Что же такое гибка металла. Что такое гибка металла
Чего вы не знали о гибке металла?
Что такое гибка?
Услуги по гибке — это намеренная деформация листа металла под нагрузкой в результате чего заготовка принимает новую форму без разрывов материала. Самый простой вид гибки металла — это прямолинейный гиб по линии сгиба под принудительным давлением.
Виды гибки металла:
- Профилирование или формовка.Такая технология гибки металла выполняется на специальных профилегибочных станках, когда лист прокатывается между вращающимися валами. Контур этих валов определяет форму конечного изделия. Это способ массового изготовления однотипных изделий крупными партиями. При этом сам лист должен быть тонким — до 1,5 миллиметров. Это могут быть какие-то штампованные детали, профнастил и тому подобное.
- Чеканка или гибка листа в штампах.Выполняется на листогибочном (штамповочном) прессе. Лист здесь зажимается между пуансоном и матрицей (это гибочные инструменты станка) и под давлением пресса принимает форму этих инструментов. По аналогии с предыдущим способом — это для изготовления штамповок крупносерийного производства.
- Свободная гибка листов металла.Выполняется на листогибочном станке. Лист под давлением пуансона (верхнего гибочного инструмента) вдавливается в «ручей» матрицы, имеющий V-форму. Фактически гибка при данном способе выполняется по трём точкам, когда лист соприкасается с пуансоном, формирующим линию сгиба, и с краями «ручья» нижнего инструмента — матрицы. Между листом и дном «ручья» остаётся воздушное пространство, поэтому такой вид гибки называют ещё «гибкой в воздухе».
Как правило, такая гибка металла прессом применяется при выполнении заказов на мелкие и средние серии поскольку предыдущие два метода требуют большого времени для переналадки линии, что сокращает возможность работы с большим разнообразием деталей и увеличивает вероятные сроки перехода от выпуска одной детали к другой.
Соответственно, более лёгкая пусконаладка между разными деталями производится, если это гибка тонколистового металла по третьему методу — листовая гибка «в воздухе». В данном случае оборудование для гибки металла — это станок с числовым программным управлением. Смена инструментов для гибки (пуансонов или матриц), а также загрузка новых программ гибки может занимать считанные минуты, что позволяет практически мгновенно переходить от одного изделия к совершенно другому, причём не только по геометрической форме, но также и по толщине металла.
Кроме того в таких станках возможно изготовление непростых деталей с гибами, направленными в разные стороны, стыкующимися или плотно прилегающими деталями. Тут уже приходится применять мастерство и различные ухищрения типа предварительных гибов, догибов, разгибов и так далее.
В качестве дополнительного сравнения приведём простой пример.
По третьей технологии станки могут гнуть пятимиллиметровый лист, прессовое усилие при этом сто тридцать пять тонн. Профилегибочный станок металл такой толщины не возьмёт. Гибка в штамповочном станке потребует в пять раз большего прессового усилия, а значит энерго-затрат.
Гибочные работы по методу «гибка в воздухе» ведутся таким образом, что сам угол гиба определяется глубиной погружения пуансона в «ручей» матрицы. В станок заранее заносятся необходимые данные (вид металла, его толщины, ширина ручья матрицы, требуемый угол сгиба). Возможна корректировка дожима в автоматическом режиме, поскольку на точность работ может сказываться качество самого листа, например разность его толщины, полученная при металлопрокате.
Точность гибки может поддерживаться также «бомбированием» — функцией компенсации прогиба стола и стоящей на нём матрицы.
Если гиб длинный (более метра), то вполне естественен прогиб стола листогиба в центральной части. Естественен, но ненужен. Из-за прогиба стола наблюдается такое явление: сегменты матрицы, находящиеся посередине, будут ниже тех сегментов матрицы, которые находятся с краёв линии сгиба.
Последствие такого эффекта — недогиб в центральной части линии сгиба, «сабельность» длинных изделий (угол гиба посередине детали становится больше угла по краям).
За исправление данного эффекта отвечает функция «бомбирования», то есть автоматической компенсации прогиба стола, то есть центральная часть стола приподнимается относительно краёв на определённую высоту и в итоге угол гиба остаётся одинаков по всей длине детали.
За точность гибки листов металла отвечает функция не только угловые показатели, но также и точность размеров отгибаемых полок, которая обеспечивается правильностью позиционирования задних упоров станка, в которые упирается деталь при работе.
При необходимости после каждого гиба задние упоры могут автоматически занимать необходимое положение для следующего гиба.
Гибочный инструмент также важен для качественной работы станка. Матрицы определяются шириной ручья, ширина его должны быть равна восьмикратной толщине металла.
Геометрические параметры в большей степени и определяют функциональность станка и возможности решения задач заказчика.
Кроме того и для пуансонов, и для матрицы существенным показателем является максимально возможное прессовое усилие, которое уже является одним из ключевых показателей самого станка.
Если вас интересуют услуги гибки металла или цена гибки листового металла, как в частности, так и в совокупности с иными работами по металлообработке, то звоните нам по телефону 8 (804) 333-68-30 или оставьте заявку на сайте.
Специалисты «Металл-Кейс» свяжутся с вами и ответят на любые вопросы. Мы сможем предложить вам выгодные условия сотрудничества.
metal-case.ru
Оборудование для гибки листового металла и способы сгибать металлические листы
Гибка листового метала производится с помощью пресса, с возможностями установки различных матриц и пуансонов. Габариты оборудования зависят от их технических характеристик и методов гибки металла.
Калибровка: металлический лист фиксируется между матрицей и пуансоном, затем сгибается до нужного вам угла. Угол определяется особенностями оснастки. Свойства метала на процесс не влияют, так как точность загиба зависит только от примененных усилий. Недостаток: необходима смена оснастки при смене вида заготовки.
Гнется листовой металл путем упругопластической деформации, которая различно протекает со всех сторон выгибаемой заготовки. Внутри изгиба слои металла укорачиваются и сжимаются в продольном направлении, а в поперечном слои растягиваются. Между этими двумя слоями (укороченным и удлиненным) находится нейтральный слой, равный длине первоначальной заготовки.
Свободная — воздушная гибка
Один из самых практичных методов гибки металла, является Воздушная гибка. Путём заранее заданной глубины, пуансон опускается в матрицу без необходимости иметь радиус и угол таковыми, как в готовой детали. В силу этого, инструмент очень универсальный. Возможность выполнить гибку множества спектров углов, путем точно заданной глубины движения пуансона, что позволяет воздержатся от частой смены инструмента.
Из-за небольших усилий, которые требуются для такого вида гибки, открывается возможность применять сложные по форме и узкие пуансоны (для различных видов профилей). Точность обработки, используемая таким методом гибки, в среднем ±15’–30’. Все зависит от точности движения пуансона, колебания толщины металла от заранее заданной и от того, как будет пружинить металл в процессе гибки.
- Достоинства: высокая производительность, одна матрица для разных углов.
- Недостатки: Нельзя использовать метал тоньше 1.2 мм, смена метала требует дополнительной настройки.
Штамповка
Штамповка или чеканка (Coining) — это метод который является самым точным, но не самым популярным в силу того, что требует больших затрат на оборудование и инструменты. Матрица и пуансон производятся строго по форме нужного угла гибки.
Прилагаемые усилия в таком способе гибки до 25 раз больше, чем в воздушной, а значит, что какие-либо отклонение в толщине материала, не влияют на точность чеканки. Максимальная толщина металла 2мм.
Так же, в силу своей массивности, не позволяет выполнять гибку сложных элементов. Главным минусом такой гибки, является необходимость иметь набор инструментов для разных углов и радиусов.
Прочие способы гибки листового металла на производстве
Довольно таки популярным методом гибки является Folding. Принцип заключается в том, что прижим на столе, удерживает деталь во время процесса гибки, поэтому уменьшается возможность повреждения поверхности детали. Колебание толщины метала не влияет на точность угла. Максимальная толщина металла 2мм.
Гибка листа, при помощи матрицы, с заранее заданной формой, называют — Bottoming. Весьма затратный, по своей сути метод, поскольку для каждого угла гибки и толщины металлических листов, необходимо иметь целый набор инструментов. Имеет более высокую точность чем воздушная гибка ±15’. Толщина листового металла для такой гибки не более 5мм.Гибка металла осуществляется на станках с ЧПУ. Также это могут быть листогибы: прессовые, поворотные и ротационные, 3-4 валковые станки и автоматические гибочные комплексы.
Оборудование для гибки листового металла
- Листогибы — позволяют изготавливать профиль или металлочерепицу, металлические каркасы, комплектующие элементы вентиляционных систем, сборные перегородки, подвесные строительные элементы, облицовки кабельных систем.
- Фальцепрокатные станки — предназначены для производства кровли.
- Зиг-машины — применяются для зиговки, гибки металла, а также прямой и круговой резки листового материала с большой толщиной листа. Зиг-машина делает загибку в углов, круглый фальц, гофрирование, фальцовку специального профиля, вытягивание, обжим замков и резку и развальцовку водосточной трубы.
- Вальцовочные станки (машины) — предназначены для производства изогнутых форм.
- Станки для нанесения параллельных рёбер жёсткости — могут делаь как U, так и Z-образные профили.
- Разматыватели — вспомогательное оборудование — предназначено для размотки металлических рулонов и металлической ленты и подачи её на устройство сгибки, резки.
kudavlozitdengi.adne.info
Сущность гибки и ее виды
Категория:
Гибка и правка металла
Сущность гибки и ее видыГибка применяется для придания заготовке изогнутой формы по заданному контуру.
В процессе гибки металл подвергается одновременному действию растягивающих и сжимающих усилий. На наружной стороне заготовки в месте изгиба (рис. 1) волокна металла ab растягиваются и длина их увеличивается; на внутренней же стороне волокна а’Ь’, наоборот, сжимаются, а длина их укорачивается. И только нейтральный слой кк, или, как принято называть, нейтральная линия, в момент сгиба не испытывает ни сжатия, ни растяжения. Длина нейтральной линии после изгиба заготовки не изменяется.
в тех случаях, когда напряжения изгиба не превышают предела упругости материала, деформации заготовки будут упругими, и после снятия напряжений заготовка примет свой первоначальный вид.
Для получения изогнутой заготовки необходимо чтобы напряжения изгиба превышали предел упругости, тогда деформация заготовки будет пластической.
При гибке заготовок из листового металла пластическая деформация всегда сопровождается упругой, поэтому в согнутой на определенный угол заготовке после снятия напряжения происходит явление распружинения, т. е. угол загиба, как правило, увеличивается, а заготовка немного выпрямляется. Угол, на который выпрямляется заготовка вследствие упругой отдачи или пружинения, называется углом деформации. Величина этого угла зависит от марки металла и толщины заготовки, а также от радиуса гибки.
Существует и другой вид гибки, при котором обеспечивается получение точных углов и радиусов изгиба. Это так называемая гибка с растяжением, когда заготовка при гибке подвергается действию добавочного растягивающего усилия, при этом все волокна сечения испытывают растяжение и наблюдается лишь некоторое сокращение сечения, тогда как угол и радиус гибки остаются без изменения.
Наибольшее распространение в слесарной практике получили гибочные работы, основанные на схеме простого гиба, т. е. с учетом пружинения.
Возможность получения деталей с очень малыми радиусами изгиба ограничивается опасностью разрыва наружного слоя заготовки в месте изгиба вследствие чрезмерного для данного материала относительного удлинения этого слоя, а также из-за наличия дефектов поверхности заготовки (трещин, плен и др.). Величина минимально допустимого радиуса изгиба зависит от механических свойств материала заготовки, от применяемой технологии гибки и качества поверхности заготовки.
Рис. 1. Схема растяжения волен кон металла при гибке
Детали с очень малыми радиусами закругления следует изготовлять из пластичных материалов или предварительно подвергать исходный материал термической обработке — отжигу.
При изготовлении деталей из малопластичных материалов с относительно малыми радиусами закруглений необходимо применять более простые технологические процессы,гибки, при которых возникают незначительные растягивающие усилия из-за наличия трения заготовки о гибочное приспособление или штамп.
Радиус изгиба детали не следует принимать близким к минимально допустимому, если это не диктуется конструктивными требованиями. По технологическим соображениям даже для наиболее пластичных материалов целесообразно не допускать радиус изгиба, меньший толщины заготовки.
При резке на ножницах или вырубке материал заготовки вблизи линии среза наклёпывается (уплотняется) и его пластичность снижается, что ведет к увеличению значения минимально допустимого радиуса.
Необходимо также иметь в виду, что с увеличением толщины механические свойства листового проката снижаются, вследствие чего значения минимально допустимого радиуса значительно повышаются.
Несоблюдение основных положений при выборе радиуса гибки заготовок или деталей приводит к появлению трещин и других пороков.
Гибка заготовок и деталей выполняется из полосового, листового, пруткового и профильного металла.
Читать далее:
Оборудование, инструмент и приспособления, применяемые при гибке
Статьи по теме:
pereosnastka.ru
» Что же такое гибка металла
 В ХХІ веке одним из востребованных видов обработки изделий является гибка метала. С помощью гибки метала заготовка становится таковой, как было задано чертежом. То изделие, которое получили при помощи гибки метала, гораздо прочнее, нежели деталь, сделанная простым сварочным оборудованием. Причина в том, что швы деталей очень склонны к коррозии, это сокращает их жизнь. Те детали, которые изготовили с помощью гибки метала, никогда не подведут Вас в эксплуатации, Вы будете довольны результатом. На данный момент металлические изделия очень востребованы, поэтому есть большой выбор предложений гибки метала под заказ.
В ХХІ веке одним из востребованных видов обработки изделий является гибка метала. С помощью гибки метала заготовка становится таковой, как было задано чертежом. То изделие, которое получили при помощи гибки метала, гораздо прочнее, нежели деталь, сделанная простым сварочным оборудованием. Причина в том, что швы деталей очень склонны к коррозии, это сокращает их жизнь. Те детали, которые изготовили с помощью гибки метала, никогда не подведут Вас в эксплуатации, Вы будете довольны результатом. На данный момент металлические изделия очень востребованы, поэтому есть большой выбор предложений гибки метала под заказ.
Гибка листов, металопрофилей или труб всегда пользовалась популярностью, это многим необходимо. Почти до средины ХХ века данный процесс проводился вручную, для этого были специальные кузницы, в которых стояло традиционное оборудование. Правда, не все детали получались одинаковых размеров и форм. После появлялись некоторые проблемы с обработкой и сборкой этих деталей в одно целое. В 70-х г. стали появляться станки с ЧПУ, это был прорыв вперед, новая ступень в металлообработке. Станок с ЧПУ – это компьютеризированное оборудование, которое полностью управляется автоматизированными процессами. Специальные программы регулируют угол изгиба, точно соблюдают размеры и формы изделий. Именно поэтому листы, сделанные на станках такого типа, с точностью одинаковые. У таких деталей нету швов, что усиливает их работоспособность и прочность.
Сейчас все металлы и сплавы, которые в состоянии выдержать холодную деформацию, могут изготавливаться на станках с ЧПУ. Благодаря данному способу можно быстро производить сложные детали достойного качества и за не долгое время. Сегодня доминирует свободная гибка металла. При таком способе между стенками матрицы и листом металла остается маленький воздушный зазор. Не смотря на то, что такой метод чуть ограничен в точности, он обеспечивает прекрасную гибкость. При этом методе может быть несколько нарушена точность деталей, зато обеспечена превосходная гибкость. Также может производится гибка листового металла абсолютно на любой угол в диапазоне угла раскрытия матрицы, без изменения инструментов. Помимо этого, свободная гибка требует приложения более меньших усилий, это позволяет сэкономить на мощности техники. Но данный метод не подойдет для произведения специфических деталей.
defconc.ru
Виды гибки металла и технология гибки
Одним из наиболее частых способов обработки металла является его гибка. Этот процесс также позволяет изготавливать разные изделия.
Технологический процесс гибка металла представляет собой операцию, при которой заготовке, с помощью специального оборудования, придают нужную форму. Для этого не требуется сварки, литья и штамповки, а заготовку всего лишь растягивают и сжимают с разных сторон.
Такой процесс бывает ручным и автоматизированным. В то же время, способ гибки зависит от типа заготовки.

Работа с листом металла
Лист является самой простой и легкой заготовкой, не требующей особого внимания при гибке. Он отлично гнется под разным углом и способен принять какую угодно форму.
Из листа металла можно изготовить кровельный материал, уголки, профили, различные элементы конструкций и т.д. Для это применяются ручные листогибы или специальные прессы. Последние намного облегчают работу и обычно используются на заводах. Как правило, сейчас они снабжены ЧПУ.
Арматура
Этот тип заготовки достаточно прочен и обладает приличным диаметром. Но механизированными прессами для гибки арматуры пользуются редко, чаще применяя ручные станки. Объясняется это необходимостью провести такую операцию непосредственно на строительном объекте.
Гибочный станок нужно закрепить на выбранном основании, которое должно быть прочным, и привести в движение сгибочный механизм, причем, особого усилия для этого не понадобится.
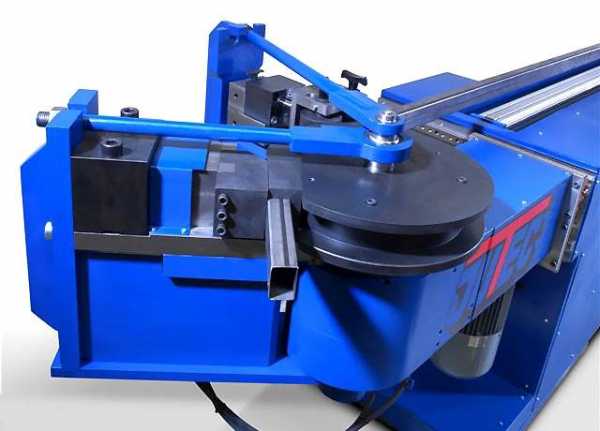
Металлические трубы
Тут все не так просто потому, что в случае неправильного распределения применяемой нагрузки труба может лопнуть. Все дело в ее прочности.
Кроме этого, сложности могут возникнуть при нестандартных формах и размерах изделия. По ширине и диаметру сечения, а также по длине трубы существует ряд ограничений, не позволяющих ее сгибать вообще.
Операцию производят в трубогибах, в которых заготовку наматывают на вращающийся копир. Образование гофр при этом совершенно исключено. Иногда используется нагрев током высокой частоты.
Особый подход
Нестандартные заготовки тоже поддаются гибке, но к ним следует относиться внимательно:
- толстым и прочным изделиям — они могут разорваться;
- листам с маленькой толщиной — они легко повреждаются;
- изделиям, имеющим разную толщину в определенных местах и показатели прочности;
- профилям и уголкам.
Во всех этих случаях перед обработкой придется точно рассчитать допустимую нагрузку.
Смотрите также:

Виды упаковочного оборудования http://domkrat.org/vidyi-upakovochnogo-oborudovaniya/.
Интересное по теме: Как сделать электрический теплый пол под плитку
Советы в статье "Как крепить рулонные шторы на окна" здесь.
Как происходит гибка металла смотрим в видео:
Источник №1: http://www.neolaser.ru/gibka-metalla
Tweetdomkrat.org