержания деталей токарный патрон в себе содержит кулачки, количество которых изменяется от 2 до 6. При этом токарные патроны бывают с независимым передвижением кулачков и с непосредственным закреплением кулачков на фланцевый конец шпинделя. Зависимо от способа крепления токарного патрона к станку, выделяют следующие виды крепления: на фланцевый конец шпинделя, через переходной фланец, непосредственно на сам шпиндель токарного станка.
Центрирование заготовки в патронах достижимо благодаря одновременному перемещению зажимающих кулачков в радиальном направлении. Кулачки токарного патрона передвигаются одновременно при помощи диска, у которого имеются на одной стороне пазы в виде архимедовой спирали коническое зубчатое колесо, которое сопряжено с тремя прочими, на другой. Ключом в движение приводится одно колесо, при этом тоже поворачивается диск и перемещает равномерно все кулачки. От направления вращения диска будет зависеть то, приблизятся ли к центру патрона кулачки (зажимается заготовка) или удалятся от него (освобождается заготовка).
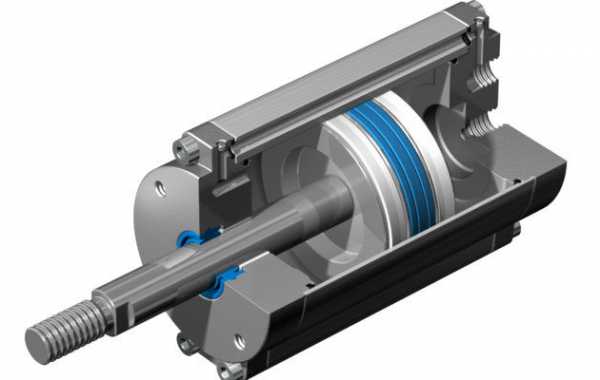
Сила зажима в механизированных патронах создается гидравлическим или пневматическим цилиндром, который размещается на заднем конце шпинделя. Через центральное отверстие шпинделя цилиндр соединяется тягой с механизмом патрона, который осуществляет передвижение кулачков, что зажимают установленную заготовку в патрон.

Сжатый воздух или жидкость во вращающийся цилиндр во время обработки попадает при помощи специального устройства под названием муфта. Как правило, передвижение кулачков от механизированного привода доходит до 5—10 миллиметров, поэтому конструкция токарного патрона в любом случае позволяет быстро переналадить изделие при переходе от обработки между партиями заготовок.
Для повышения точности крепления заготовки при выполнении чистовой обработки принято использовать накладные незакалённые кулачки, что растачиваются на станке под определенные габариты установочных баз заготовки. Основными кулачками с этой целью зажимают короткую оправку для выбора зазоров во всех сопряжениях, а после этого рабочие поверхности накладного кулачка растачивают на самый большой диаметр базовой поверхности детали.

Конструкция незакаленных кулачков и их крепления при помощи сопряжения вида ласточкин хвост позволяет накладные кулачки устанавливать с точностью до 0,02 миллиметра и избежать следующего их растачивания.Для быстрой переналадки между типоразмерами заготовки требуются универсальные незакаленные кулачки, это достигается путем поворота в определенное положение круглых или шестигранных головок накладных кулачков, которые закреплены на основных кулачках и расточены на нужный диаметр. Заготовки большого диаметра закрепляются в таком патроне с обратным размещением ступеней кулачков.
При возникновении необходимости обработки двух похожих поверхностей принято использовать незакаленные кулачки, погрешность крепления заготовок в которых может уменьшаться до 0,03—0,05 миллиметров. Заготовки типа валов, что имеют большую длину, можно устанавливать в токарный патрон, который имеет поджим заднего центра.
Токарный патрон своими руками
Вы познакомились с устройством и основными видами токарных патронов, а сейчас вашему вниманию представляется вариант самодельного токарного патрона для станка по дереву. Основной рабочей деталью патрона является эластичная втулка, что имеет диаметр 6 миллиметров. Необходимо использовать втулки двух типов — полиуретановые и резиновые, в качестве которых вы можете взять обрезки уплотняющих жгутов.
Накидную гайку нужно сделать из латуни или бронзы. Можно использовать для этой цели и сталь, но у бронзовых гаек меньше трение. Пятачок можете выполнить из любого материала, даже можно взять дюраль. Корпус выточите из стали. В его хвостовике должно присутствовать внутреннее отверстие или резьба — это зависит от устройства хвостовика вала того аппарата, на которое предстоит установить патрон.

Резиновая втулка и корпус — в патроне самые ответственные детали. От того, насколько точно они изготовлены, зависит, будет ли сверло, зажатое в патрон, «бить». Для снижения вероятности «биения» сверла обе детали изготовьте в определенной последовательности. Выточите корпус патрона на станке за одну установку. Подобный прием позволит обеспечить с определенной точностью соосность центрального отверстия и хвостовика под втулку.
Корпус патрона после механической обработки останется в шпинделе токарного станка. Внутрь патрона вставьте заготовку эластичной втулки и слегка подожмите ее через пятачок накидной гайкой. В заднюю бабку станка вставьте сверло диаметром 1 миллиметр и рассверлите зажатую втулку. Таким методом целесообразно сделать в запас несколько втулок.

Если вы не имеете возможности застопорить при зажатии сверла вал сверлильного устройства, нужно сделать на корпусе самодельного патрона для токарного станка лыски под гаечный ключ, чтобы можно было накидную гайку туго затянуть. В токарный патрон вы можете зажимать сверла, что имеют диаметр от 0,8 до 1,2 миллиметров. Для сверл другого диаметра отверстия в гайке и втулке необходимо сделать другими.
Главное отличие данного патрона кроется в том, что эластичная втулка будет зажимать весь хвостовик сверла, а чтобы установить стандартное сверло в патрон Вербового рекомендуется его хвостовик обрезать. Отверстие под эластичную втулку выполните не в гайке, а в корпусе патрона, оно должно быть максимально приближенным к зажимающему устройству шпинделя станка. Это значительно увеличивает при монтаже точность центрирования сверла.
Теперь вы знаете, для чего нужны токарные патроны, и какую функцию они выполняют при работе на токарном станке. К тому же совсем не сложно изготовить токарный патрон своими руками. Для этого нужно, прежде всего, определиться со средой использования изделия и строго следовать нашим инструкциям.
strport.ru
Токарные патроны с механизированным приводом
Для сокращения времени на установку заготовки на станке, а также повышения точности и надежности ее крепления широко применяют механизированный привод к токарным патронам. Механизированные зажимные устройства обеспечивают постоянство сил зажима для всех деталей партии и облегчают труд рабочего при креплении заготовок на станке. Особенно важно быстро, точно и надежно закреплять заготовки на станках с ЧПУ и станках, работающих в составе ГПС.
В механизированных патронах сила зажима создается пневматическим или гидравлическим цилиндром, размещенным на заднем конце шпинделя. Цилиндр через центральное отверстие шпинделя соединен тягой с механизмом патрона, осуществляющим перемещение кулачков, которые зажимают установленную в патрон заготовку. Сжатый воздух (или жидкость) поступает во вращающийся во время обработки цилиндр с помощью специального устройства — муфты. Как правило, перемещение кулачков от механизированного привода составляет не более 5—10 мм, поэтому конструкция патрона должна позволять быстро переналадить его при переходе от обработки одной партии заготовок к другой. Наибольшее распространение получили рычажные, клиновые и мембранные патроны.
Рычажный патрон
Патрон может быть использован в мелкосерийном производстве, так как его переналадка проста и обеспечивает крепление в патроне заготовок в широком диапазоне диаметров. В корпусе патрона на центрирующей поверхности размещен диск, с одной стороны которого на торце имеется резьба по архимедовой спирали, а с другой стороны нарезан конический зубчатый венец.
С помощью резьбы три основных кулачка могут перемещаться радиально в пазах корпуса. Ключом, вставленным в гнездо любой из трех конических шестерен, как в универсальном трехкулачковом патроне, можно одновременно перемещать в радиальном направлении три кулачка. Ползуны, также размещенные в корпусе, связаны с кулачками сухарями, которые своей задней цилиндрической поверхностью входят в гнездо кулачков, а передней — в паз ползунов. Стержни, на которых сухари сидят по скользящей посадке, не позволяют сухарям поворачиваться, поэтому вместе с кулачками перемещаются и ползуны с закрепленными на них зажимными кулачками.
Крепление заготовки осуществляется от гидропривода, перемещающего тягу с муфтой. Стержни с сухарями, образующие двуплечий рычаг, поворачиваются вокруг центра цилиндрической части сухаря, перемещают ползуны с кулачками к центру и зажимают заготовку.
Переналадка патрона данной конструкции проста и сводится к перемещению одновременно всех кулачков в нужное радиальное положение с помощью ключа. На эту операцию затрачивается не больше времени, чем на крепление заготовки в обычном трехкулачковом патроне с немеханизированным приводом. Сила зажима заготовки зависит от положения сухарей на стержнях заготовки. При креплении заготовок большого диаметра она максимальна (до 120 кН). Из-за подвижных элементов, соединяющих ползуны с основными кулачками, погрешность центрирования заготовки большая, поэтому патрон используется на черновых операциях.
Клиновые патроны
Эксплуатация в промышленности токарных патронов различных типов показала, что клиновые патроны обеспечивают более высокую точность центрирования заготовки, чем рычажные. Принцип действия клиновых патронов основан на одновременном перемещении кулачков патрона с помощью осевого движения вперед втулки, которая имеет три клиновых паза, сопрягающихся с клиновыми пазами на внутренних концах кулачков. Большая поверхность контакта прямолинейных клиновых пазов кулачка с пазами втулки обеспечивает высокую точность движения кулачков и ее сохранение при эксплуатации.
Для станков с ЧПУ, на которых обрабатываются небольшие партии деталей, важна возможность быстрой переналадки патрона. Кулачки перемещаются с помощью втулки. Быстрая переналадка каждого из кулачков на требуемый размер производится при повороте винта на 90° с помощью ключа. На части окружности винта резьба срезана, поэтому кулачок расцепляется с винтом и может быть легко заменен или передвинут в пазах корпуса в радиальном направлении на необходимую величину.
При обратном повороте винта его резьба входит в зацепление с полугайкой, образованной резьбовой поверхностью кулачка, и фиксирует его в новом положении относительно основного кулачка. В рабочем положении винт удерживается шариковым фиксатором. Для отсчета положения кулачка на торце корпуса патрона нанесены кольцевые риски. Переналадка всех трех кулачков на другой диаметр закрепляемой заготовки занимает не более 2 мин.
Закрепление заготовки осуществляется с помощью гидравлического или пневматического привода, размещенного на заднем конце полого шпинделя и связанного штоком с патроном. При осевом движении клина три основных кулачка 4 и связанные с ними кулачки перемещаются в радиальном направлении и зажимают заготовку.
Применение для изготовления основных деталей высококачественных сталей с термообработкой до твердости HRC, 60 повышает надежность, точность и долговечность патрона. В патроне типа ПБК-315 диаметром 315 мм можно закреплять заготовки диаметром от 12 до 310 мм при ходе кулачков (от механизированного привода) 6 мм и максимальной тяговой силе на штоке 50000 Н.
Для станков с ЧПУ и ГПС разработаны конструкции патронов с автоматически переналаживаемыми на необходимый диаметр заготовки кулачками. В одной из таких конструкций патрона зубчатые клиновые рейки, перемещающие кулачки, имеют участок без зубьев, который дает возможность кулачкам выйти из зацепления с рейками.
Для переналадки патрона сначала программируется такая частота вращения шпинделя, чтобы под действием центробежных сил расцепленные с рейками кулачки разошлись до наибольшего диаметра. Затем частота вращения шпинделя снижается до минимальной и ролик, перемещающийся по программе, воздействует на внешние концы кулачков и сближает их до необходимого положения, после чего клиновые рейки перемещаются в исходное положение, входя в зацепление с кулачками.
Мембранные патроны

Еще более высокую точность центрирования заготовок обеспечивает мембранный патрон. Упругая мембрана крепится к фланцу патрона болтами. Мембрана имеет от трех до восьми кулачков со сменными губками 4. В некоторых конструкциях мембранных патронов кулачки крепятся к мембране болтами.
Для установки заготовки в патрон пневмопривод через шток давит на мембрану и прогибает ее, в результате чего губки 4 патрона расходятся на 0,1—0,15 мм. Заготовка устанавливается в разжатые губки до упора торцом в штифты 6, после чего пневмопривод отключается, мембрана стремится возвратиться в исходное состояние и губками зажимает заготовку.
Заготовка удерживается во время обработки силами упругости мембраны, выполненной из стали 65Г или У7А и закаленной до твердости HRC, 45—50. Большое число кулачков способствует центрированию заготовки с точностью 0,05 мм и выше. Из-за небольших сил крепления заготовки мембранные патроны используют на чистовых операциях при небольших сечениях снимаемой стружки.
При установке заготовок в мембранные патроны пневмопривод используется лишь для разведения кулачков, и поэтому работа с таким патроном безопасна. В случае внезапного падения давления в сети сжатого воздуха во время обработки заготовка продолжает надежно удерживаться в патроне упругими силами мембраны.
Цанги
При точении деталей из прутка или из штучных заготовок небольшого диаметра с точной (12-й квалитет точности и выше) наружной цилиндрической поверхностью для крепления заготовок широко применяют цанговые устройства.
Цанга представляет собой разрезную закаленную втулку из пружинящей стали с конической наружной поверхностью, сопрягающейся с внутренним конусом корпуса. Для крепления заготовки тяга перемещает цангу влево, коническая поверхность корпуса заставляет сжиматься лепестки цанги, которые и закрепляют заготовку. Точность центрирования заготовки в цанговом патроне зависит как от точности изготовления деталей патрона, так и от точности самой заготовки и составляет 0,05—0,1 мм.
Похожие статьи:
stankitokarnie.ru
Зажимной патрон - это... Что такое Зажимной патрон?
Зажимной патрон (токарный патрон, сверлильный патрон, цанговый патрон) — специальное устройство для крепления деталей или инструмента на оси шпинделя.
Токарный патрон
Токарный самоцентрирующийся трехкулачковый патрон с ключомОбычно используется в составе передней бабки (шпинделя) токарного станка для зажима обрабатываемой детали. Иногда используется в составе поворотных столов и делительных головок.
Различают самоцентрирующиеся патроны (для установки осесимметричных деталей) и патроны с независимыми кулачками (для несимметричных деталей).
На оси шпинделя патрон может крепиться
тип 1 - с цилиндрическим центрирующим пояском и с креплением через промежуточный фланец (в простонародье "планшайба").
тип 2 – с креплением непосредственно на фланцевые концы шпинделей под поворотную шайбу по ГОСТ 12593 (конус).
тип 3 – с креплением непосредственно на фланцевые концы шпинделей по ГОСТ 12595 (конус, сквозное крепление).
Цанговый патрон
Цанговые патроны. Цанговые патроны применяют главным образом для закрепления холоднотянутого прутка или для повторного зажима заготовок по предварительно обработанной поверхности. По конструкции различают патроны с втягиваемой, выдвижной, и неподвижной цангами. По назначению цанги делятся на подающие и зажимные.
Подающая цанга представляет собой стальную закаленную втулку, имеющую три неполных разреза, образующих пружинящие лепестки, концы которых поджаты друг к другу. Форма и размеры отверстия подающей цанги должны соответствовать профилю прутка. Подающая цанга навинчивается на подающую трубу, которая получает осевое перемещение и осуществляет подачу расположенного в ней прутка от кулачкового механизма или от гидромеханического привода. При загрузке станка пруток проталкивается между лепестками подающей цанги и раздвигает их. Лепестки прижимаются силой своей упругости к поверхности прутка. При перемещении подающей трубы лепестки подающей цанги под действием сил трения сжимаются и увеличивают силу сцепления при подаче прутка.
Зажимная цельная цанга - выполняется в виде втулки с пружинящими лепестками. Цанга с тремя лепестками применяется при обработке заготовок диаметром до 3 мм, с четырьмя - диаметром до 80 мм и с шестью - диаметром свыше 80 мм. Угол при вершине конуса цанги обычно равен 30 градусам. Для обработки заготовок малого диаметра применяют зажимные разъемные цанги, у которых кулачки разводятся пружинами. В некоторых случаях применяют разъемные цанги со сменными вкладышами, форма и размеры которых зависят от формы и размеров обрабатываемого прутка. Цанговый патрон также служит для крепления концевого режущего инструмента (сверла, фрезы, метчики) с небольшим диаметром хвостовика. Инструмент в таком патроне фиксируется в сменной цанге, которая в свою очередь фиксируется в патроне гайкой. При закручивании гайки цанга вдавливается внутрь патрона и, за счет своей формы, упруго деформируется обжимая инструмент.
Цанговый патронНедостатком такого патрона является то, что для инструмента с различным диаметром хвостовиков требуются разные цанги. Несмотря на это цанговый патрон получил очень широкое распространение благодаря своей простоте и надежности. Наиболее широко распространены патроны с цангами типа ER.
В автоматах продольного точения цанговый патрон служит по существу вместо токарного, то есть в него зажимается обрабатываемая деталь. Причина такого решения заключается в малом диаметре обрабатываемых деталей. Цанги для автоматов продольного точения существенно отличаются по конструкции от обычных цанг. При этом на таком станке наряду со специальными цангами для зажима детали могут использовать, стандартные для зажима инструмента.
Сверлильный патрон
Сверлильные патроны на конусах с зажимным ключомКак и следует из названия, такой патрон применяется для закрепления сверла на оси шпинделя станка. Эти патроны используются также в ручных дрелях.
Достоинством сверлильного патрона является возможность зажимать инструмент в очень широком диапазоне диаметров. Недостатком является высокая стоимость (в станках используются прецизионные сверлильные патроны, которые намного дороже используемых в ручных дрелях). Другой минус: неспособность воспринимать радиальную нагрузку, что делает невозможным его применение для фрезерования.
Сверлильный патрон, как правило, используется при необходимости зажать сверло небольшого диаметра, чаще всего цельнотвердосплавное или из быстрорежущей стали.
Патрон перфоратора
Ударная дрель имеет специальный патрон под специальное сверло. Современная массовая конструкция разработана Bosch в 1975 году.
Термопатрон
Термопатрон применяется для тех же целей, что и цанговый патрон. Отличие заключается в принципе зажима инструмента: в термопатроне для этого применяется горячая посадка. Патрон разогревается в специальном устройстве и его отверстие увеличивается за счет термического расширения. Затем в него вставляется инструмент, и патрон охлаждают (на воздухе либо в специальном устройстве)[1][2]
 Термопатрон
Термопатрон Разжим происходит аналогично.
Достоинство термопатрона — в высоком усилии зажима, которое невозможно достичь в цанговом и, тем более, сверлильном патроне. Применение такого патрона позволяет снизить вибрацию и существенно повысить стойкость инструмента.
Недостатки: для инструмента разных диаметров нужны разные патроны; постоянные циклы нагрева и охлаждения приводят к сильному износу патрона, устройства нагрева и охлаждения; также термопатроны дороги (и оттого мало распространены в России).
Гидропатрон
Гидропатрон — технология альтернативная термопатрону. В гидропатроне зажим инструмента осуществляется за счет давления жидкости. Для зажима/разжима патрона достаточно повернуть винт в боковой поверхности. Инструмент может зажиматься как непосредственно в патрон, так и через переходную карандашную цангу (что позволяет использовать один патрон для большой номенклатуры инструмента) При этом усилие зажима намного выше, чем в цанговом патроне, а жидкость внутри одновременно способствует гашению вибраций.
Гидропатрон стоит существенно дороже цангового, но не требует специального устройства, как термопатрон, и более универсален.
Гидропатрон, сбоку виден винт для зажима/разжимаНедостатками (по сравнению с термопатроном) являются: невысокое усилие зажима, невозможность использования с инструментом, имеющим weldon- и whistle notch-хвостовики, опасность поломки при зажиме вхолостую по ошибке.
В новых, усиленных моделях гидропатронов эти недостатки устранены. Однако гидропатроны по прежнему не предусматривают возможности использования с балансировочной машиной. Кроме того, их нельзя использовать при высокоскоростной обработке без охлаждающей жидкости, так как жидкость внутри патрона может закипеть.
Weldon-патроны
Применяется для инструмента с Weldon-хвостовиком. Принцип действия прост: хвостовик инструмента имеет лыску, зажатие осуществляет закручиванием винта, винт упирается в площадку лыски, надежно фиксируя инструмент.
Достоинства: большая, по сравнению с цанговым патроном, жесткость, простота.
Недостатки: для инструментов с различным диаметром хвостовика нужны разные патроны.
На практике инструмент с хвостовиком Weldon часто зажимаю в другие типы патронов. Это допускается, но ведет к некоторым проблемам:
1. Асимметрия инструмента с Weldon-хвостовиком увеличивает дисбаланс. Теоретически эта проблеме легко решается путем балансировки оправок с инструментом, однако в действительности балансировочные машины редко встречаются на российских предприятиях.
2. Гидропатрон можно сломать, зажав в него инструмент с хвостовиком Weldon.
Наиболее широко Weldon применяется для зажима инструментов с большим диаметром хвостовика(20 мм и более) Как правило это сверла, фрезы и расточки со сменными пластинами. Единственной альтернативой данной технологии в этой области являются модульные системы оснастки.
Фрезы с Weldon-хвостовиком Weldon-патроны: фотографии и схемы.Патроны whistle notch
Сходен с Weldon, имеет все описанные достоинства и недостатки последнего. Единственное отличие: лыска на инструменте и зажимной винт выполняются под углом, таким образом винт не только прижимает инструмент к стенке патрона, но и затягивает его внутрь. Несмотря на некоторые преимущества, в России применяется редко.
См. также
Примечания
brokgauz.academic.ru
Патрон - это... Что такое Патрон?
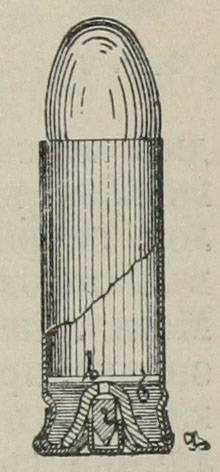
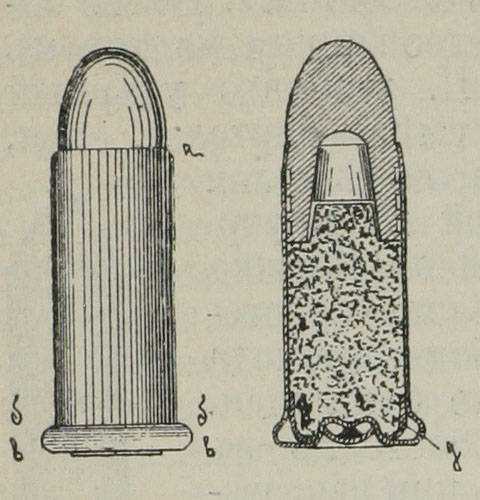
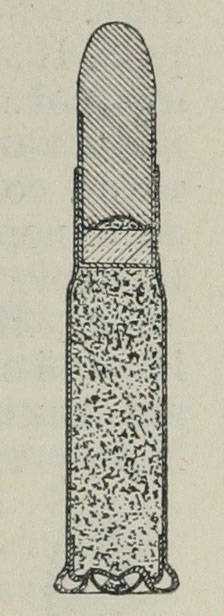
ПАТРОНЪ, соединеніе въ одно цѣлое снаряда или пули, порох. заряда и капсюля; служитъ для стрѣльбы изъ ружей, револьверовъ и арт. орудій. Первонач-но П. употреблялись только для стрѣльбы изъ ружей и примѣнялись для заряжанія кремнев. оружія уже въ концѣ XVIII в. П. эти представляли собою соединеніе лишь заряда и пули въ одной бумажн. оболочкѣ; они ускоряли стрѣльбу лишь тѣмъ, что устранилось отмѣриваніе заряда. Заряжаніе производилось такъ: скусивъ у П. конецъ, стрѣлокъ высыпалъ порохъ въ дуло; опорожненный отъ пороха П. вкладывался въ дуло пулею и пробивался ударами шомпола до заряда. Восплам-ніе заряда производилось ударомъ курка объ огниво (кремнев. оружіе) или о надѣтый на затрав. стержень капсюль (ударное оружіе). При появленіи ружей, заряжающихся съ казен. части, стрѣльба П. съ бумажн. гильзами не давала надежной обтюраціи; сначала пытались устранить прорывъ порох. газовъ черезъ затворъ тщательной пришлифовкой частей затвора, затѣмъ была попытка достичь обтюраціи принятіемъ особой двупульной системы (Жилле въ Бельгіи и Гринъ въ С.-А. С. Ш.), идея к-рой состояла въ томъ, что для производства выстрѣла употреблялось двѣ пули, изъ коихъ одна служила обтюраторомъ (см. стр. 397 въ т. VI). Двупул. винтовки сист. Грина и Жилле (послѣдняя съ измѣненіями мастера оруж. к-сіи Труммера) безуспѣшно испытывались у насъ въ 1859—63 гг. Первымъ образцомъ винтовки, стрѣлявшей унитарнымъ П., т.-е. П., соединявшимъ въ себѣ пулю, зарядъ и капсюль, была винтовка сист. Дрейзе. П. сист. Дрейзе (см. Игольчатое оружіе) состоялъ изъ бумажн. гильзы, въ к-рую насыпался порохъ и вставлялась пуля съ бумажн. шпигелемъ; въ шпигелѣ помѣщался ударн. составъ, воспламенявшійся при помощи иглы, прокалывавшей зарядъ и проникавшей въ П. черезъ отверстіе въ казенникѣ. Болѣе совершенная винтовка, предложенная мастеромъ Карле, снабжена была П., у к-раго ударный составъ, состоявшій изъ смѣси бертолет. соли, сурьмы и красн. фосфора, помѣщался въ чашкѣ, приклеиваемой къ внутр. сторонѣ донышка изъ войлоч. кружка (фиг. 1). Въ кружкѣ дѣлалась крестообраз. просѣчка для свободн. прохода иглы. Гильза была также бумажная. Недостатокъ такого П. состоялъ въ томъ, что войлоч. поддонъ при выстрѣлѣ часто оставался въ каналѣ винтовки и застревалъ на кончикѣ пули слѣд. П., сообщая ей весьма неправил. полетъ. Къ винтовкѣ Карле б. испытанъ рядъ П., при чемъ сначала отказались. отъ войлоч. поддона, а затѣмъ ввели мѣдн. капсюли, снаряженные составомъ изъ бертолет. соли и антимонія. Въ 1867 г. по сист. Карле б. передѣлана наша 6-лн. винтовка и къ ней П., передѣланный полк. Вельтищевымъ (см. фиг. 2 къ ст. Игольчатое оружіе). Устройство П. этой системы было сложно и изгот-ніе ихъ въ войскахъ уже не представлялось возможнымъ. Между тѣмъ бумажн. гильза не давала надежн. обтюраціи, вызывая этимъ довольно сложн. устр-во затвора. Только металл. гильза въ П., устраняя прорывъ газовъ, допустила принятіе оружія съ болѣе простымъ устр-вомъ замка. Впервые П. съ металл. гильзою появились на вооруженіи во время америк. междоусоб. войны; это былъ П. сист. Мартини (фиг. 2) съ кругов. восплам-ніемъ: ударн. составъ впрессовывался у дна гильзы, по окруж-ти ея, около закраины. П. эти имѣли ту выгоду, что при осѣчкѣ достаточно б. только немного повернуть П. и произвести новый спускъ. Однако, распространенія они не получили, т. к. ослабленный въ мѣстѣ перегиба металлъ давалъ при выстрѣлѣ разрывы; нерѣдки также были случаи и полн. отрыва дна. Иниціатива введенія у насъ металл. П. принадлежитъ Имп. Александру III: въ бытность его Насл-комъ въ 1869 г. онъ на свои личн. средства заказалъ Путилов. заводу передѣлать по сист. лейт. Баранова (см. это) 10.000 шт. 6-лн. винтовокъ для стрѣльбы П. съ меалл. гильзами. Въ это же время австр. мастеръ Крнка (см. это) предложилъ металл. составной П. слѣд. устр-ва (фиг. 3): стѣнки гильзы представляли собою свернутую въ трубку латун. полоску; трубка соединялась съ латунной же головкой а при помощи бумажн. пыжа б; въ головкѣ помѣщался цинков. колпачекъ в и наковальня г, на к-рую надѣвался капсюль. Въ 1869 г. къ винтовкѣ сист. Крнка б. принятъ, кромѣ описан. П., еще П. сист. Бердана съ цѣльнотян. латун. гильзою (фиг. 4), состоящею изъ конич. части аабб для помѣщенія пороха и пули и изъ шляпки ббвв, назначаемой для упора гильзы объ уступъ патронника и для экстрактир-нія стрѣлян. гильзы; въ шляпкѣ гильзы имѣется гнѣздо съ наковальней г для капсюля; въ гнѣздѣ сдѣлано нѣск. затравочныхъ отверстій для передачи огня отъ капсюля къ пороху. Во внутрь гильзы въ донную ея часть вставлена латун. чашечка д съ кругов. отверстіемъ; назначеніе ея — увеличить прочность ослабленной изгибами доньевой части гильзы. Этотъ образецъ П. является прототипомъ соврем. унитарныхъ П. съ металл. гильзою, принятыхъ повсюду на вооруженіе при разл. сист. ручн. огнестр. оружіи. Фиг. 5 — П. винтовки Берданъ № 2, фиг. 6 — къ револьверу Нагана, фиг. 7 — 3-лн. магазин. винтовки съ острокон. пулею. Вмѣстѣ съ уменьшеніемъ калибра винтовокъ явилась необходимость придать гильзамъ бутылоч. форму для увеличенія объема гильзы при меньш. длинѣ П. Величина діаметра дульца расчитывается т. обр., чтобы пуля входила съ треніемъ, достаточнымъ для обезпечиванія ея отъ выпаданія. Для лучш. закрѣпленія пули въ дульцѣ примѣняется керненіе или обжимъ дулецъ въ готовыхъ П. Съ введеніемъ скоростр. арт-ріи (37-мм., 47-мм. и 57-мм. сист. Гочкиса и сист. Норденфельта и 6-дм. пушки сист. Канэ) унитар. П. б. принятъ для стрѣльбы изъ орудій. Въ 90-хъ гг. истекшаго ст., съ повсемѣстн. введеніемъ скоростръ арт-ріи, унитарный П. получилъ общее распростр-ніе въ полев. арт-ріи. Устр-во унитарн. П. для стрѣльбы изъ арт. орудій мало чѣмъ отличается отъ устр-ва винтовочн. П. (фиг. 8 — патронъ 3-дм. скоростр. полев. пушки). Для надежн. воспламененія заряда бездымн. пороха въ орудійн. П., кромѣ капсюля, пришлось ввести еще восплам-ль изъ черн. пороха. Въ П. для 6-дм. пуш. Канэ восплам-ль этотъ помѣщается на днѣ гильзы въ кругломъ мѣшечкѣ изъ шелк. ткани; въ П. для 57-мм. скоростр. пушекъ — въ латун. центр. запал. трубкѣ, снабженной на днѣ капсюлемъ; трубка эта вставляется внутрь гильзы въ особ. отверстіе въ днѣ гильзы; въ полев. скоростр. пушкахъ восплам-ль помѣщается въ капсюл. втулкѣ, ввинчиваемой въ дно гильзы. Метал. патрон. гильзы дѣлаются обык-но изъ сплава, примѣрно, 2 вѣс. частей мѣди съ 1 ч. цинка. Цинкъ придаеть мѣди больш. твердость, увеличиваетъ сопр-леніе ударамъ и дѣлаетъ ее болѣе плавкою и менѣе способною окисляться. Пригот-ніе тянутыхъ гильзъ м. б. раздѣлено на 3 гл. фазы: первая — вырубка кружковъ изъ полосов. латуни и рядъ послѣдоват. штамповокъ и вытяжекъ, раздѣленныхъ другъ отъ друга отжигомъ, для полученія цилиндрич. трубокъ, закрытыхъ съ одного конца; вторая — приданіе этимъ трубкамъ опредѣл. бутылоч. формы по чертежу, образованіе шляпки съ закраиной и углубленія для капсюля и третья — окончател. отдѣлка, при к-рой гильзѣ придаютъ требуемые размѣры, пробиваютъ затравоч. отверстія или нарѣзываютъ гнѣзда для капсюльн. втулокъ (въ пушечн. гильзахъ). Изгот-ніе гильзъ и снаряженіе П. производится механич. способомъ на цѣломъ рядѣ разл. станковъ, изъ к-рыхъ нѣк-рые отличаются большою сложностью и совершенствомъ устр-ва. Т., напр., существуютъ автоматическ. станки, навѣшивающіе заряды для гильзы съ точностью до 0,01 грм.; затѣмъ, они автоматически всыпаютъ эти заряды въ гильзы и вставляютъ въ гильзы пули. Одинъ изъ такихъ станковъ наиболѣе совершен. системы м. снаряжать до 30 т. П. въ 10 ч. Арт. патроны снаряжаются въ ручную при помощи особыхъ снаряжат. станковъ. Готовые винтовоч. и револьверн. П. укладываются въ картон. пачки и укупориваются въ герметич. цинковыя коробки. П. для стрѣльбы изъ орудій мал. клб. (37-мм. и 47-мм.) также укупоривается въ герметич. ящики. Въ наст. время разрабатывается вопросъ о герметич. укупоркѣ орудійн. П. для полев. арт-ріи. П. для холост. стрѣльбы отличаются отъ боевыхъ лишь тѣмъ, что въ нихъ пуля или снарядъ замѣнены бумажнымъ или пробковымъ пыжемъ (фиктивнымъ снарядомъ). Холостые П. снаряжаются особымъ, холостымъ, порохомъ; пыжъ необходимъ, чтобы порохъ сгоралъ при нѣкоторомъ давленіи и, т. обр., давалъ звукъ, близкій къ звуку боев. выстрѣла. При вылетѣ изъ ствола винтовки или орудія пыжъ дробится на мелкіе куски, падающіе недалеко отъ дула. Для контроля за состояніемъ П., на укупоркѣ винтовочн. и револьверн. П. дѣлаются надписи, указывающія мѣсто ихъ снаряженія, а на пачкахъ — вѣсъ заряда и время снаряженія. У орудійныхъ П. ставятся клейма на снарядахъ съ указаніемъ партіи пороха, которымъ снаряжены П., и года снаряженія. (В. Г. Федоровъ, Вооруженіе русской арміи въ XIX ст., 1912).
Фиг. 1.
Фиг. 2.
Фиг. 3.
Фиг. 4.
Фиг. 5.
Фиг. 6.
Фиг. 7.
Фиг. 8.

Военная энциклопедия. — СПб.: Т-во И.Д. Сытина. Под ред. В.Ф. Новицкого и др.. 1911—1915.
ve.academic.ru
патрон - это... Что такое патрон?
[покровитель]
Морфология: (нет) кого? патро́на, кому? патро́ну, (вижу) кого? патро́на, кем? патро́ном, о ком? о патро́не; мн. кто? патро́ны, (нет) кого? патро́нов, кому? патро́нам, (вижу) кого? патро́нов, кем? патро́нами, о ком? о патро́нах; сущ., ж. патроне́сса
1. В древнем Риме патрон — это человек, который брал под своё покровительство малоимущих или неполноправных граждан, которые назывались его клиентами и зависели от него.
2. Патроном называют святого, покровителя человека, города и т. д. у католиков.Он задрожал и прочёл молитву своему Святому Патрону. | Каждое ремесленное сословие молилось своему патрону: ткачи — святому Криспину, садовники — святому Антонию, парфюмеры — святому Иосифу.
3. Для работников фирмы, предприятия и т. д. патроном является глава фирмы, предприятия и т. д.Позвонила секретарша и сказала, что патрон вызывает всех начальников отдела на совещания.
[заряд]
Морфология: (нет) чего? патро́на, чему? патро́ну, (вижу) что? патро́н, чем? патро́ном, о чём? о патро́не; мн. что? патро́ны, (нет) чего? патро́нов, чему? патро́нам, (вижу) что? патро́ны, чем? патро́нами, о чём? о патро́нах
1. Патрон — это устройство, которым заряжают огнестрельное оружие. Боевой патрон состоит из металлической гильзы с порохом, капсюля для воспламенения и пули (холостые патроны не содержат пули).Пистолетный, автоматный, охотничий патрон.
2. Патроном называется гильза — короткая трубка, один конец которой закрыт и в которой находится пуля с порохом.
3. Патроном называется деталь люстры, бра, торшера других осветительных приборов, в которую ввинчивается лампочка.У лампы на 127 В, вкрученной в патрон, к которому подано напряжение 220 В, может, как минимум, перегореть нить накаливания.
4. Патроном называют приспособление в токарном, сверлильном станках и некоторых инструментах, которым зажимают деталь.В патрон дрели можно зажать абразивный круг и работать как напильником.
5. Патроном называют образец для выкройки.Патрон платья.
• патро́нный
dic.academic.ru










